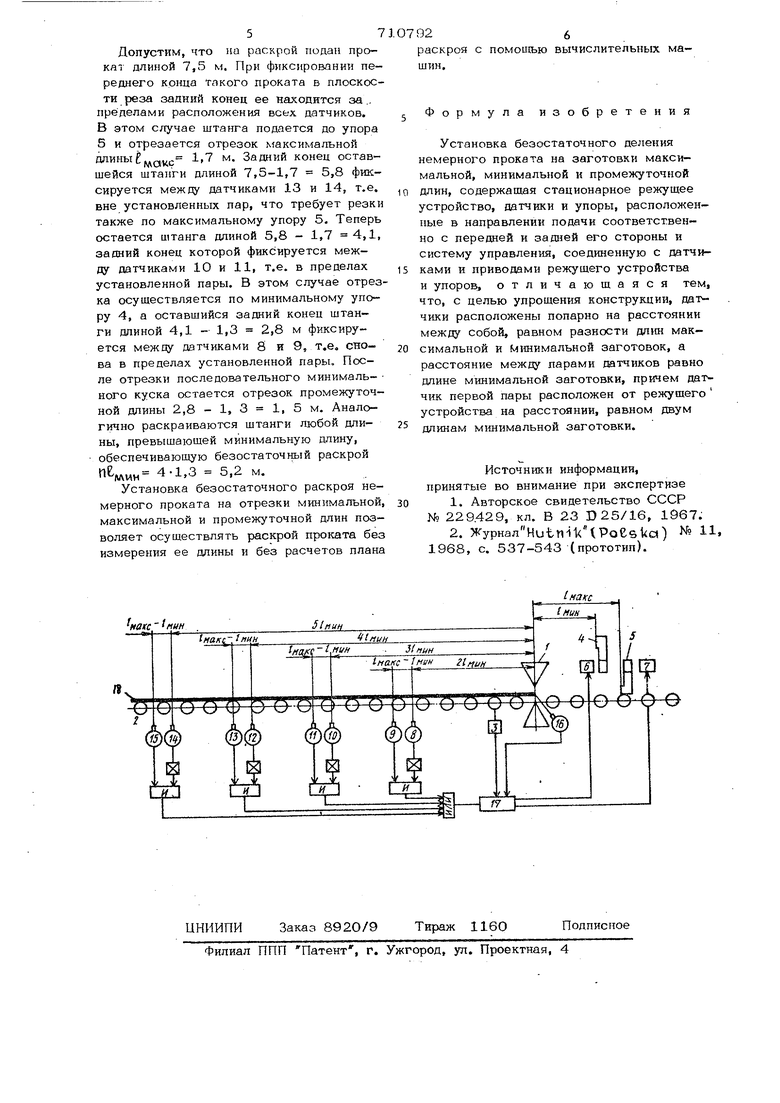
Изобретение относится х o6pci6orKe м таллов давлением, в частности, к оборуд ванию для резки и может быть использовано в лромышлен1 ости для безоста- точного деления немерного проката. Извест1 а установка для безостаточного раскроя немерного проката, содержащая летучие , датчики полсжен ш заготовки и вь числителы-1ое устройство, включающее сук мирую11ше и интегрирук шие блоки l. Известная установка имеет сложн ю конфигурацию. Известна установка безостаточного раскроя немерного проката на заготовки максимальной и промежуточной длин, содержащая стационарное режущее усрройство, датчики и упоры, расположенны в направлении-подачи соответственно с передней и задней его стороны и систему управления, соединенную с датчикак)И и приводямп режущего устройства упоров 21. Недостаток известной установки заключается в ее сложности и в необходимости при помошк датчиков определять время прохождения конца проката что соответствует определекто длины немерHCfro проката. Изменение длины проката является обязательным условием для реализации любого алгоритма раскроя, С целью упрогдения кокструкцнн9 дат- расположены попарно на расстоянии между собой, равной разности длин максимальной и м шимальной заготовок, а расстояние между парами датчиков равно длине минимальной заготовкИ причем датчик первой пары расположен от режущего устройства на расстоянии равном двум длинам минимальной заготовки. На чертеже показан общий вид предлагаемой установки. Установка содержит стационарное устройство 1, выполненное в виде пресс-нож1 ии или пресса для ломки, рольганг 2 с приводом 3 и два упора, один из которых 4 установлен от плоскости реза на расстоянии, равном длине минимальной заготовки лми рой 5 на расстоянии равном плине максимальной заготовки В 4, 5 расположены с задней стороны режущего устройства 1. Упоры 4, 5 опускаются на литио подачи раскраиваемого проката при помощи соответственно при водов 6 и 7. Положение упоров относительно плоскости реза можно регулировать. Перед режущим устройством 1 установлены пары датчиков 8 и 9, 1О и 11 12 и 13, 14 и 15, которые фиксируют положение заднего конца проката относительно плоскости реза. Для фиксирования положения переднего когща проката в плоскости реза установлен датчик 16. Датчгош выпонены таким образом, что дают сигнал при положении переднего конца проката в плоскости реза, а заднего - в пределах любой лары и не дают сигнала при положении заднего ко1ща вне любой на устан вленных пар датчиков. Датчики, приводы рольганга, упоров и режущего устройства включены в схему управления 17. Количество установленных перед плос костью пар датчиков равно целому числу п определяемому из соотношения р р fAQKC причем ближайший к плоскости реза датчгас 8, 10, 12, 14 каждой пары находится на расстоянии (2, 3,,... И, П + 1) мии. Гфугой 9, 11, 13, 15 - на расстоянии EwvQKd ftAWH « С длина минимальной зат отовки, 6длина максимальной заготовки. Установка работает следующим образом. Немерный прокат 18 подается рольга гом 2 к плоскости реза пресс-ножниц 1, При достижении передним концом плоское ти реза, что фиксируется датчиком 16, определяется положение заднего ко1ша при помощи установленных пар датчиков 8 и 9, 10 и 11, 12 и 13, 14 и 15. Если в таком положений проката задний конец находится вне установленных пар датчиков (что фиксируется отсутствием сигнала), штанга подается дальше до упора 5, расположенного на расстоянии К д, который в этом случае должен бы1Ъ опущен, что обеспеч тается схемой управления 17. В таком положении осуществляется рез максимальной заготовки и передний конец оставшейся штан 71 4 ги будет находиться в плоскости реза. Снова фиксируется положение заднего конца оставшейся штанги, и если он снова находится вне установленных пар датчиков, производится рез опять, по упору 5. Если же после очередного реза задний конец находится в пределах любой установленной пары датчиков (что фик- сируется наличием сигнала), оставшаяся штанга подается до упора 4, расположенного на расстоянии , от плоскости реза. Упор 4 в этом случае должен быть опущен, чтб обеспечивается схемой уп- равления. Последовательность отделения отрезков в общем случае всегда будет одинаковой. При значительной длине немерного проката (когда его задний конец выходит за пределы всех датчиков) сначала начинают отделять отрезки максимальной длины вплоть до попадания заднего Koima проката при резе в пределы любой из устанотенных пар датчиков, затем производят отрезку кусков минимальной длины до получения остатка промежуточной длины, который всегда будет последним. В частных случаях последний отрезок может быть минимальной или макси- мальной длины. Если длина немерного проката сравнительно невелика и его задний конец сразу фиксируется в пределах любой из установленных пар датчиков (при положении переднего конца в плоскости реза), то начинают отделять отрезки минимальной длины до получения остатка проме куточной длины, который также будет последним, Пример деленк/я на заготовки минимальной, максимальной и п р о м е ж у то чной длин. Необходимо раскроить заготовки в преде- « c.кc 1 1,3 м м. Количество пар датчшсов 4, ЗД5,И 4Датчики расположены на расстоянии от линии реза (фиг. 1): датчик 8: 2,6 м; датчик 9: 57 Допустим, что на раскрой подан прокат длиной 7,5 м. При фиксировании переднего конца такого проката в плоскости реза задний конец ее находится за., пределами расположения всех датчиков. В этом с/гучае штанга подается до упора 5 и отрезается отрезок максимальной длиныЁ j, 1,7 м. Задний конец оставшейся штанги длиной 7,5-1,7 5,8 фиксируется между датчиками 13 и 14, т.е. вне установленных пар, что требует резки также по максимальному упору 5. Теперь остается штанга длиной 5,8 - 1,7 4,1, задний конец которой фиксируется между датчиками 10 и 11, т.е. в пределах установленной пары. В этом случае отрез ка осуществляется по минимальному упору 4, а оставшийся задний конец штанги длиной 4,1 - 1,3 2,8 м фиксируется межцу датчиками 8 и 9, т.е. снова в пределах установленной пары. После отрезки последовательного минималь- ного куска остается отрезок промежуточной длины 2,8 - 1, 3 1, 5 м. Аналогично раскраиваются штанги любой длины, превышающей минимальную длину, обеспечивающую безостаточный раскрой 1(лин 4-1,3 5,2 м. Установка безостаточного раскроя немерного проката на отрезки минимальной, максимальной и промежуточной длин позволяет осуществлять раскрой проката без измерения ее длины и без расчетов плана
накс 926 раскроя с помощью вычислительных машин. Формула изобретения Установка безостаточного деления немерного проката на заготовки максимальной, минимальной и промежуточной длин, содержащая стационарное режущее устройство, датчтжи и упоры, располох енные в направлении подачи соответственно с передней и задней его стороны и систему управления, соединенную с датчиками и приводами режущего устройства и упоров:, отличающаяся тем, что, с целью упрощения конструкции, датчики расположены попарно на расстоянии между собой, равном разности длин максимальной и М1шимальной заготовок, а расстояние между парами датчиков равно длине минимальной заготовки, причем датчик первой пары расположен от режущего устройства на расстоянии, равном двум длинам минимальной заготовки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 229.429, кл. В 23 D 25/16, 1967. 2. Журнал Hut ( Рое ska) № И. 1968, с. 537-543 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ РЕЗКИ ПОЛОС ПРОКАТА НА МЕРНЫЕ ЗАГОТОВКИ РАЗЛИЧНОЙ ДЛИНЫ | 2005 |
|
RU2297903C1 |
| Поточная линия для раскроя проката | 1976 |
|
SU683903A1 |
| ВЫЧИСЛИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ БЕЗОСТАТОЧНОГО РАСКРОЯ ПАКЕТА ШТАНГ НА МЕРНЫЕ ДЛИНЫ | 1967 |
|
SU224913A1 |
| Автоматическая установка для мерного разрезания штучного проката | 1973 |
|
SU610620A1 |
| Поточная линия для раскроя проката | 1985 |
|
SU1313713A1 |
| УСТРОЙСТВО ДЛЯ ЗАЖИМА И ПОДАЧИ ПРОКАТА К РЕЖУЩЕЙ МАШИНЕ | 1973 |
|
SU363552A1 |
| Штамп для резки проката | 1979 |
|
SU825284A1 |
| Устройство для групповой газовойРЕзКи HA МЕРНыЕ зАгОТОВКи | 1979 |
|
SU846152A1 |
| Устройство для измерения длины заготовок проката | 1980 |
|
SU932203A1 |
| Штамп для резки проката | 1979 |
|
SU837621A1 |
