Известны устройства для съема калибров валков стана холодной прокатки труб, включающие размещенный на раме поршневой цилиндр с двусторонним штоком, один конец которого связан с механизмом удержания, а другой оборудован бойком, взаимодействующим через надставку с закраинами калибров.
Предложенное устройство отличается тем, что для сокращения времени перевалки и уменьшения повреждения калибров оно снабжено дополнительным поршневым цилиндром, установленным от первого на расстоянии, равном межосевому расстоянию валков, а поршень каждого цилиндра имеет три параллельных толкателя, диаметры и расположение которых соответствуют диаметрам и расположению отверстий под крепежные детали у клиньев и калибра.
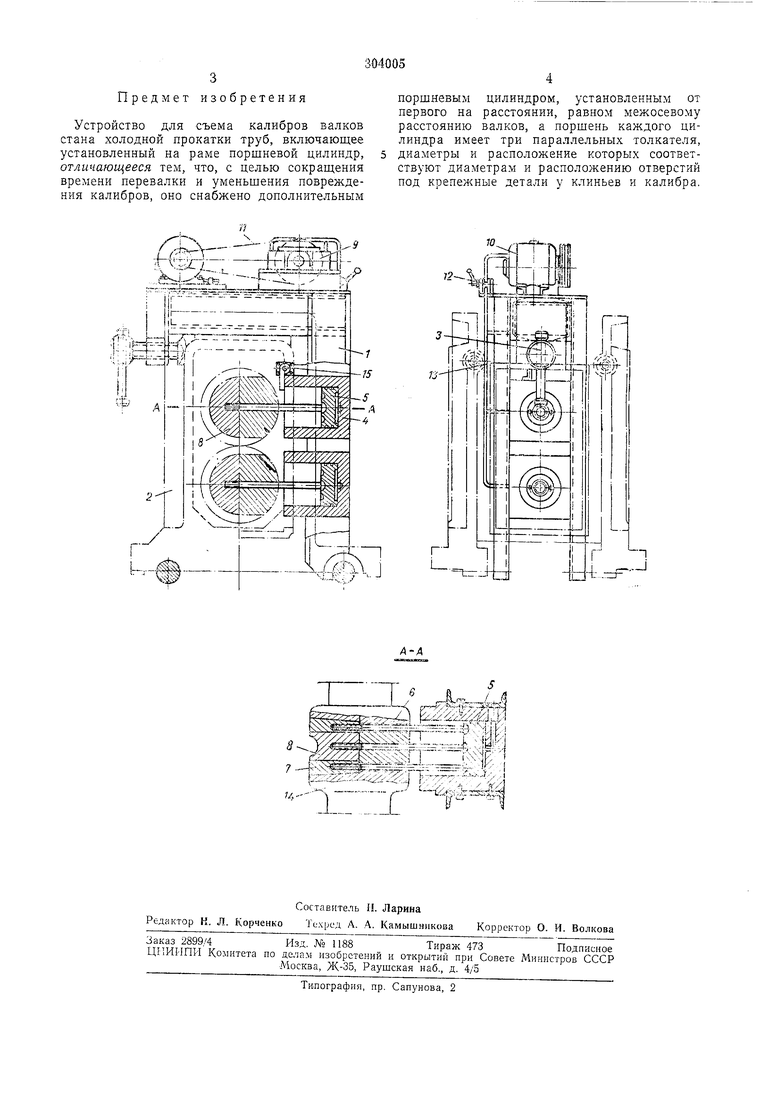
На чертеже показано описываемое устройство, установленное на клети.
Устройство состоит из рамы 1, которая крепится к клети 2 при помощи зажимного винта 3. На раме установлены два гидравлических цилиндра 4 (основной и дополнительный); каждый из них имеет на поршне 5 три параллельных толкателя 6, диаметры и расположение которых соответствуют диаметрам и расположению отверстий под крепежные болты у клиньев 7 и калибра 8.
Для перемещения поршней с толкателями
на раме размещены гидравлический насос 9,
электродвигатель 10, ременная передача //,
гидравлический переключатель 12 и маслопровод 13.
Устройство работает следующим образом. При установке переключателя 12 в рабочее положение гидравлический насос 9, приводимый в движение электродвигателем 10 через
ременную передачу 11, нагнетает масло по маслопроводу 13 в гидравлические цилиндры 4. При перемещении в цилиндрах поршней 5 вместе с ними перемещаются закрепленные на них толкатели 6. Крайние толкатели при
этом через отверстия в теле валка 14 выдавливают клинья 7, а центральные толкатели выдавливают с некоторым запаздыванием калибр 8 через отверстие для центральной шпильки. Запаздывание достигается за счет
разницы длин крайних и центрального толкателей. Длина хода с поршня регулируется перестановкой конечного выключателя 15.
По окончании съема калибров поршни цилиндров возвращаются в исходное положение, для чего переключатель 12 переводится в полол.ение «обратный ход. Затем откручиваются винты 3, и мостовым краном устройство для съема калибров снимается с клети 2 стана. При необходимости можно изменять рас3Предмет изобретения Устройство для съема калибров валков стана холодной прокатки труб, включающее установленный на раме поршневой цилиндр, отличающееся тем, что, с целью сокращения времени перевалки и уменьшения повреждения калибров, оно снабжено дополнительным поршневым цилиндром, установленным от первого на расстоянии, равном межосевому расстоянию валков, а поршень каждого цилиндра имеет три параллельных толкателя, диаметры и расположение которых соответ ствуют диаметрам и расположению отверстий под крепежные детали у клиньев и калибра,
- ig SiBS- щ,
,.--4.fT, t-: х ; -%rS -
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть | 1978 |
|
SU863031A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНОЙ ПРОКАТКИ | 1969 |
|
SU430907A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1967 |
|
SU194037A1 |
| ПРОКАТНАЯ КЛЕТЬ ДЛЯ ГОРЯЧЕЙ ИЛИ ХОЛОДНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОГО ПОЛОСОВОГО МАТЕРИАЛА | 2001 |
|
RU2283196C2 |
| РАБОЧАЯ КЛЕТЬ С ЧЕТБ1РЕХВАЛКОВЫМ КАЛИБРОЛ\ | 1971 |
|
SU305924A1 |
| ИН. Ф. ГрИЦуКI ^' TPvgjjqt.,'., II,",..г,а>&. •,.,.•'«-«-«l/tj^i_ ?^'5лиотг;.л | 1966 |
|
SU183703A1 |
| РЕГУЛЯТОР ТОЛЩИНЫ ПРОКАТЫВАЕМОЙ ПОЛОСЫ | 1964 |
|
SU164361A1 |
| СПОСОБ КАЛИБРОВКИ ВАЛКОЪ | 1972 |
|
SU329911A1 |
| ФОН! ЗНШЕРТОВ | 1973 |
|
SU406611A1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКАЯ СИСТЕМА АВТОМАТИЧЕСКОГО | 1966 |
|
SU178773A1 |
„ fezsyl
..L, ..-Щ,:
,./4W
iiti::::|:|li Sicrzi-ll
....-. :.i - y. -.y, ..,./
.-..,, . -- -vXf:--: S-- -: r H
f 1
