Известно устройство автоматического управления сбрасывателем холодильника мелкосортного тана, включающее элемент памяти, накопительный элемент и блок сравнения, соединенные последовательно с приводом сбрасывателя, тричем к блоку сравнения иодключен задатчи;к уставки времени транспортирования полосы от ножниц до холодильника, а ко входу элемента памяти подключен выход системы у1правления .приводом летучих ножгаиц, установленных леред холодильником. Однако при управлении сбрасывателемне учитываются разница во времени транопортирования полос постоянной длины и концевых ПОЛОС произвольной длины, а также различная интенсивность торможения полос лостоянной длины при их попарной укладке на холодильник. Это лриводит к разбросу в положении полос на холодильнике после хи торможения и, как следствие, к отходу годного проката в брак при последующей порезке пакета на щрутки, собранного из остановленных полос. В промежутках последняя клеть стана - холодильник распоножницы и ножницы ложены рольганги, окружная скорость которых по технологическим соображениям устанавливается на 5-10% выше скорости прокатки. Полоса постоянной длины, отделяе.мая от раската летучими ножницами, движет ся некоторое время с ускорением, а затем с установившейся скоростью вплоть до начала торможения на сбрасывателе, который снимает полосу с рольганга. Торможение полосы оканчивается в первом ручье рихтовочного желоба холодильника. Концевая (последняя) полоса после выхода из стана успевает разогнаться до установившейся скорости на расстоянии меньшем промежутка стан - летучие ножницы и поэтому она проходит расстояние летучие нол-сницы-холодильник быстрее остальных полос. При однозначной устааке времени транспортирования концевые полосы смешаются на холодильнике вперед по отношению к полосам постоянной длины и это смещение достигает 8-12 м. В ряде случаев для повышения производительности холодильнИ|Ка, т. е. стана в целом, применяют попарную укладку полос постоянной длины. Это означает, что в первый ручей рихтовочного желоба холодильника, в котором находится первая остановленная полоса, сбрасывателем подается вторая. Последняя тормозится с большей интенсивностью, так как скользит по первой неподвил ной полосе. Разброс концов остановленных четных и нечетных полос составляет 2-4 м. Полосы собираются в пакеты и разрезаются на прутки постоянной длины. Вследствие разброса положения полос при nopeSiKe локета
образуется 10-15% прутков, длина которых не соответствует зааозу.
Предлагаемое устройство отличается тем, что в -него введены :ключи, логичеошш элемент 1И блок раопределения времеииых задержек, а задатчи1к уставаш выполнен в виде блока уставок времени транспортирования соответственно нечетной, четной и концевой полос. Между приводом сбрасывателя и блоком сравнения включены логический блок и ключи, к которЫ1М тааоке подключены выходы блока ра апределения временных задержек, соединенного IB свою очередь с системой управления .приводом летучих ножниц.
Это повышает точность останов:ки полос постоянной длины при их поларной укладке на холодильник и укладке :копцевых полос, имеющих меньшее время транспортирования.
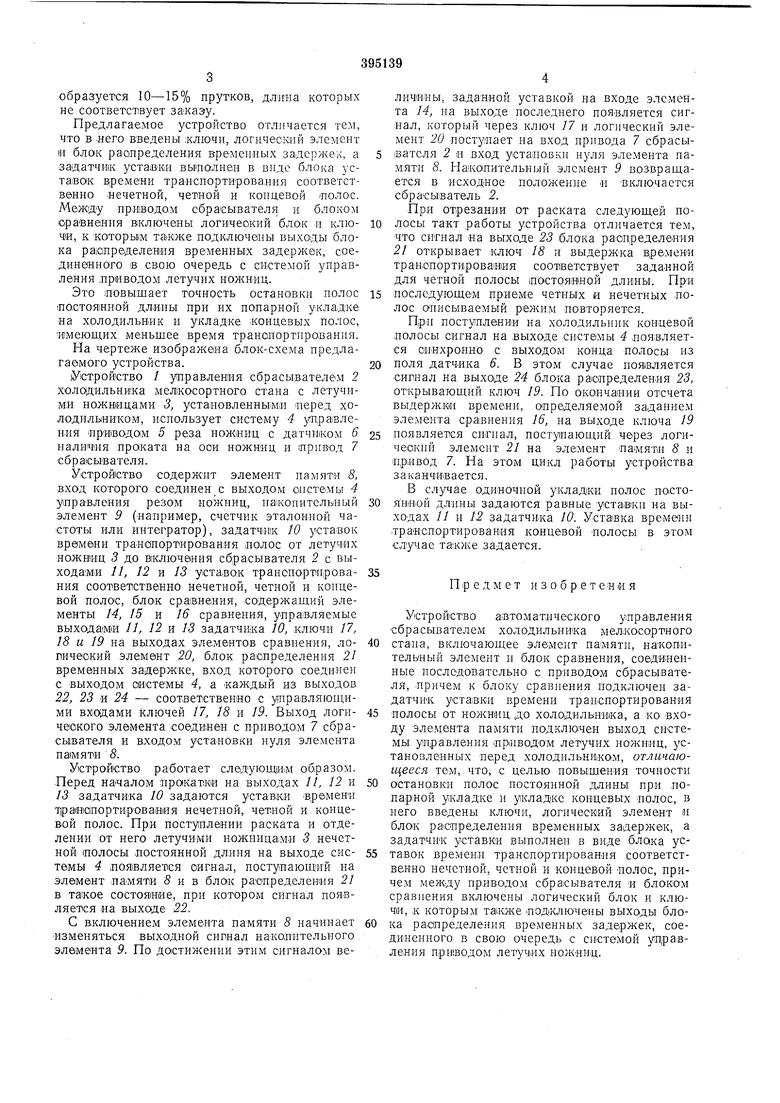
На чертеже изображена блок-схема предлагаемого устройства.
)У1строй1ство / управления сбрасывателСМ 2 холодильника мелкосортного стана с летучими ножницами 3, установленными неред холодильником, использует систему 4 упра1влепия ириводом 5 реза пожииц с датчиком 6 наличия проката на оси ножниц и привод 7 сбрасывателя.
Устройство содержит элемент памяти 8, вход которого соединен с выходом онстемы 4 управления резом ножниц, па1копительный элемент 9 (например, счетчик эталонной частоты или интегратор), задатчи1к 10 уставок времени транспортирования лолос от летучих ножниц 3 до включения сбрасывателя 2 с выходами 11, 12 и 13 уставо:к транспортирования соответственно нечетной, четной и концевой полос, блок сравнения, содержащий элементы 14, 15 и 16 сравнения, управляемые выходами 11, 12 и 13 задатчика 10, ключи 17, 18 и 19 на выходах элементов сравнения, логический элемент 20, блок распределения 21 временных задержке, вход которого соединен с выходом оистемы 4, а каждый из выходов 22, 23 и 24 - соответственно с у нра1вляющими входами ключей 17, 18 и 19. Выход логического элемента соединен с приводО:М 7 сбрасывателя и входом установки нуля элемента памяти 8.
Устройство работает следующим образом. Перед началом ирокатки на выходах 11, 12 и 13 задатчика 10 задаются уставки временя Т|рае1йпорти р0ванйя нечетной, четной и концевой полос. При поступлении раската и отделении от него летучими ножницами 3 нечетной лолосы лостоянной длиня на выходе системы 4 появляется сигнал, постулаюший на элемент памяти S и в блок распределения 21 в такое состояние, при котором сигнал появляется на выходе 22.
С включением элемента памяти 8 начинает изменяться выходной сигнал накоинтельного элемента 9. По достижении этим сигналом величины, заданной уставкой на входе элемента 14, на выходе последнего появляется сигнал, который через ключ /7 и логический элемент 20 поступает на вход привода 7 сбрасывателя 2 н вход установки нуля элемента памяти 8. Пакопительиый элемент 9 возвращается в исходное положение и включается сбрасыватель 2. При отрезании от раската следующей полосы такт работы устройства отличается тем, что сигнал на выходе 23 блока раопределения 21 открывает О1Юч 18 и выдержка времени трансиортироваиия соответствует заданной для четной полосы лостоянной длины. При
последующем приеме четных и нечетных лолос описываемый режим повторяется.
При поступлении на холодильник коицевой иолосы сигнал на выходе системы 4 поя;вляется синхронно с выходом конца полосы из
поля датчика 6. В этом случае появляется сигнал на выходе 24 блока раопределения 23, открывающий ключ 19. По окончании отсчета выдержки времени, определяемой заданием элемента сравнения 16, на выходе ключа 19
ноявляется сигнал, поступающий через логнчеокпй элемент 21 на элемент памяти 8 и привод 7. На этом цикл работы устройства заканчивается.
В случае одиночной укладки полос постояниой длины задаются равные уставки на выходах // и 12 задатчика 10. Уставка времени транспортирования концевой полосы в этом случае та:кже задается.
Предмет изобретен и я
Устройство автоматического управления сбрасывателем холодильника мелкосортного
стана, включающее элемент памяти, накопительный элемент и блок сравнения, соединенные последовательно с приводам сбрасывателя, причем к блоку сравнения подключен задатчнк уставки времени транспортирования
полосы от ножниц до холодильника, а ко входу элемента памяти подключен выход системы управления приводом летучих пожпиц, установленных перед холодильником, отличающееся тем, что, с целью повышения точности
остановки полос постоянной длины при попарной укладке и укладке концевых полос, в пего введены ключи, логический элемент « блок распределения временных задержек, а задатчик уставки выполнен в виде блока уставок времени транспортирования соответственно нечетной, четной и концевой иолос, причем меледу приводом сбрасывателя и блоко м сравнения включены логич еский блок и ключи, к которым та1кже подключены выходы блока распределения временных задержек, соединенного в свою очередь с системой управления пришодом летучих пожини.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления сбрасывателем холодильника | 1989 |
|
SU1622048A1 |
| Устройство для точного останова полос на холодильнике мелкосортного стана | 1981 |
|
SU1002060A1 |
| Устройство для раскроя мелкосортного раската | 1986 |
|
SU1357101A1 |
| Система управления раскроем раската на летучих ножницах | 1986 |
|
SU1391814A1 |
| Устройство для выравнивания полос проката на холодильнике мелкосортного стана | 1986 |
|
SU1378969A1 |
| Непрерывный мелкосортный стан | 1986 |
|
SU1338904A1 |
| Способ производства сортового проката | 1987 |
|
SU1468616A1 |
| Устройство для управления механизмом сброса прутков на холодильник сортового стана | 1976 |
|
SU595027A1 |
| Способ повышения скорости прокатки на мелкосортном прокатном стане и устройство для его осуществления | 1978 |
|
SU910248A1 |
| Устройство управления пневмоприводом рычажного механизма пропуска реза | 1978 |
|
SU969470A1 |

