Изобретение относится к машиностроению, н частности к устройствам для сборки изделий типа хомутов, вилок и т.п. винтами и гайками.
Цепью изобретения является расширение технологических возможностей полуавтомата за счет - выполнения транспортирующего механизма в виде установленной с возможностью перемещения штднги с закрепленными на ней пневмоти- сками, одна из губок которых жестко взаимосвязана со штоком механизма подачи собираемых изделий и в ней выполнен паз с размещенным в нем окном, а другая губка выполнена подвижной в виде скобы, причем на ней размещен выступ, контактирующий с пазом неподвижной губки.
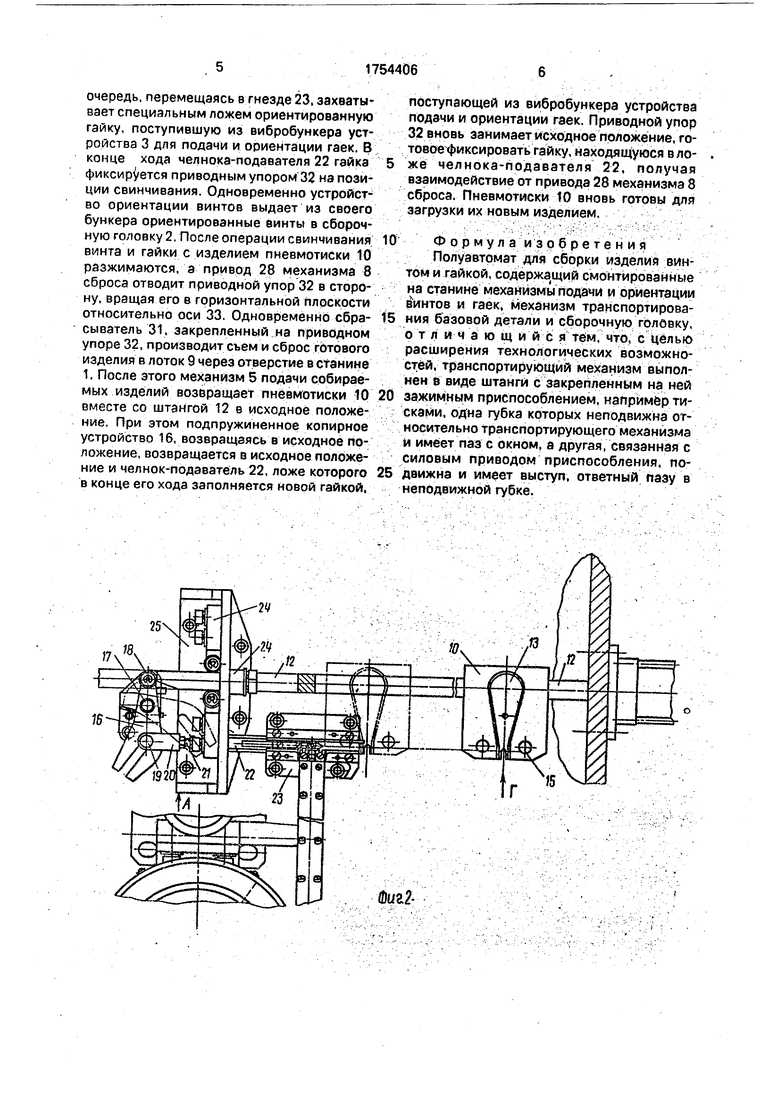
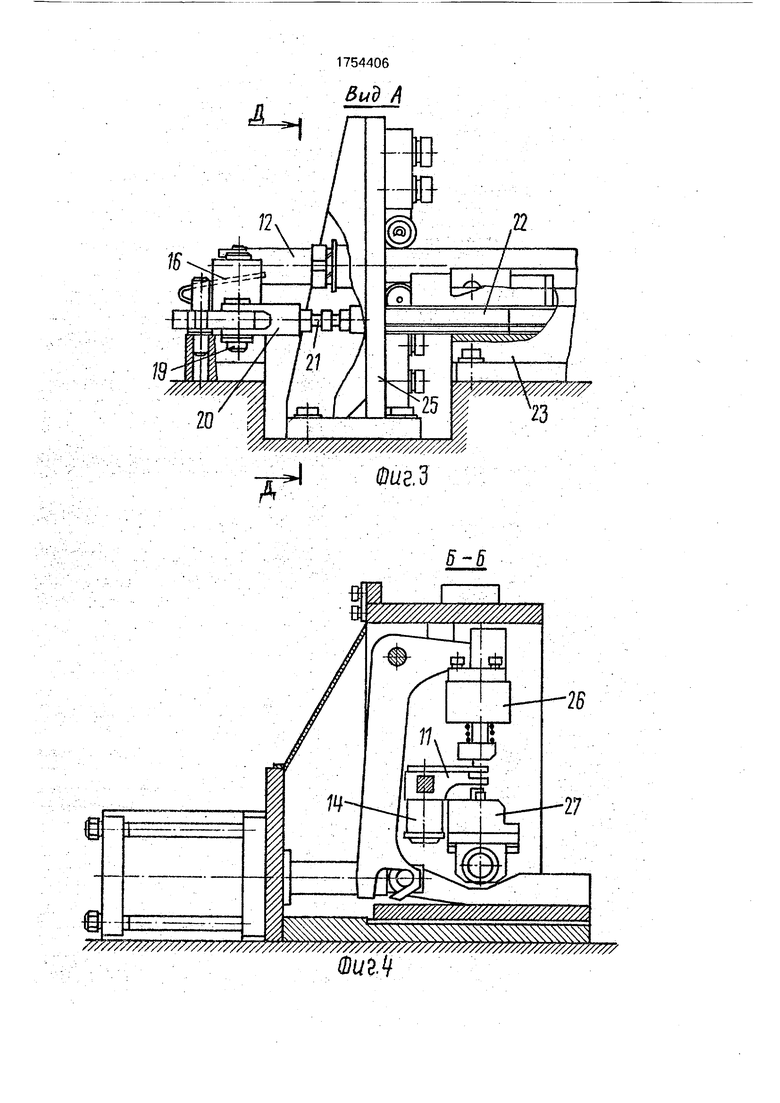
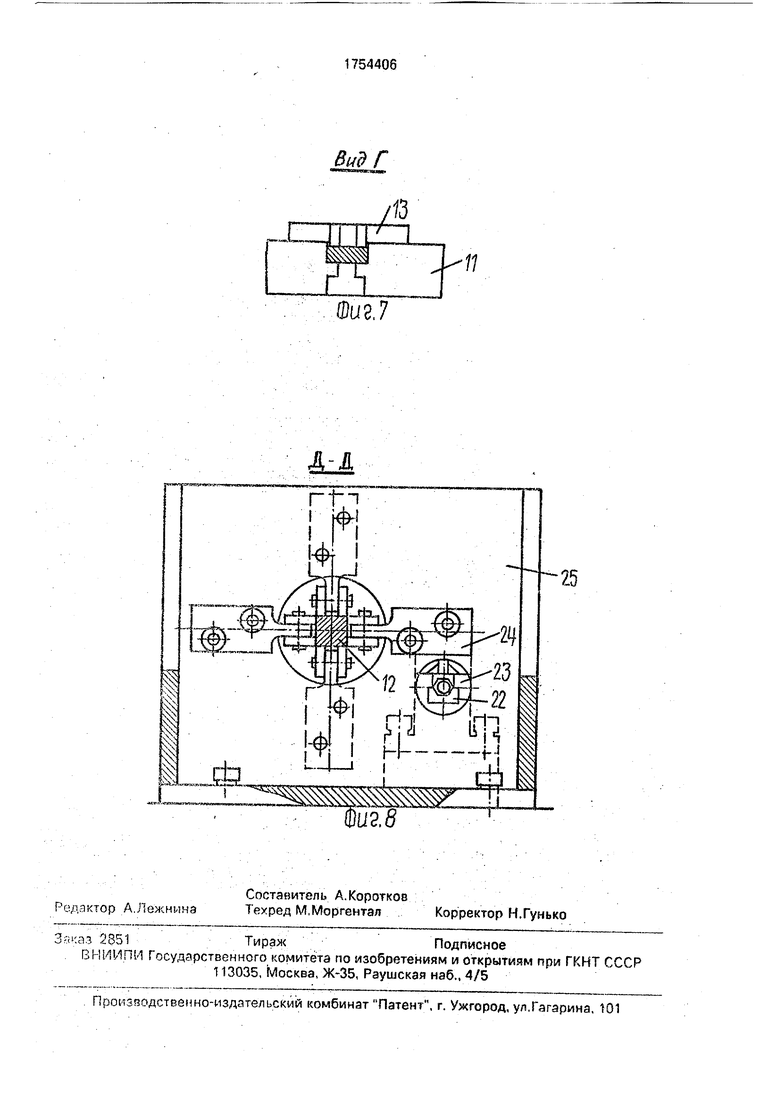
На фиг.1 изображен полуавтомат для сборки изделий винтом и гайкой, вид в плане; на фиг,2 - узел транспортирующего механизма, кинематически связанного с устройством подачи и ориентации гаек, вид в плане; на фиг.З - вид по стрелке А на фиг.1; на фиг,4 - сечение Б-Б на фиг.1; на фиг.5 - сечение В-В на фиг.1; на фиг.б - фрагмент кинематической связи челнока-подавателя с приводным упором; на фиг.7 - вид Г на фиг.1; на фиг.8 - сечение Д-Д на фиг.З.
Полуавтомат скорости из станины 1, на которой закреплены сборочная головка 2 с устройством ориентации винтов, устройство 3 подачи и ориентации гаек с вибробун- ксром, устройство 4 для выполнения- отверстий, механизм 5 подачи собираемых изделий, представляющий собой укрепленный на переднем фланце пневмоцилиндр, шток которого жестко соединен со штангой транспортирующего механизма 6, опоры 7 качения штанги транспортирующего механизма, а также механизм 8 сброса собранного изделия в лоток 9, проходящий через отверстие в станине 1.
Транспортирующий механизм б содержит пневмотиски 10, нижняя неподвижная губка 11 которых снабжена пазом и сквозным окном в нем и укреплена жестко на штанге 12 квадратного сечения, а верхняя губка 13 выполнена в йиде скобы, подвижной в вертикальной плоскости с приводом от пневмоцилиндра 14 на направляющих скалках 15, причем верхняя губка 13 имеет выступ, контактирующий с пазом неподвижной губки 11. Транспортирующий механизм 6 кинематически связан с подпружиненным двуплечим копирным устройством 16, установленным на вертикальной оси 17 с возможностью поворота в горизонтальной плоскости, на одном конце которого расположен копирный ролик 18, взаимодействующий с копирным срезом
штанги 12, а на другом конце выполнен ко пирный паз, взаимодействующий посредством оси 19 и вилки 20 с тягой 21 челнока-подавателя 22, совершающего возератно-поступательиое перемещение в направляющей 23, закрепленной на станине 1. Опора 7 качения состоит из блоков роликов 24, закрепленных на кронштейне 25 с отверстиями для прохода во взаимно проти0 воположных направлениях штанги 12 и тяги 21 челнока-подавателя 22.
Устройство для выполнения отверстий выполнено в виде пресса для пробивки отверстий, при этом пневмотиски 10 распола5 гаготся между выполненными подвижно верхней 26 и нижней 27 траверсами.
Механизм 8 сброса собранного изделия состоит из привода 28. проушина которого закреплена на кронштейне 29 станины 1 на
0 оси 30 с возможностью поворота, и сбрасывателя 31, осуществляющего съем изделия из пневмотисков 10 и сброс его в лоток 9, причем сбрасыватель 31 закреплен на приводном упоре 32, взаимодействующем в ра5 боте с устройством 3 подачи и ориентации гаек, и выполнен с возможностью поворота в горизонтальной плоскости на оси 33. Привод 28 взаимодействует с приводным упором 32 посредством вилки 34, штока 35 и оси
0 36.
Полуавтомат работает следующим образом.
При подаче изделия в рабочую зону пнеемотисков 10 происходит орментирова5 ние изделия с его последующим зажимом верхней губкой 13 посредством пневмоцилиндра 14. Дальнейшие операции производятся в автоматическом режиме. Автоматическая работа осуществляется за
0 счет управления инструментов от бесконтактных датчиков (не показаны). Включается в работу устройство 4 для выполнения отверстий (например, пресс). После получения отверстия шток механизма 5 подачи со5 бираемых изделий перемещает штангу 12 с пневмотисками 10 и зажатым в них изделием (причем изделие сориентировано за счет того, что нижняя и верхняя губки тисков взаимодействуют пазом и выступом) с пози0 ции получения отверстия на позицию свинчивания винта с гайкой. При этом штанга 12, проходя через отверстие в кронштейне 25 опоры 7 качения, своим копирным срезом взаимодействует с роликом 18 двуплечего
5 копирного устройства 16, которое, поворачиваясь вокруг оси 17, своим копирным пазом через ось 19, вилку 20 и тягу 21 задает движение челноку-подавателю 22, противо1 положное по направлению движению штанги 12, а челнок-подаватель 22, в свою
очередь, перемещаясь в гнезде 23, захватывает специальным ложем ориентированную гайку, поступившую из вибробункера устройства 3 для подачи и ориентации гаек. В конце хода челнока-подавателя 22 гайка фиксируется приводным упором 32 на позиции свинчивания. Одновременно устройство ориентации винтов выдает из своего бункера ориентированные винты в сборочную головку 2. После операции свинчивания вмнта и гайки с изделием пневмотиски 10 разжимаются, а привод 28 механизма 8 сброса отводит приводной упор 32 в сторону, вращая его в горизонтальной плоскости относительно оси 33. Одновременно сбрасыватель 31, закрепленный на приводном упоре 32, производит съем и сброс готового изделия в лоток 9 через отверстие в станине 1. После этого механизм 5 подачи собираемых изделий возвращает пневмотиски 10 вместе со штангой 12 в исходное положение. При этом подпружиненное копирное устройство 16, возвращаясь в исходное положение, возвращается в исходное положение и челнок-подаватель 22, ложе которого в конце его хода заполняется новой гайкой,
поступающей из вибробункера устройства подачи и ориентации гаек. Приводной упор 32 вновь занимает исходное положение, готовое фиксировать гайку, находящуюся в ло- же челнока-подавателя 22, получая взаимодействие от привода 28 механизма 8 сброса. Пневмотиски Ш вновь готовы для загрузки их новым изделием.
Ф ормул а изоб рете н ия
Полуавтомат для сборки изделия винтом и гайкой, содержащий смонтированные на станине механизмы подачи и ориентации винтов и гаек, механизм транспортирования базовой детали и сборочную головку, отличающийся тем, что, с целью расширения технологических возможностей, транспортирующий механизм выполнен в виде штанги с закрепленным на ней
зажимным приспособлением, например тисками, одна губка которых неподвижна относительно транспортирующего механизма и имеет паз с окном, а другая, связанная с силовым приводом приспособления, подвижна и имеет выступ, ответный пазу в неподвижной губке.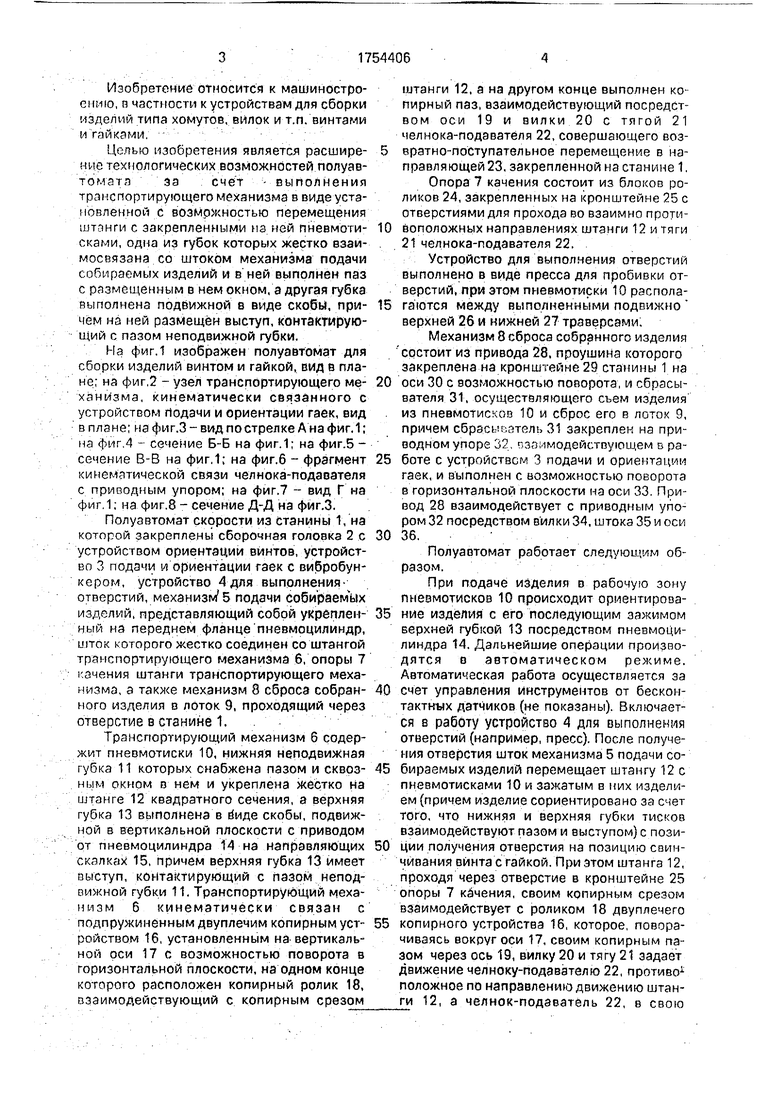
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для фасонной резки вертикально расположенных труб | 1985 |
|
SU1288007A1 |
| МНОГОПОЗИЦИОННЫЙ АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1972 |
|
SU435915A1 |
| Станок для намотки волновых обмоток статоров электрических машин | 1989 |
|
SU1791914A1 |
| Сборочный комплекс | 1989 |
|
SU1715542A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Автомат для гибки изделий из проволоки | 1989 |
|
SU1641490A1 |
| Устройство для формования изделий "мюзле | 1977 |
|
SU751485A1 |
| Полуавтомат для сборки-клепки тормозных колодок с накладками | 1981 |
|
SU1050806A1 |
| Устройство для автоматической сборки деталей | 1972 |
|
SU441130A1 |
| Захват манипулятора | 1984 |
|
SU1333573A1 |
Изобретение относится к машиностроению, в частности к устройствам для сборки изделий типа хомутов, вилок и т.п. винтами и гайками. Цель изобретения - расширение 4 5 технологических возможностей. Полуавтомат содержит станину 1, на которой закреп- лены сборочная головка 2, устройство подачи и ориентации винтов, устройство 3 подачи и ориентации гаек, устройство 4 для выполнения отверстий. На станине 1 закреплен механизм 5 подачи собираемых изделий в виде силового цилиндра, шток которого жестко соединен со штангой транспортирующего механизма 6. На штанге закреплены пневмотиски, неподвижная губка которых с пазом и сквозным окном закреплена на штанге, а подвижная губхз выполнена в виде скобы с выступом, ответным пазу в губке, а также копирное устройство, расположенное на оси и имеющее ролик и паз для взаимодействия оси и вилки с тягой челнока-подавателя. 8 ил. «ССЕЯ мвД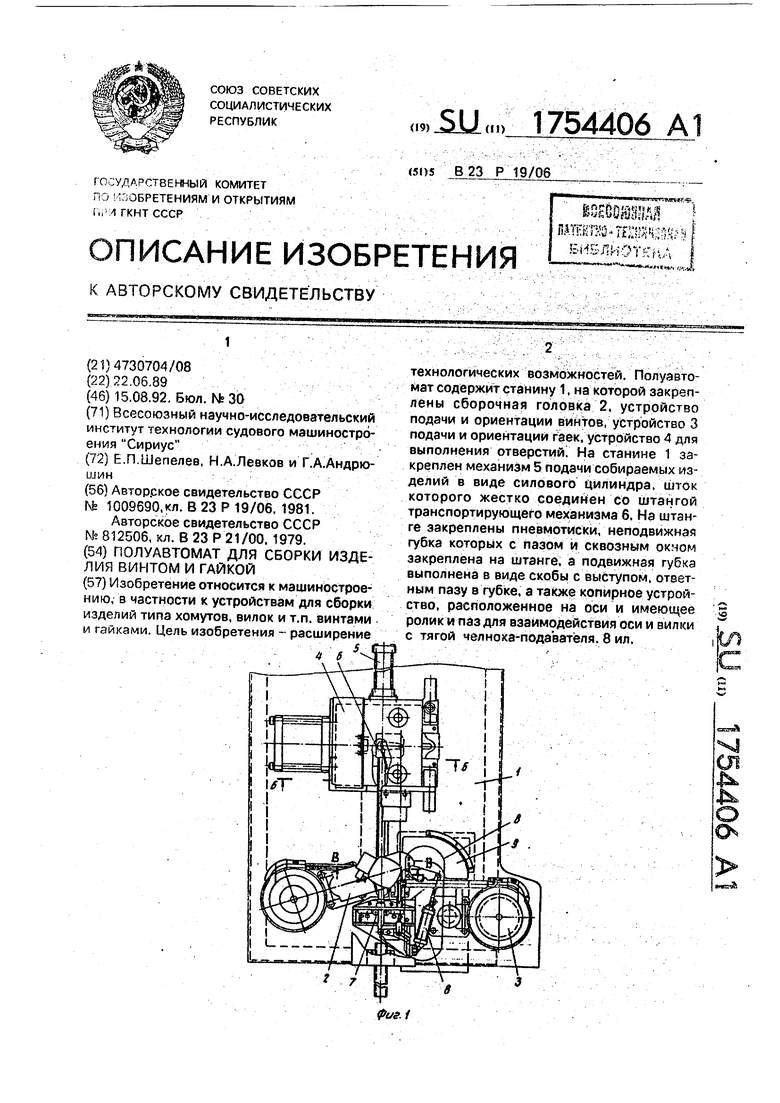
Фиа21754406
&иЪ А
16
Ю
W/////JW/M%7 73
ФигЗ
а
28
&
Ј 8Пф
I
g-епф
81
ое
В ид Г
Шиг7
$У
I
I
1
.
(одгб
25
Р.
22
i ti- -$
| РУЧНАЯ КОНТОРКА | 1923 |
|
SU1009A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Полуавтомат для сборки узла тол-КАТЕля плуНжЕРА ТОплиВНОгО НАСОСАВыСОКОгО дАВлЕНия дВигАТЕлЕйВНуТРЕННЕгО СгОРАНия | 1979 |
|
SU812506A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
