Изобре ейИе может быть й|СПОЛьзО Ёано S деревообрабатывающей промышленности,
Известен многолильный станок для раскроя листовых материалов, включающий мехаиизм загрузки, подачи, базирования, продольного и поперечного раскрО|Я.
Целью изобретения является автоматизация загрузки станка и подачи листовых материалов на участке продольного раскроя, а также предохранение их от смещения.
Достигается это тем, что механизм загрузки выполнен в виде подвижной каретки с двумя рядами подъемных упор.ов, причем один .ряд упоров оснащен зажимами, а на установленном перед механизмом продольного раскроя рощиховом столе смонтирован механизм бавирования, выполненный в виде силовых цилиндров, на штоках которых закреПлены откидывающиеся упоры, а механизм поперечного раскроя выполнен в виде ряда пильных суппортов, снабженных индивидуальными приводами и датчиками перемещения.
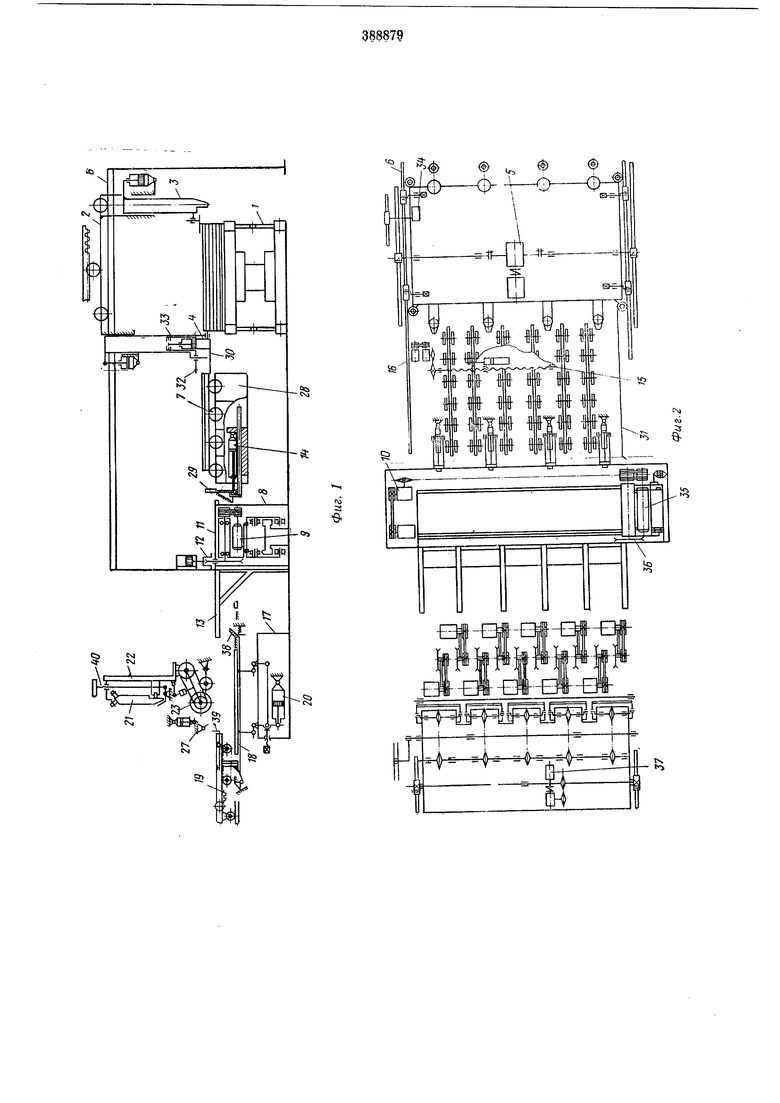
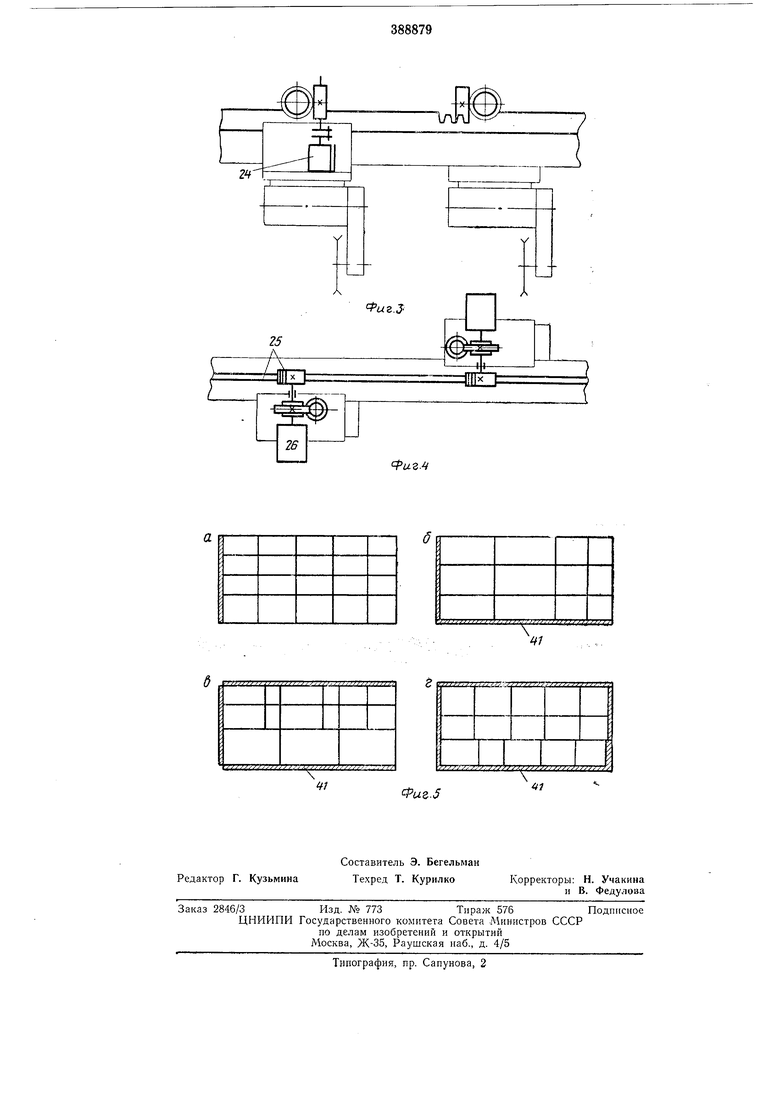
На фиг. 1 приведена кинематическая схема предлагаемого станка, -вид сбоку; на фиг. 2- то же, вид в плане; на фиг. 3 - кинематическая схема механизма перемещения поперечного пильного суппорта в цикле, общий вид; иа фиг. 4 - то же, вид в плане; на фи.г. 5а-г варианты поперечного раскроя материала, в
2
котором участвуют одни и те же суп:порты (при раскрое по схеме 5а и б отсутствует забеливающий рез, при раскрое по схеме бе не требуется перемещение поперечных суппортов в цикле)
Станок для продольного И поперечного раскроя листовых материалов содержит гидравлический подъемный стол 1, подвижную каретку 2 с упорами-толкателями 3 и улорами-зажимами 4. Каретка перемещается и помощью привода 5 по направляющим 6, а пакет плит-ino роликовому столу 7. Внутри станины продольного участка 8 по налравляющим перемещается супнорт 9 с пневматическим механизмом подъема.
Продольный суппорт имеет привод перемещения 10. Над столом // продольного участка расположен прижим 12. К задней части станины продольного участка крепятся кронштейны 13.
На роликовом столе установлены поперечные и продольное базирующие устройства 14 и 15 с приводом 16 настроечного перемещения на длину плит.
Участок станка для полеречного. раскроя материалов включает Сталину 17, подъемные направляющие 18, подвижной стол 19, механизм 20 подъема направляющих. Над станиной на траверсе 21 подвижно установлены поперечные пильные суппорты 22 к качающимся пильным головкам 23. Суппорты оснащены индивидуальными приводами перемещения 24 через реечнозубчатую пару 25 с датчиками перемещения 26. На задней стороне стоек, поддерживающих траверсу, закреплен опускающийся упорсталки1ватель 27. У станка ИМеются консольные щтанги, уровень которых несколько превыщает уровень стола 19 в опущенном положении. При поднятом положении стола щтанги расположены ниже его уровня и входят в просветы реечного основания стола. Станок работает следующим образом. В исходном положении подъемный стол находится ,в сложенном виде, а верхний уровень щтабеля плит, установленного на столе, превыщает уровень роликового стола 7 па толщину раскраиваемого пакета. В исходном положении каретка 2 находится в крайнем заднем положении, упоры-толкатели 3 опущены, упоры-зажимы 4 подняты. После включения станка для работы в автоматическом режиме, каретка, имеющая три скорости движения, передвигается вперед на второй, средней скорости, сдвигая пакет плит со штабеля. При этом нижераСположенные плиты предохраняются от смещения в направлении подачи стационарным упором 28, установленным на одном урОВне с роликовым столом станка. После передачи пакета на роликовый стол, каретка по команде oneратора (только для первого в партии пакета) возвращается в исходное положение и своими упорами-толкателями подает новый пакет плит. После смещения каретки на некоторое расстояние, дается ко.Манда на останов каретки и опускание упоров-зажамов 4. Последние дают команду па включение поперечных 14 и продольного 15 базирующих устройств. Сначала срабатывают поперечные базирующие устройства, которые своими подъемными упорами 29 смещают пакет плит до упора в базовые поверхности упоров-зажимов 30 и при этом выравнивают пакет в поперечном направлении. Затем срабатывает продольное базирующее устройСт.во 15, которое прижимает пакет к боковой направляющей линейке 31, выравнивая пакет ,в продольном направлении. В таком положении пакет плит зажимается по пластам губками 32 упора-зажима, КОторые управляются пневмОЦилиндром 33. Упор-за.жи,м выполнен плавающим в пределах допуска на возможную неплоскостность пакета нлит с тем, чтобы усилия деформации пакета не передавались на каретку и роликовый стол и не нарущали точности системы. После зажима пакета продолжается движение каретки вперед, при этом одновременно происходит подача пакета упорами-зажимами на позицию продольного раскроя и подача следующего пакета на позицию базирования. ,По достижении пакетом плит зоны ра,с.положения первого реза привод 5 каретки переключается на первую, замедленную скорость подачи и остапавливается. Команды на переключение скорости и останов каретки подаются датчиком системы программного управления 34 или переналаживаемыми упорами, воздействующими на блок конечных выключателей. Одновременно с командой на останов каретки включаются прижим 12 и привод продольнОГо суппорта 55. После сра5атывания прижима продольный супнорт поднимается с помощью ппевмоцилиндра так, что диск пилы 36 выходит над уровнем стола // ,на величину, лревышающую толщину раскраиваемого пакета. Далее включается Привод подачи продольного сушюрта 10 и ароизводится забеливание (выравнивание) передней кромки пакета плит. По Окончании продольного пиления пила продольного суппорта опускается ниже уровня стола //, привод .пилы отключается, и продольный супнорт возвращается в исходное положение. Сразу после опускания продольного суппорта дается команда на продолжение движения каретки, которое происходит .сначала па второй скорости, а по получении . предварительной команды - на первой скорости. После получения иснолнительной команды каретка останавливается, включается прижим, и далее цикл повторяется. При движении каретки после забеливающего реза отходы от передней кромки перемещаются впереди пакета плит. Полученные по.сле второго реза полоса и отход оказываются па кронщтейнах 13. После выполнения второго, третьего и ОС тальных реаов, а также после опускания продольного суппорта, включение привода каретки сразу не происходит. Сначала дается команда па подъем направляЮЩих 18 noineречного участка с помощью пневмоцилиндров. При этом одновременно поднимается стол 19, находящийся в исходном положений под кронщтейиами 13. Полученные полосу и отход снимают с кроищтейнов, которые при этом утапливаются в просветы реечного оС нования стола. В верхнем положепии направляющих 18 дается команда на включение привода 37 перемещения стола. В начальный период пути с помощью кулачкового меха низма 38 поднимаются задние упоры 39, которые служат базой при поперечном раскрое полосы. Одновременно- с началом движения стола дается команда на включение привода и опускание поперечных пильных головок 23, подготовленных к работе для раскроя пакета по заданной схеме. Во время ра|бочбго хода стола суппорты закреплены в определеннОМ положении на траверсе с помощью .зажима 40 с пневматическим приводом. В конце станка находится приспособление для снятия полученных заготовок со стола. Оно выполнено в виде ряда консольных штанг, расположенных напротив просветов в реечном основа1нни стола. После прихода стола в крайнее заднее положение оказываются между рейками стола и несколько ниже его новерхности. При опускании стола заготовки оказываются на консольных штангах, одновременно дается команда на опускание упора-сталкнвателя 27, который служит для снятия отходов, оставшихся на рейках стола во время движения последнего в исходное положение. В начале движения стола вперед, он воздействует на путевой выключатель, который дает кома.нду на продолжение Продольного раскроя. В конпе хода дается команда на отключение и подъем поперечных пильиых суппортов, участвовавших в раскрое данной полосы. Если схема раскроя пакета плит составлена так, что для ее осушествления нотребуется перемешение ппл в цикле, т. е. например, если расстояние между резами меньше 220 мм, сразу тюсле подъема понепечных пильных суппортов зажимы 40 освобождаются и включаются нриводы перем ешеиня 24 тех суппортов, неремещенне которых запрограммировано для выполнения данной схемы. По достижении заданного положения, что фиксируется датчиком 26, /привод перемещеПИЯ данного суппорта отключается, а зажим 40 вклЮ1чается, фиксируя суппорт в требуемом положении. При возврате стола в исходное подолсение, дается команда на подъем улора-сталКивателя 27, и если к этому времени закончено отпиливание следующей полосы, стол поднимается и перемеш.а,ется вперед со следуюшей полосой. Далее цикл повторяется. По окончании раскроя пакета плит на столе про.дольного участка остается концевой отход 41 (см. . 5), котО|рый смещается на консольные кронштей ны следуюш;им пакето-м плит и раскраивается затем поперек по схеме раскроя первой полосы. По окончании движения кареткп 2 вперед дается комалда на подъем упоров-толкателей 3. При эт,01м очередной пакет остается на позиции базировання. После лрижима пакета для выполнения последнего реза сначала разжимаются упоры-заледмы, а затем отводится каретка на, некоторое расстояние. Далее упоры-зажимы поднимаются и каретка возврашается в исходное положение на третьей, наибольшей скорости за следующим пакетом плит. По окончании раскроя штабеля, в случае отсутствия плит на подъемном столе, каретка автоматически останавлищается. Предмет изобретен и я 1.Многопильный станок для раскроя листовътх материалов, включаюший механизмы загрузки, подачи, базирования, продольного и поперечного раскроя, отличающийся тем, что, с целью автоматизацией загрузки станка и подачи листовых материалов на участке продольиого раскроя, а также предохранения их от смешения, м еханизм загрузки выполнен в виде подвижной каретки с двумя ряда.ми подъемных упоров, при1чем оди1Н ряд упоров сснашеи зажимами, а на установленном перед механизмом продольного раскроя роликовом столе смонтирован механизм базирования, выполненный в виде силовых цилиндров, па штоках которых закреплены откидывающиеся упоры. 2.Станок по и. 1, отличающийся тем, что, с целью обеспечения возможности раскроя листовых материалов с любым расположением поперечных резов, механизм поперечного раскроя выполнен в виде ряда пильных суппортов, снабженных индивидуальными приводами и датчиками перемещения.
&
Ф ф
ss
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для базирования и подачи листовых материалов в раскроечный станок | 1985 |
|
SU1305036A1 |
| СТАНОК ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ БРЕВЕН | 1992 |
|
RU2028935C1 |
| Линия изготовления щитовых деталей | 1986 |
|
SU1445962A1 |
| Система для управления и диагностирования линии раскроя облицованных плит | 1990 |
|
SU1766652A1 |
| Станок для раскроя отделанных плит | 1973 |
|
SU484989A1 |
| Линия изготовления комбинированных балок | 1988 |
|
SU1558676A1 |
| Станок-полуавтомат четырехстороннего закругления ребер деревянных корпусов | 1984 |
|
SU1255434A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИННЫХ ЛАМЕЛЕЙ С ТРЕХПИЛЬНЫМ СТАНКОМ ДЛЯ РАСКРОЯ ГНУТО-ЛИСТОВЫХ МАТЕРИАЛОВ И МЕХАНИЗМОМ ПИЛЕНИЯ С ГЛУШИТЕЛЕМ ШУМА ДИСКОВОЙ ПИЛЫ | 2014 |
|
RU2563674C1 |
| Многопильная установка для распиловки древесных материалов | 1985 |
|
SU1320062A1 |
| Способ раскроя древесных плит и устройство для его осуществления | 1988 |
|
SU1630882A1 |
а
