Известны устройства для безостаточного раскроя прокатываемого металла, содержащие механизм ввода информации, вычислительные блоки « блоки «.нди:кации, рассчитанные на то, что концевая заготовка должна быть также мерной. Способ раскроя этими устройствами нерационален.
Предлагаемое устройство для безостаточного раскроя проката раскраивает пакет, состоящий из любого количества полос, на мерные длины, входящие в заданные диаиазсиы, без остатка, при этом длины остаточны.ч (концевых) кусков каждой из полос пакета также укладываются в диапазоны разрешенных длин. При невозможности раскрОЯ всех полос без остатка, устройство безостаточно раскрывает возможно наибольшее число полос пакета.
Информация об избыточной длинг каждой нолосы при начально.м ее раскрое, соответствующем максимальной длине основного реза, вводится в вычислительное устройство механизмом ввода информации. В устройстве последовательно измеияется расчетная длина основного реза в пределах допустимых значений в сторону ее уменьшения и одновременно вычисляется с помощью суммирующих устройств, соответствующих значений остаточных длин каждой из полос. Для каждой расчетной длины основного реза определяется число полос, для которых длины остатков входят в днапазоны мерных длин. Расчетная длина основного реза, которому соответствует максимальное число полос, имеющих мерные концевые длины, запоминается и индицируется на световом табло.
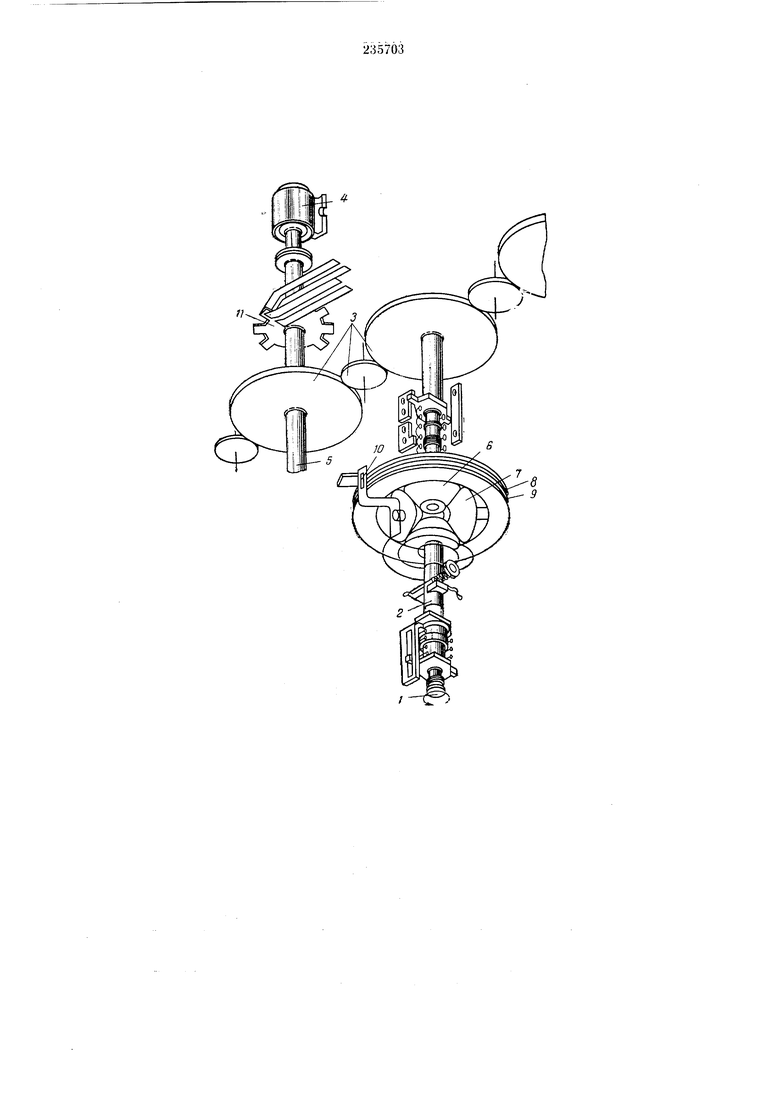
Иа фиг. 1 1 2 изображен вычислительный блок; на фиг. 3 изображен блок индикащп
Вычислительны ; блок выполнен на базе дифференциальных суммирующих механ;1змов, количество которых соответствует числу полос в накете. Далее предполагается, что число полос в пакете равно четырем. Каждый из этих механизмов имеет вход для ввода ииформации об избыточной длине «своей полосы при начальном ее раскрое и вход коррекции (изменения) начальной остаточной длины полосы. При этом входы коррекщи всех суммирующих механизмов связаны между собой с помощью гиестерен, жесткой кинематической цепью с иередаточным числом, равньп; единице. Первичный вал J дифференциального сумм.ирующего механизма через механизм свободного хода передает на входной вал 2 не всю длину штуки, а только избыточную ее часть, оставшуюся после вычитания из длины гитукц трех наибольщих длин - основного мерного реза.
Для одновременного перекроя нескольких полос механизмы имеют общую для всех киие.л атическую цеиь 3 синхронного перекроя, приводимую двигателем 4. Шестерни этой цепи связаны с валом 5 солнечного колеса 6 дифференциального механизма и при своем вращении новорачивают блок сателлитов 7 в сторону, соответствующую увеличению остаточной длины.
При .синхронном перекрое угловые перемеще:1ия центральных колес 4 дифференциальных мехаиизлюз вызывают одновременное вращение блоков сателлитов 7. Перекрой штуки состоит в постепенном изменении длины остатка в сторону увеллчеиня, в течение которого за длинами остатков с помощью датчиков .мерности остатка ведется контроль.
Датчик мерности остатка состоит из двух щин 8 и 9, расположенных по окружности на цилиндрической непроводящей поверхности, связанной с блоком сателлитов, и бочкообразиого контакта 10, перекрывающего обе шипы. Одна из ШИИ, токопроводящая, песет на себе потенциал, другая выполнена в виде электрически связанных .между собой секцг1Й, проводящие участки которых охватывают диапазоны .мерных длин остатков.
При вращении блока сателлитов бочкообразный контакт 10, лежащий в прорези пленки и : пирающийся своей осью на ее края, перекатывается по шинам 8 и 9. При определенных положениях блока сателлитов бочкообразный контакт перекрывает шины, цепь за.мыкания, и па выход выдается потенциал. Этот высокий потенциал удерживается на выходе датчика до тех нор, пока положение блока сателлитов, отражающее текущую длину остатка при перекрое, эквивалентно одной из дозволенных длин.
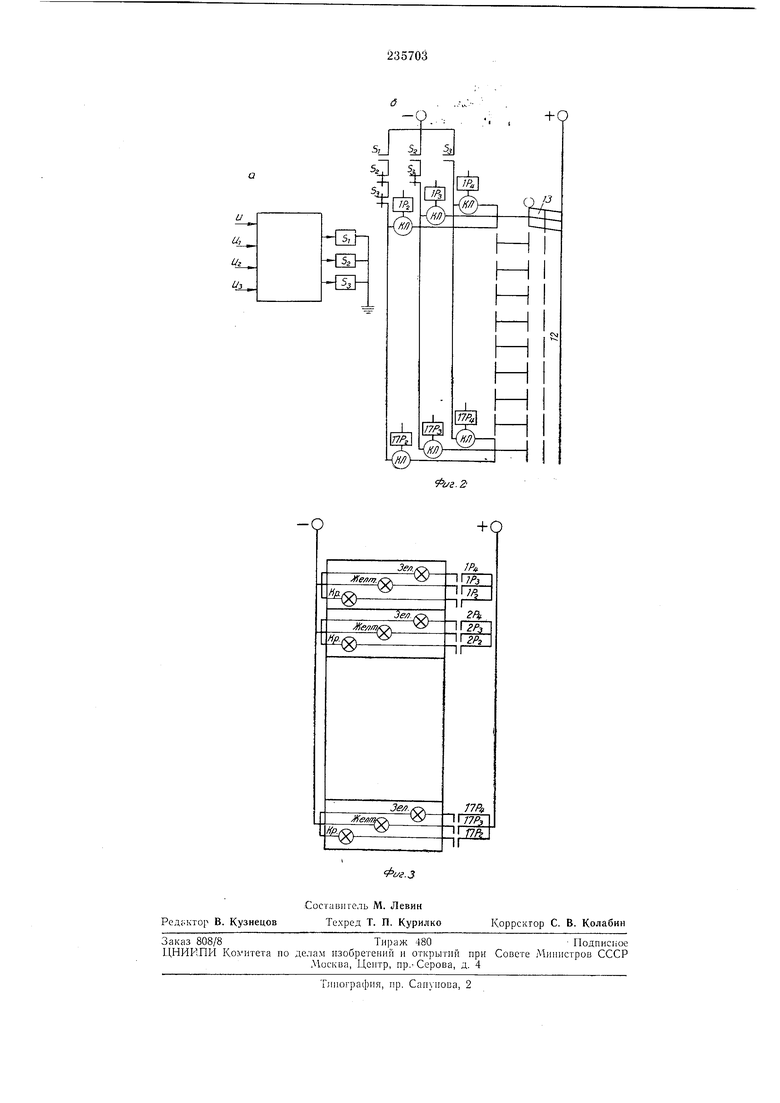
в логическом устройстве, ностроенно.м на бесконтактных элементах, Число входов равно числу механизмов, на которые подаются сигналы и, il, Lz и /7з .с выходов датчиков мерности остатка. Высокий потенциал на каждом из выходов Si, 82, 5я появляется в .случаях, когда иорез осуществляется без остатка двух полос из четырех - 5i, трех из четырех - Sa или всех четырех - 5,-i.
ВращаЕощийся при изменении остаточной длины диск прерывателя Л и.мпульсиого датчика посылает импульсы в .цепь катушки шатового искателя 12, .ско.льзящий конта1кт 13 которого, переходя с ламели иа ламель, подготазлцвает к включению цепи са.моудерживающнхся триодных ключей, управляющих реле //- - 17Р включения лами, подсветки цифр светового табло. Цепи ла.мп красной, желтой или зеленой подсветки замыкаются, когда срабатывают соответствующие ключи с самоудержанием. Последнее возможно лишь при выработке логически.м устройство.м сигнала 5ь 52 или S;, что возможио тогда, когда два, три или четыре блока сателлитов одновременно
занимают положение, эквивалентное длинам, входящн.м в один из диаиазонов мерных длин. Па табло ла.мпы определенного света заранее свидетельствуют о том, что некоторые штуки иакета из четырех .люгут быть иорезаны без
остатка, если основная длина будет соответствовать указанной на табло.
Пмпульсный датчик, шаговый искатель и релейная лампа п.редставляют собой вычислитель мерной длины основного реза.
Предмет изобретения
Устройство для безостаточного раскроя пакета полос на .мер.ные ДЛИНЕ;, состояцдее из механиз.ма ввода информации о длинах иолос, вычислительного блока н блока индикации вычисленной мерной длины основного реза, отличающееся тем, что, с целью одповре.меинсй порезки максимально возможного числа полос пакета на мерные длины без остатка, вычислительный блок содержит диффереициальные су.ммпрующие механпз.мы, по одно.му на каждую полосу, имеющие входы для ввода информации о длине полос и входы коррекции для возможности однов.ременной авто.матичеекой корректировки длин остатков всех иолос за счет донуока на длину основного реза, датчики дмерности остатков на каждом дифференциальном суммнрующем мехаииз.ме, логическое устройство, входы которого связаны с датчиками .мерности остатков, а выход определяет число полос, ДЛИНЫ остатков которых являются мерными, и схему вычисления мерной длины осиовного реза, причем при одновременной автоматической корректировке длин остатков всех полос в блоке индикации формируется то значение величины основного реза, при которой максимально воз.можное число остатков окажется мерным.
+ O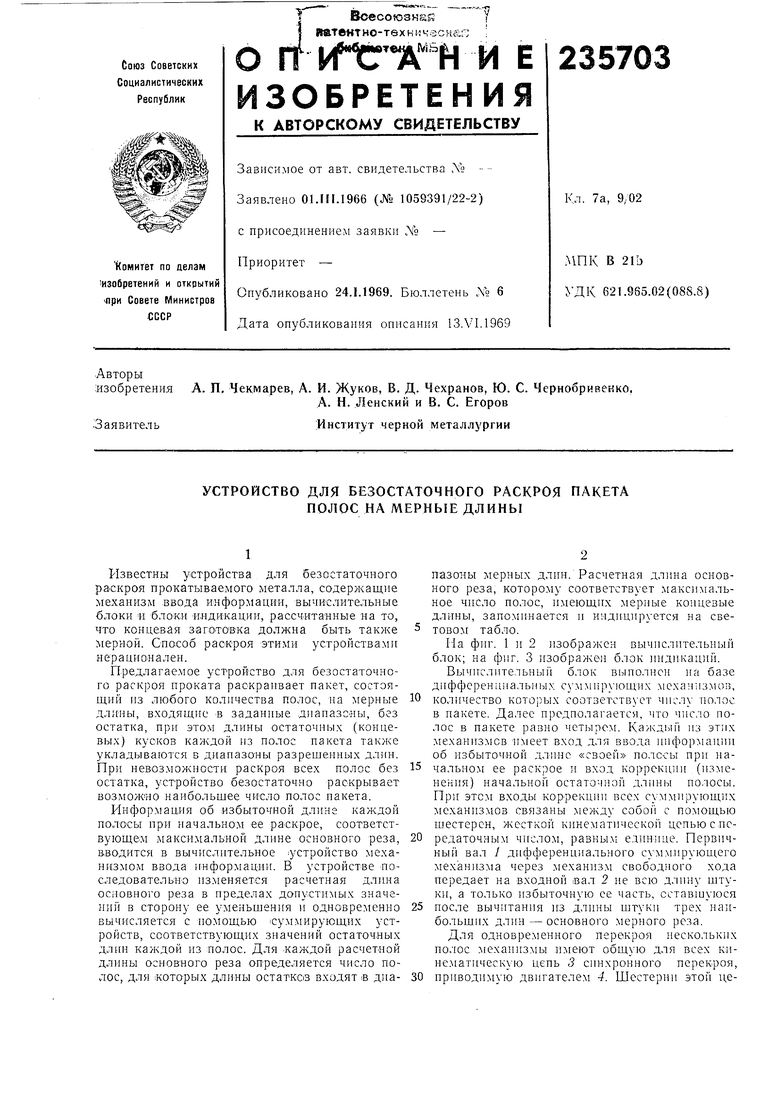
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫЧИСЛИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ БЕЗОСТАТОЧНОГО РАСКРОЯ ПАКЕТА ШТАНГ НА МЕРНЫЕ ДЛИНЫ | 1967 |
|
SU224913A1 |
| Устройство управления летучими ножницами | 1987 |
|
SU1551478A2 |
| Устройство для раскроя заготовок и сортировки мерных изделий | 1977 |
|
SU742056A1 |
| УПРАВЛЯЮЩЕЕ ВЫЧИСЛИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ БЕЗОСТАТОЧНОГО РАСКРОЯ ШТАНГ | 1972 |
|
SU354763A1 |
| МНОГОПИЛЬНЫЙ СТАНОК для РАСКРОЯ листовых' | 1973 |
|
SU388879A1 |
| Установка безостаточного деления немерного проката на заготовки максимальной,минимальной и промежуточной длин | 1977 |
|
SU710792A1 |
| Устройство для измерения длины движущихся изделий | 1980 |
|
SU937995A1 |
| Способ управления электродвигателем летучих ножниц | 1949 |
|
SU88439A1 |
| В П Т Б | 1973 |
|
SU395139A1 |
| Устройство автоматического раскроя заготовки на летучем отрезном станке | 1986 |
|
SU1388205A1 |