В известных контактно-сварочных машинах при сварке изделий с двумя стыками имеются две самостоятельные сварочные машины, каждая из которых имеет свою гидравлическую следяш,ую систему, управляющую приводом перемеш;ения подвижной стойки относительно неподвижной стойки.
Каждая из следящих систем имеет электрическую связь со своим путевым програмлшрующим устройством, которое, в свою очередь, имеет механическую связь с подвижной стойкой.
В этом случае процесс сварки каждого стыка происходит самостоятельно, независимо от другого. Изделие зажимается в двух взаимно перпендикулярных направлниях, для чего в машинах имеются последовательно действующие зажимы, зажимающие заготовку сначала в одном, а затем в другом направлении.
Цель изобретения - повысить качество сварных соединений и снизить износ зажимных губок.
Для уменьшения износа зажимных губок в предлагаемой конструкции машины предусмотрено устройство, иозволяющее во время действия второго зажима снять усилие на губках первого зажима, которыми изделие уже зажато, с тем, чтобы перемещение изделий по этим губкам происходило без нагрузки. Усилие на первом зажиме снимается частичным
разведением его зажи1 1ных губок вследствие реверсирования штока зажимного цилиндра.
Повышение качества сварки достигается благодаря синхронизащи процессов сварки обоих стыков, особенно в начале и конце процесса.
Это достигается тем, что одно и то же путевое программирующее устройство управляет с помощью электрических связей гидравлическими следящими системами обоих стыков, в результате чего команды на следящие системы иодаются одновременно, и подвижные стойки стыков перемещаются синхронно. При этом система упрощается за счет сокращения электроаппаратуры (одно программирующее устройство вместо двух).
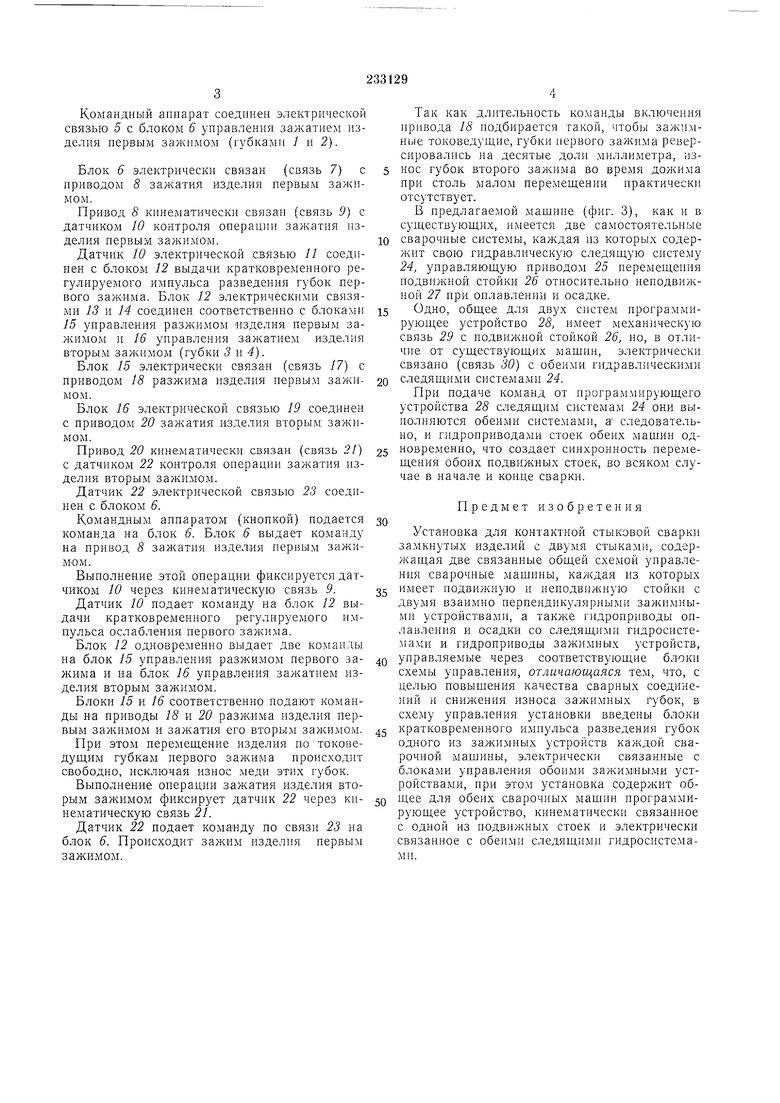
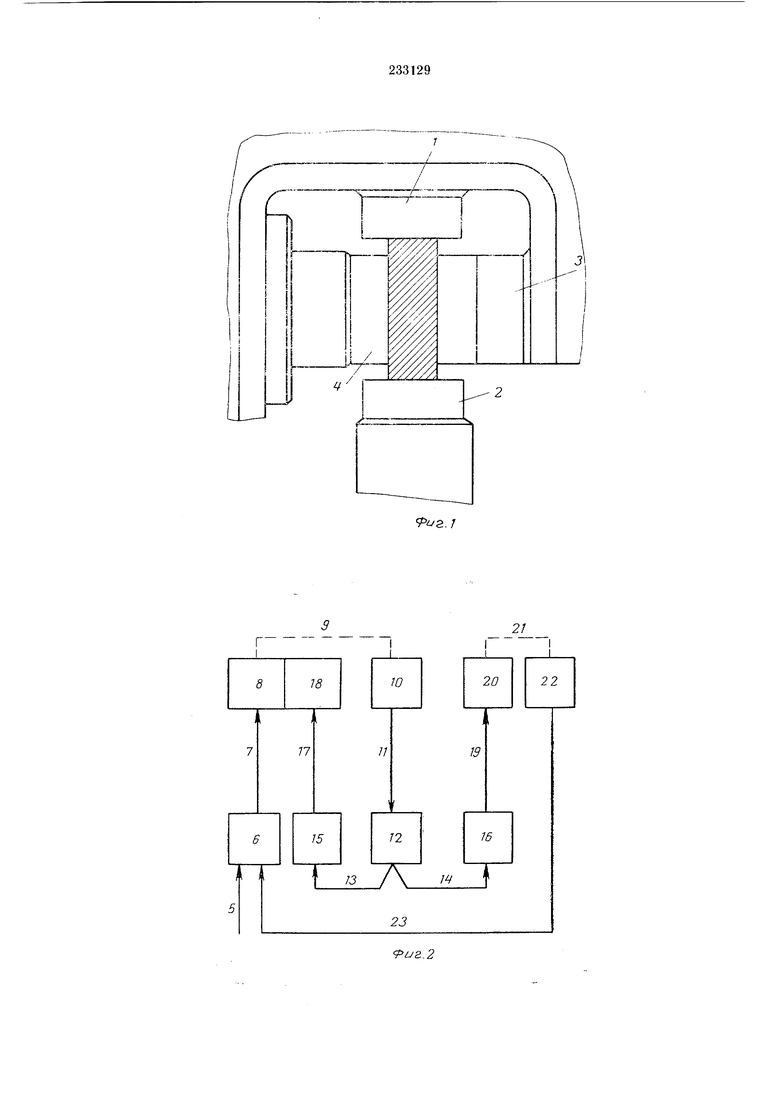
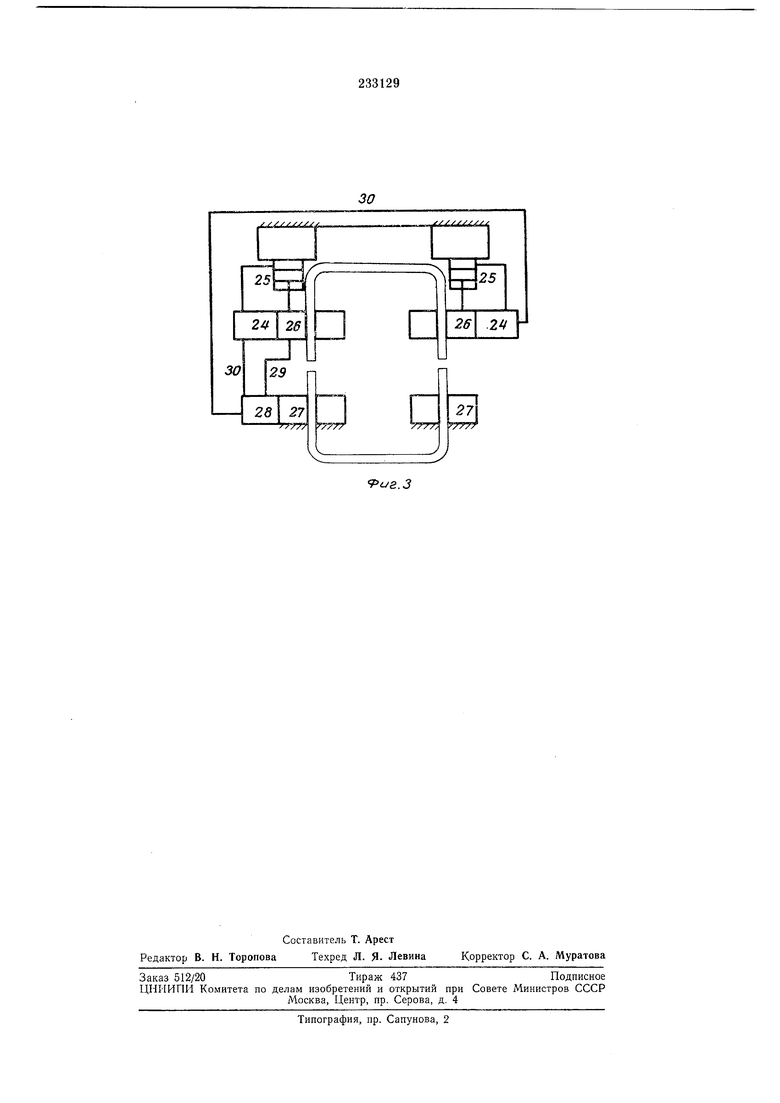
На фиг. 1 показана схема расположения зажихмных губок; на фиг. 2 - блок-схема системы зажатия; на фиг. 3 - схема предлагаемой машины.
В подвижной и неподвижной стойках каждой из двух сварочных машин имеются зажимные губки для заясатия изделия в двух взаимно иерпендикулярных наиравлениях.
Изделие зажимается губками / и 2 - первый зажим, а затем губками 3 i 4 - второй зажим.
Командный аппарат соединен электрической связью 5 с блоком 6 управления зажатием изделия первым зажпмом (губками / п 2).
Блок 6 электрически связан (связь 7) с приводом 8 зажатия изделия первым зажпмом.
Привод 8 кинематически связаи (связь 9) с датчиком 10 контроля операции зажатия нзделия первым зажимом.
Датчик 10 электрической связью П соединен с блоком 12 выдачи кратковременного регулируемого импульса разведения губок первого зажима. Блок 12 электрическими связями 13 и 14 соединен соответственно с блоками 15 управления разжимом изделия первым зажимом и 16 управления зажатием изделия вторым зажимом (губки 3 и 4).
Блок 15 электрически связан (связь 17) с приводом 18 разжима изделия первым зажимом.
Блок 16 электрической связью 19 соединен с приводом 20 зажатия изделия вторым зажпмом.
При1вод 20 кинематически связан (связь 21) с датчиком 22 контроля оиерацип зажатия изделия вторым зажимом.
Датчик 22 электрической связью 23 соединен с блоком 6.
Командным аппаратом (кнопкой) подается команда на блок 6. Блок 6 выдает команду на привод 8 зажатия изделия первым зажимом.
Выполнение этой операции фиксируется датчиком 10 через кинематическую связь 9.
Датчик 10 подает команду иа блок 12 выдачи кратковременного регулируелюго импульса ослабления первого зажима.
Блок 12 одновременно выдает две команды на блок 15 управления разжимом первого зажима и на блок 16 управления зажатием изделия вторым зажимом.
Блоки 15 и 16 соответственно подают команды на приводы 18 и 20 разжима изделия первым зажимом и зажатия его вторым зажимом.
При этом перемещение изделия по токоведуш,им губкам первого зажима происходит свободно, исключая износ меди этих губок.
Выполнение операции зажатия изделия вторым зажимом фиксирует датчик 22 через кинематическую связь 21.
Датчик 22 подает комаиду по связи 23 на блок 6. Происходит зажим изделия первым зажимом.
Так как длительность команды включения привода 18 подбирается такой, чтобы зажимные токоведущие, губки первого зажима реверсировались иа десятые доли миллиметра, износ губок второго зажима во время дожима при столь малом перемещении практически отсутствует.
В предлагае.дюй машине (фиг. 3), как и в существующих, имеется две самостоятельиые
0 сварочные системы, каждая из которых содержит свою гидравлическую следящую систему 24, управляющую приводом 25 перемещения подвижной стойки 26 относительио неподвижной 27 при оплав.тении и осадке.
5 Одно, общее для двух систем программирующее устройство 28, имеет механическую связь 29 с подвижной стойкой 26, но, в отличие от существующих машин, электрически связано (связь 30) с обеими гидравлическил1И
0 следящими системами 24.
При подаче команд от программирующего устройства 28 следящим системам 24 они выполняются обеими системами, а следовательно, и гидроириводами стоек обеих машин одновременно, что создает синхронность перемещения обоих подвижных стоек, во всяком случае в начале и конце сварки.
Предмет изобретения
Установка для контактной стыковой сварки замкнутых изделий с двумя стыками, содержащая две связанные общей схемой управления сварочные машины, каждая из которых
имеет подвижную и неподвижную стойки с двумя взаимно перпендикулярными зажимными устройствахМИ, а также гидроприводы оплавления и осадки со следящими гидросистемами и гидроприводы зажимных устройств,
управляемые через соответствующие блоки схемы уиравления, отличающаяся тем, что, с целью повышения качества сварных соединений и снижения износа зажимных губок, в схему уиравления установки введены блоки
кратковременного импульса разведения губок одного из зажимных устройств каждой сварочной машины, электрически связанные с блоками управления обоими зажимными устройствами, при этом установка содержит общее для обеих сварочных машин программирующее устройство, кинематически связанное с одной из подвижных стоек и электрически связапное с следящими гидросистемами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2424093C1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| Устройство для резки длинномерных изделий | 1983 |
|
SU1140908A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1967 |
|
SU201561A1 |
| Устройство для контактной стыковой сварки многопроволочных изделий | 1981 |
|
SU990454A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ И ПОСЛЕДУЮЩЕЙ ТЕРМООБРАБОТКИ ПОЛОС | 2009 |
|
RU2399467C1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2433895C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2434725C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2007 |
|
RU2366550C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС ОПЛАВЛЕНИЕМ | 2008 |
|
RU2369471C1 |
25
24
26
30
29
27
28
26
2
27
.3
