И естное устройство для выбивки -ишти ров валков стана холодной прокатки труб в ПК}чает установленный на noaqpoTHoK раме поршвевой пневмоципнщф двойного действия с двусторонним штоком, один конеа которого сна6)кен бойком, а друг( взаимодействует с механизмом удержания, причем механи .; удержания выполнен в иоде электромагнита.
Отлична предпагаём яго устройства соотоит в том, что механизм удержания njpeftставпяет собой двуплечий рычаг, ин конец которого сое/швен-с приводом поворота а другой выполнен в виде покового захвата, взаимодействующего с диском, установленным на другом конце штока Это позволяет повысить надежность работы ста ка.
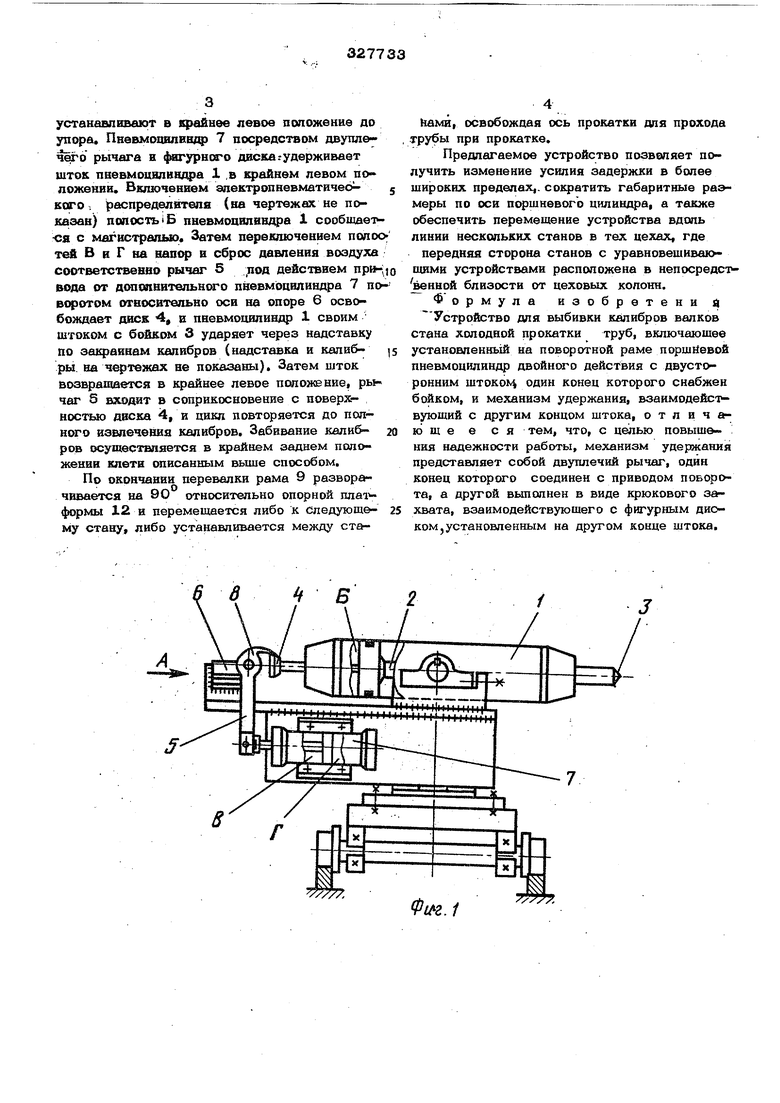
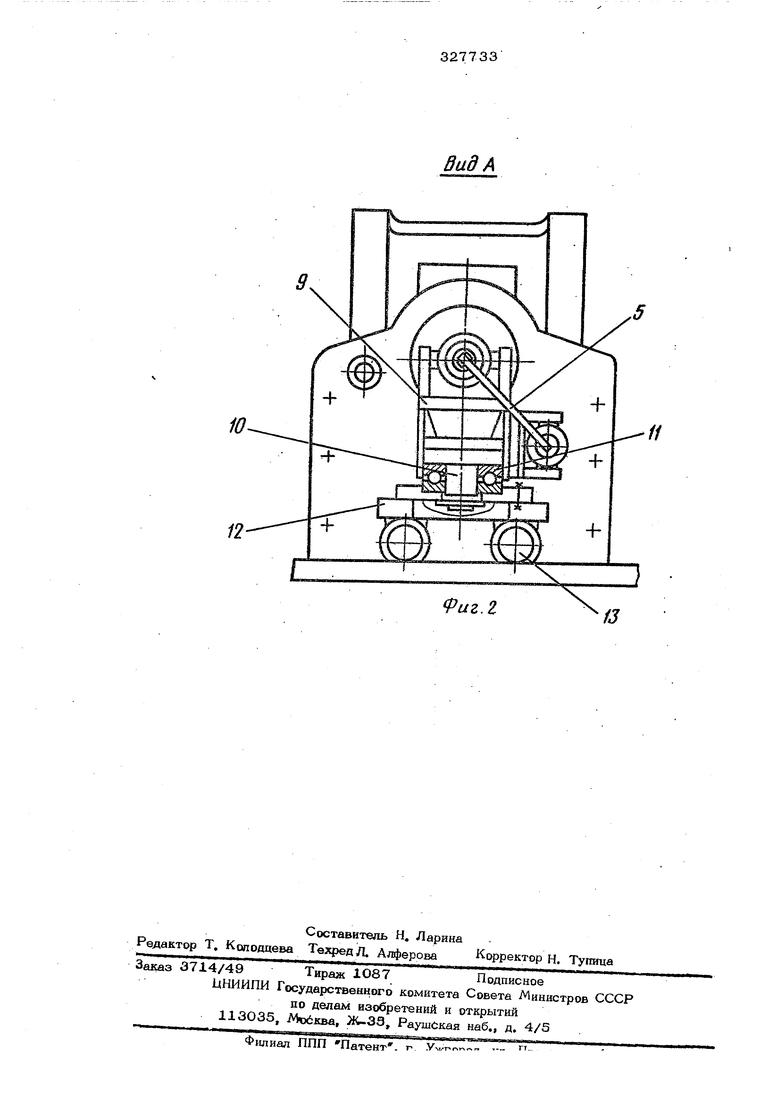
На фиг. 1 изображено предлагаемое yci ройство, вид; на фиг. 2 - вид но стре ке А на фвг, 1,
Устройство состоит из пфшневого пневм1 цилиндра 1 двойного действия с двусторонним штоком 2. Один конец штока снабжен бойком 3, а на другом насажен фигурный диск 4, наружная поверхность которого выпо
иена по радиусу. С наружной поверхностью фигурного диска связан механизм удержаНИН, который представляет собой двуплечий рычаг 5, шгфиирно закрепленный на опоре 6 j последовательно с поршневым пневмоцилинд; ром 1, Двуплечий рычаг одним концом связан с ириврдом поворота, представляющим собой дополнительный качающийся пневмоцилиндр 7, а другим, выполненным виде крюКОВ0ГО захвата 8, взаимодействует с диском 4.
Eice механизмы распоножены на рама 9 (см. фаг. 2). Рама с при(креш1енной к ней осью 1О установлена на упорный подшипник 11 и может поворачиваться в горизонтальной плоскости относительно опорной платформы 12. Рама 9 вместе с платформой может также перемешаться вдоль Л1шии нескольких ста, ков за счет установки последней на тележке 13
В исходном положении клеть (на чертежах не показана) устанавливают в крайнее
переднее положение, устройство замены калибров располагают напротив стана, и пнввмоцвлишф 1 устанавливают по оси прокатки. Конец штока с насаженным диском 4 устанавливают в крайнее левое положение до упора. Пневмодипиндр 7 посредством двупле4ёго- рычага н фнгурни-о диска .-удерживает -Sr вого распределетепя (на чертежах не показан) дшость Б пневмодвпишфа 1 сообщает:я 1 трапыо. Затем переключением п В в Г на напор и сброс давления воздуха Ответственно рыяаг 5 .под действием при вода от допшнитедьного пневмоцилишфа 7 по воротом относительно оси на опоре 6 освобождает диск 4, и пневмодилиндр 1 своим ™ом оТойЕо 3 ударяет через надставку по закраннам калибров (надставка и капн&ры Г ертежах не показаны). Затем шток всхзврашае ся в крайнее левое поношение, рычат 5 ВХОДИТ в соприкосновение с поверхностью диска 4, и цикл повторяется до потн Па ч ния калибров. Забивание осушествяяется в крайнем заднем пшоженин клети описанным выше способом. По Го1чанин„ перевалки рама 9 разворачивается на 90° относительно опорной nnaiZ 12 и перемешается либо к следуют 1 стану, либо устанавливается между ст нами, освобождая ось прокатки для прохода рубы при прокатке. Предлагаемое устройство позволяет поучить изменение усилия задержки в более ироких пределах,- сократить габаритные разеры по оси поршневого цилиндра, а также обеспечить перемещение устройства вдоль линии нескольких станов в тех цехах, где передняя сторона станов с уравновешивак щими устройствами расположена в непосредственной близости от цеховых колонн, Формула изобретени Я Устройство для выбивки калибров валков стана холодной прокатки . труб, включающее установленный на поворотной раме поршйевой пневмодилиндр двойного действия с двусторонним штокон один конец которого снабжен бойком, и механизм удержания, взаимодействующий с другим концом штока, о т л и ч аг кГщ е е с я тем, что, с целью повышения надежности работы, механизм удержания представляет собой двуплечий рычаг, один конец которого соединен с приводом поБОре та, а другой выполнен в виде крюкового , взаимодействующего о фигурным дноком, установленным на другом конце штока.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СЪЕМА КАЛИБРОВ ВАЛКОВ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1971 |
|
SU304005A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| БЕССТАНИННАЯ ДВУХВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 2008 |
|
RU2387504C1 |
| Вводная валковая арматура сортовой прокатной клети | 1986 |
|
SU1419781A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ | 2007 |
|
RU2343024C2 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
| УСТРОЙСТВО для УРАВНОВЕШИВАНИЯ СИЛ ИНЕРЦИИ И МОМЕНТОВ СИЛ ИНЕРЦИИ МЕХАНИЗМОВ ПРОКАТНЫХСТАНОВ | 1970 |
|
SU281380A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2040348C1 |
| Прокатная клеть с многовалковым калибром | 1986 |
|
SU1340842A1 |
| Стан для непрерывно-реверсивной прокатки | 1975 |
|
SU541511A2 |
. 1
Вид А
9 иг. г
