Изобретение относится к трубопрокатному производству и является усовершенствованием привода рабочей клети стана холодной прокатки труб. Наиболее эффективно может быть использовано в приводах станов холодной прокатки труб с пневматическим уравновешиванием сил инерции клети. Известен привод рабочей клети cT на холодной прокатки труб, содержащий приводной вал с шестерней, кривошипно-шатунный механизм и установ ленные с обеих сторон рабочей клети пневматические цилиндры уравновешивания сил инерции клети/ штоки кото рых связаны со станиной клети l. Наиболее близок по технической сущности к предлагаемому привод кле ти стана холодной прокатки труб, содержащий квивошипно-шатунный механизм с пгшьцами на шатунах для со динения с клетью,и установленные с одной стороны клети уравновеишвающие силы ее инерции пневматические цилиндры, штоки которых соединены с клетью, а полости сообщены между со бой трубопроводами. В этом устройст ве штоки порхиней установлены, параллельно оси перемещения стана. Утечка воздуха в пневмоцилиндрах компенсируется за каждый ход клети через тарельчатый клапан, взаимодействующий с кулачком на штоке. Начальное давление воздуха в пневмоцилиндрах зависящее от скорости перемещения клети, регулируется многоступенчатым редуктором, толкатель которого взаимодействует с кулачком на валу контролера включения двигателя главного привода 2}. Недостатки известных конструкцнй привода рабочей клети заключаются в том, что, вследствие соединения штоков цилиндров непосредственно со станиной клети, на станину действуют знакопеременные нагрузки, .равные усилиям, от пневматических цилиндров уравновешивания сил инерции клети, что приводит к поломкам станины клети и простоям стана. Цель изобретения - сокращение простоев стана. Поставленная цель достигается тем, что привод клети /:тана холодной прокатки труб, содержащий кривошипношатунный механизм, шатуны которого имеют пальцы для соединения с клетью и поршневой цилиндр, снабжен жестко
соединяющей оба пальца осью, к которой прикреплен шток поршневого цилиндра.
Такое конструктивное выполнение привода рабочей клети стана холодной прокатки труб позволяет увеличить долговечность рабочей клети и сократить тем самым простои стана за счет того, что сложение усилий,действующих в шатунах, и усилия от поршневого цилиндра осуществляется через общую ось, а не через станину клети, которая нагружена вертикальными и горизонтальными усилиями прокатки.
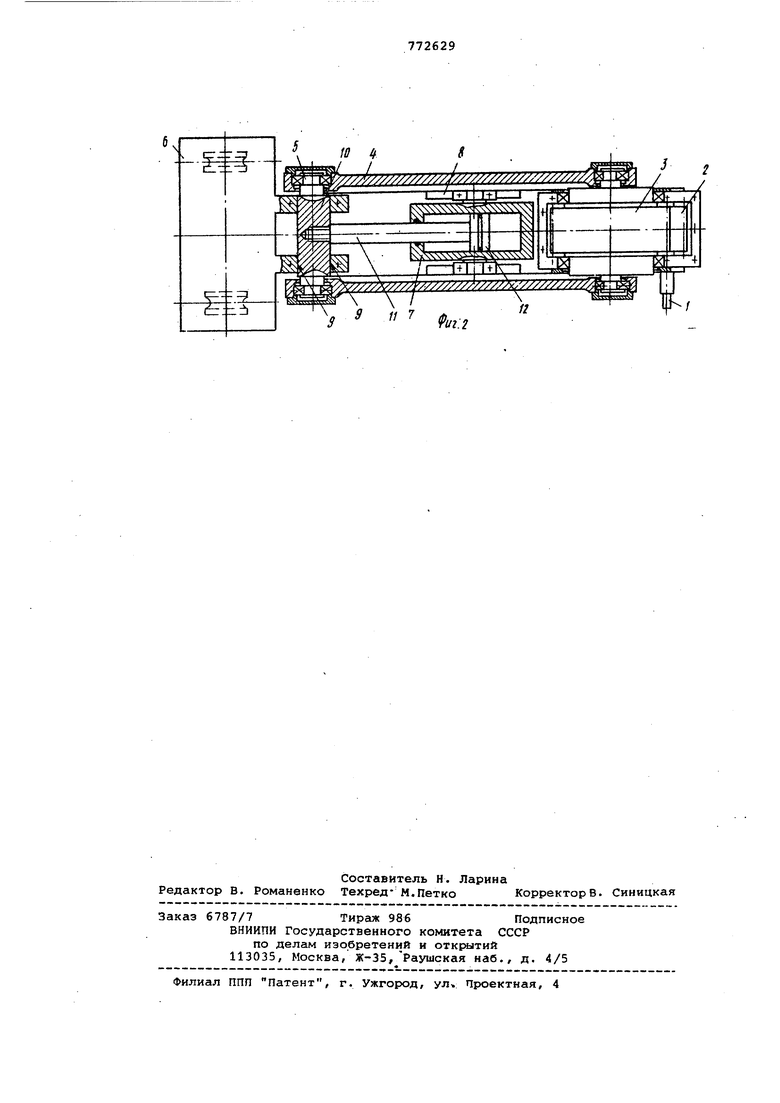
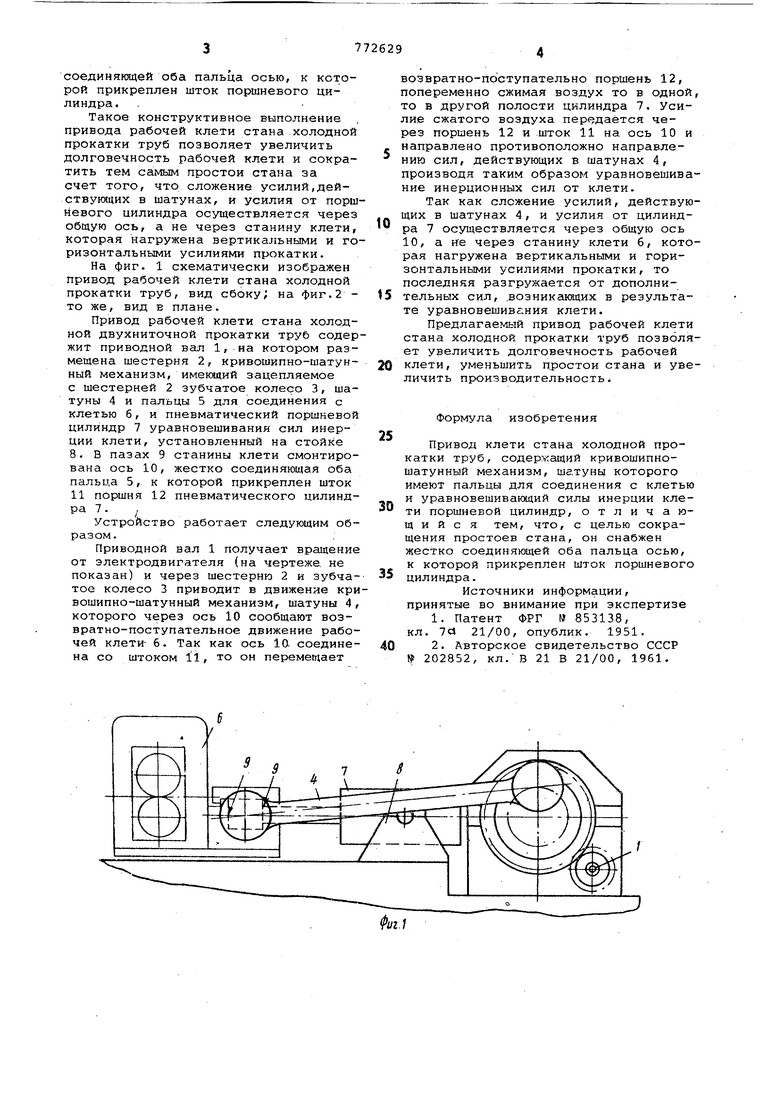
На фиг. 1 схематически изображен привод рабочей клети стана холодной прокатки труб, вид сбоку; на фиг.2 то же, вид в плане.
Привод рабочей клети стана холодной двухниточной прокатки труб содержит приводной вал 1, на котором размещена шестерня 2, кривошипно-шатунный механизм, имекяций зацепляемое с шестерней 2 зубчатое колесо 3, шатуны 4 и пальцы 5 для соединения с клетью б, и пневматический поршневой цилиндр 7 уравновешивании сил инерции клети, установленный на стойке 8. В пазах 9 станины клети смонтирована ось 10, жестко соединяющая оба пальца 5, к которой прикреплен шток 11 поршня 12 пневматического цилиндра 7 . I
Устройство работает следующим образом.
Приводной вал 1 получает вращение от электродвигателя (на чертеже, не показан) и через шестерню 2 и зубчатое колесо 3 приводит в движение кривошипно-шатунный механизм, шатуны 4, которого через ось 10 сообщают возвратно-поступательное движение рабочей клети- 6. Так как ось 10. соединена со штоком 11, то он перюмещает
возвратно-поступательно поршень 12, попеременно сжимая воздух то в одной, то в другой полости цилиндра 7. Усили.е сжатого воздуха передаётся через поршень 12 и шток 11 на ось 10 и направлено противоположно направлению сил, действующих в шатунах 4, производя таким образом уравновешивание инерционных сил от клети.
Так как сложение усилий, действующих в шатунах 4, и усилия от цилиндра 7 осуществляется через общую ось 10, а Не через станину клети 6, которая нагружена вертикальными и горизонтальными усилиями прокатки, то последняя разгружается от дополнительных сил, .возникающих в результате уравновешивания клети.
Предлагаемый привод рабочей клети стана холодной прокатки труб позволяет увеличить долговечность рабочей клети, уменьшить простои стана и увеличить производительность.
Формула изобретения
Привод клети стана холодной прокатки труб, содержащий кривошипношатунный механизм, шатуны которого имеют пальцы для соединения с клетью и уравновешивающий силы инерции клети поршневой цилиндр, отличающийся тем, что, с целью сокращения простоев стана, он снабжен жестко соединяющей оба пальца осью, к которой прикреплен шток поршневого цилиндра.
Источники информации, принятые во внимание при экспертизе
1.Патент ФРГ № 853138, кл. 21/00, опублик. 1951.
2.Авторское свидетельство СССР 202852, кл. В 21 В 21/00, 1961.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан холодной прокатки труб | 2019 |
|
RU2721251C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2014 |
|
RU2578883C1 |
| Привод клети стана холоднойпРОКАТКи ТРуб | 1979 |
|
SU820946A1 |
| Привод клети стана холодной прокатки труб | 1988 |
|
SU1731310A1 |
| УСТРОЙСТВО для УРАВНОВЕШИВАНИЯ СИЛ ИНЕРЦИИ И МОМЕНТОВ СИЛ ИНЕРЦИИ МЕХАНИЗМОВ ПРОКАТНЫХСТАНОВ | 1970 |
|
SU281380A1 |
| Устройство для уравновешивания сил инерции масс валков в клети стана холодной прокатки труб | 1976 |
|
SU577056A1 |
| Привод возвратно-поступательного перемещения клетей многоклетьевого стана | 1985 |
|
SU1319949A1 |
| Торсионное уравновешивающее устройство клети стана холодной прокатки | 1991 |
|
SU1821252A1 |
| Способ уравновешивания динамического момента на входном валу привода возвратно-движущихся масс и устройство для его осуществления | 1990 |
|
SU1724970A1 |
| Привод стана холодной прокатки труб | 1987 |
|
SU1533789A1 |