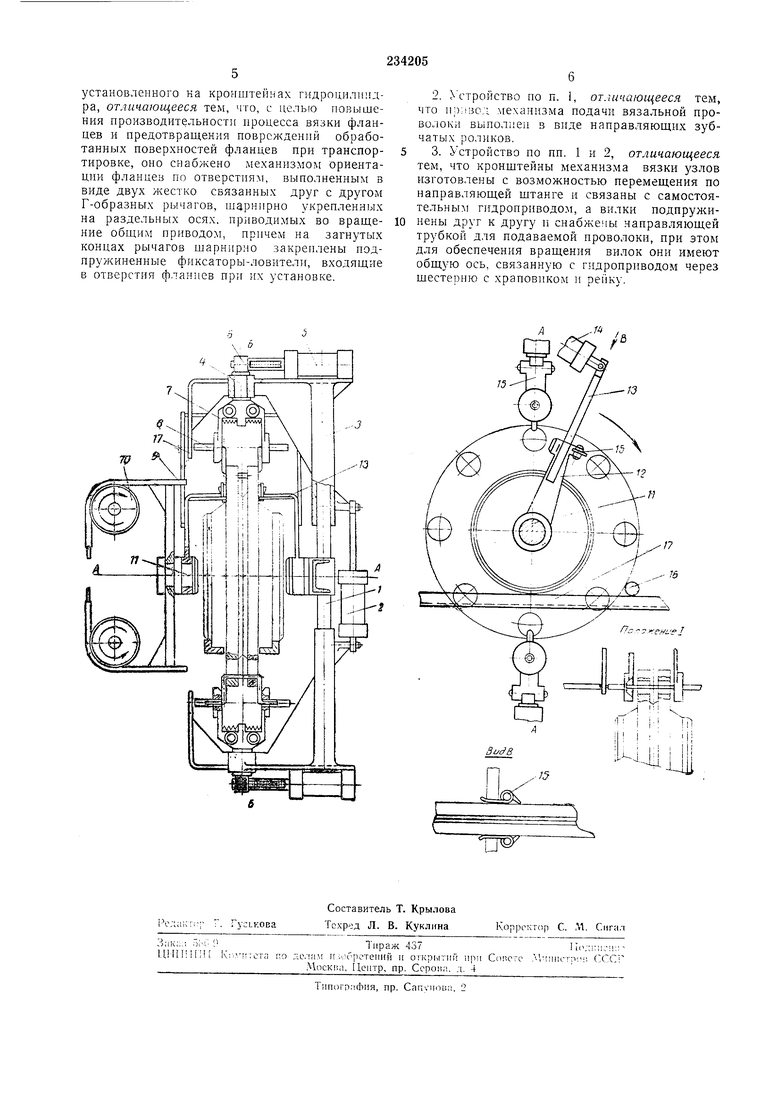
Известны устройства, состоящие из рамы, механизма подачи вязальной проволок:. и механизма вязки узлов. Однако та:кие устройства не могут служить для попарной вязки фланцев, при которой необходимо сохранить обработанные поверхности фланцев от повреждения при безупаковочной их транспортировке. Предложенное устройство отличается от известных тем, что оно снабжено механизмом ориентации фланцев по отверстиям, выполненным в виде двух жестко связанных друг с другом Г-образных рычагов, которые шарнирно укреплены на раздельных осях. Оси приводятся во вращение общим приводом. При этом на загнутых концах рычагов шарнирно закреплены подпружиненные фиксаторы-лозители, входящие в отверстия фланцев при их установке. Кроме того, привод механизма подачи вязальиой провалоки выполнен в виде направляющих зубчатых роликов, а кронштейны механизма вязки узлов изготовлены с возможностью перемещения по направляющей штанге и соединены с самостоятельным гидроприводом. Вилки подпружинены друг к другу и снаблсены направляющей трубкой для иодаваемой проволоки. При этом для обеспечения вращения вилок они имеют общую ось, соединенную с гидропр)1водом через шестерню с храповиком и рейку. Такое конструктивное выполнение устройства повышает производительность процесса, обеспечивает вязку фланцев и предотвращает повреждения обработанных поверхностей фланцев при транспортировке. На чертеже изображено описываемое устройство. Устройство представляет собой межоперационную установку, состоящую из узлов и механизмов, укрепленных на раме. На раме в вертикальной плоскости укреплены две штанги J, на которых установлены и могут перемещаться от действия цилиндра 2 два кронштейна 3. Кронштейны могут раздвигаться и сближаться относительно осевой линии А-.4. В цодшипниках кронштейнов 3 установлены вязальные головки 4, которые служат для завязывания узлов проволоки. От цилиндров 5, укрепленных на кронштейнах посредством рейки и шестерни б, вязальные головки 4 могут поворачиваться, описывая окружности в горизонтальных плоскостях. Храповой механизм, установленный внутри шестерен 6, вращает вязальные головки 4 в одну сторону.
плоскости вилок укреплены направляющие трубки 8, отверстие которых совпадает с отверстием на вилках и для прохода отрезка вязальной проволоки.
Вязальная проволока в бухтах укрепляется на катушках. Концы проволок пропускаются через трубчатый подаватель 9 и при вращении зубчатых роликов 10 могут протягиваться с бухт.
Па раме в центре пересечения вертикальиой I горизонтальной осей Б-Б и Л-Л механизма крепятся две оси //. На осях шарнирно укреплены по Г-образпому рычагу 12, загнутые концы которых располагаются навстречу друг другу. Посредством рычагов 13 два Г-образных рычага 12 соединяются между собой. От действия цилиндра 14 оба Г-образных рычага 12 могут перемещаться вокруг оси, описывая радиус в сторону стрелки на 90° п обратно. На загнутых концах Г-образных рычагов шарнпрмо через вертикальные оси крепятся по одно.му фиксатору-ловителю /5 (см. вид В). Под действием пружин кручения каждый фиксатор-ловитель стремится переместить свой длинный коней, к центру навстречу другому.
Работает устройство следующи.м образом.
Два фланца, сориент рованные зеркальными поверхностями друг к др}гу, установленным впереди механизмо.д прокатываются по направляющим до упора 16. От контакта двух фланцев посредством электроблокировкп включается в работу электрозолотник пнев.люпли гидропривода, а цилиндр 14 начинает работать, перемещая мехаппзм ориентац)П1 флапг1ев ио отверстия.л в сторону стрелки.
Фиксаторы-ловители 15 под действием пружин, прижимаясь своими концами к плоскостям фланцев, скользят по ним до западания одной из собачек в болтовое отверстие одного из фланцев.
С западанием фикеатора-ловителя в отверстие фланца, последний окажется сцеиленным с механизмом ориентации и начнет ироворачиваться от дейетвия механиз.ма ориентации вокруг своей оси.
При западапии второго фиксатора-ловителя в болтовое отверсше второго ф-ланца оба фланца окажутся сориентированными по отверстиям.
Болтовые отверстия обоих ф-ланцев совпадают, т. е. зафиксировавшие их фиксаторы-ловптели укреплены на одной линии.
К концу хода механизма ориентации по отверстиям другие болтовые отверстия фланцев переместятся на одну вертикальную осевую линию А-/1 с вилками 7 вязальных головок.
После ориентации фланцы прижимаются один к другому приж1пмам)1 (на чертеже не показаны), и в работу включается цилиндр 2. От действия цилиндра 2 кронштейны 3 перемещаются к центру. Вязальные головки 4 надвигаются свои.ми вплка.ми 7 на тарелки фланцев. После этого отверстия трубок трубчатого подавателя 9, ножей 17 направляющих
трубок и вилок 7 вязальных головок совпадают с нижними и верхними болтовыми отверстиями на фланцах. Затем включаются в работу зубчатые ролики W, которые своим вращением протягивают проволоку, разматывая ее с катушек, и проталкивают по трубчатому подавателю через отверстия ножей, трубки вилок, фланцев в трубки вилок, расположенных ПС) другую сторону фланцев (см. чертеж,
положение I).
За проталкиванием проволоки включается в работу цилиндр 2 на реверс, от работы которого кронштейны 3 и механизмы, укрепленные на них, начнут раздвигаться от осевой
линии Л-Л. Вязальиая проволока, пропущенная через отверстия трубчатого подавателя и отверстия ножей, вследствие перемещения ножей с осями трубчатого подавателя перекусывается. При дальнейшем движении вязальных головок в сторону от фланцев отрезки
проволок, увлекаемых ими вследствие упора
в отверстиях фланцев, выгибаются к концу
хода в необходимую форму.
Вслед за раздвиганием вязальных головок
в работу включается цилиндр 5, от действия которого ириводятся во вращательное движение обе вязальные головки.
При вращении концов вязальной проволоки вокруг заключенной в болтовые отверстия
фланцев среднего участка проволоки концы ее скручиваются между собой, образуя узловую скрутку.
Рас.ходуе.мая длина проволоки на скрутку поиолняется посредством протаскивания проволоки из направляющих трубок, переходя нрямой угол.
Вследствие протягивания проволоки из иаправляющих под угло.м 90° возникает больиюе трение, что сиособствует силовой плотной
скрутке узлов. Под действие.м усилия от создаваемого трения проволоки при выходе ее из вилок вязaльнFJIx головок, сжимающего пружины, поддерживающие вилки, последние сб.лижаются, что сиособствует лучше/ )аскладке проволоки для скрутки неиосредственно у центра скрутки.
После полного выхода концов проволоки из отверстий вилок вязальной головки вилки пружин занимают исходное 1оложение.
tlo окончании связи фланцев прижи.мы включаются. .1ехан)з.м ориентации ио отверстиям перемещается в исходное положеппе, затем убирается упор и ироисходит скатываиие иары связанных фланцев в е.мкость. При
запо.лнении механизма другой парой иесвязаииых фланцев, цикл иовторяется.
Пред .м е т и з о б р е т е и и я
1. стройство для попарной вязки фланцев, состоящее из ра.лгы, .мехапиз.ма иодачи вязальиой проволоки, содержащего трубчатый подаватель, и ириводиого мехаи зма вязки узлов, соде)жащего две вилки с отверстия.ми для ио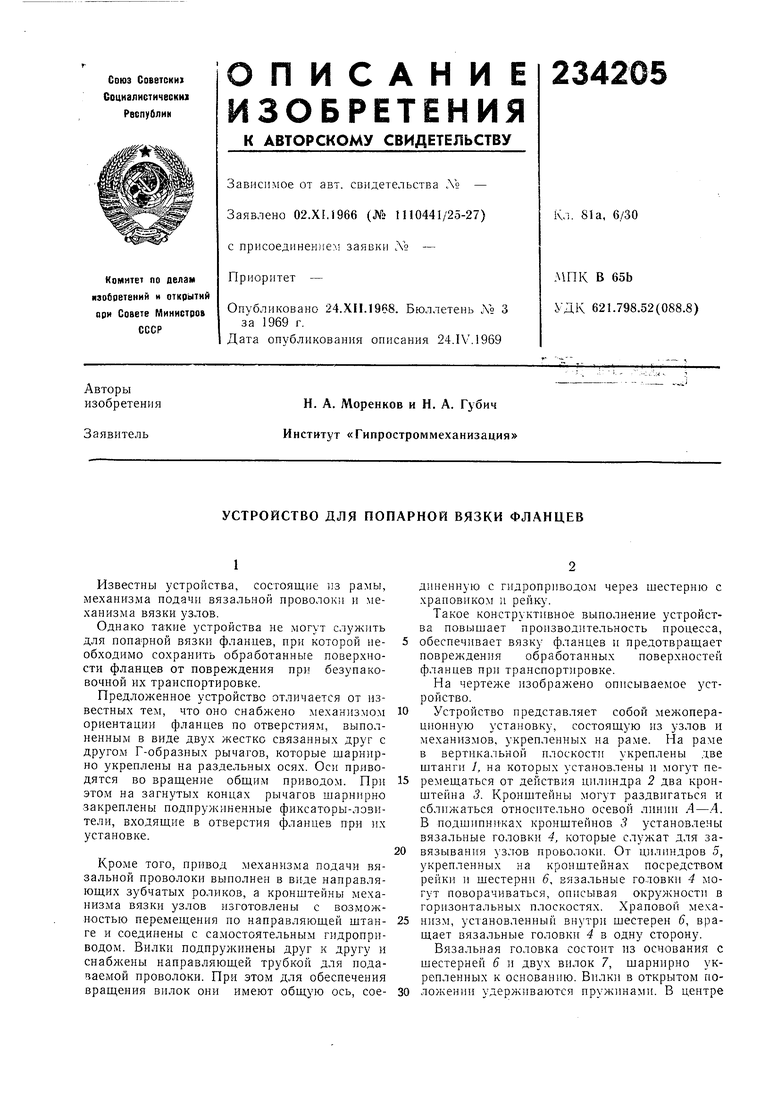
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вязки арматурных каркасов | 1978 |
|
SU737605A1 |
| Устройство для обвязки изделий проволокой | 1981 |
|
SU965908A1 |
| Устройство для обвязки проволокой предметов | 1977 |
|
SU729105A1 |
| Устройство для вязки арматурных стержней | 1982 |
|
SU1054528A1 |
| Полуавтомат для сборки изделия винтом и гайкой | 1989 |
|
SU1754406A1 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ КОНЦОВ ШПАЛ | 2005 |
|
RU2302360C2 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2067066C1 |
| УСТРОЙСТВО для ОБВЯЗКИ ПРОВОЛОКОЙ ПАКЕТОВИ РУЛОНОВ | 1967 |
|
SU195427A1 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ КОНЦОВ ШПАЛ | 2006 |
|
RU2324631C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН ИЗ КАМЫША | 1928 |
|
SU20797A1 |