Изобретение относится к оборудоваипю для 1 зготовлеиия из термопластичных иластмасс слоистых илеиок или листов, являющихся заготовками для иоследующего формоваиия из иих электроосветительной аниаратуры: светильииков, торшеров, бра ч т. и.
Известна установка для получения иленки С декоративным покрытием, состоящая из экструдеров для формования пленки-основания и иокровиого слоя, охлаждаемых дублировочиых вальцов, приемной катушки для намотки изделия и синхронизированного привода иеречислеииых узлов.
Однако такая установка непригодна для нзготовления частично двухслойного материала и не обесиечивает высокого качества продукиии. Это объясняется тем, что одинаковые скорости иеремещения пленкн-основания и нленки-покрытия приводят к появлеН1ИО в готовом материале перекосов, морщии и трещин из-за внутренних термических напряжений н коробления пленки-покрытия. Не исключена возможность расслаивання иолучаемого .материала.
Для повыщения качества и улучиие; ия внешнего вида изделий при получении нленки е иокрытием в виде иродольных иолос или нитей в иредлагаемой установке фор.мующнГ инструмент экструдера для получения покровного слоя выполнен в внде трубчатого
2
коллектора с расиоложенными ио его длине формуюии ми отверстиями, рабочее сечение которых частичио иерекрыго регулировочными винтами.
С целью упрощения обслуживания yciaновки и снижения энергозатрат д блировочные вальцы расположены от экстр дера на расстоянии, не превышающем нронзведение скорости движеиия нленки на время, в течение которого -поверхность экструдируемо нлеики сохраняет клеящие CBOiicTBa.
Экструдср оснащен несколькими мхндипуками, формуюн1,11мн нленку-11ок 1ытие в ви.те отдельных нолос (ниток), которые наклад1)1ваются на основание строго прямолинейно н иараллельно благодаря устроГ1Ству для регулирования относительных cKopocTcii отдельных слоев нленки.
Предночтитсльно, чтобы скорость иленкниокрытия составляла 0,8-0,95 скорости н.чеики-оенования.
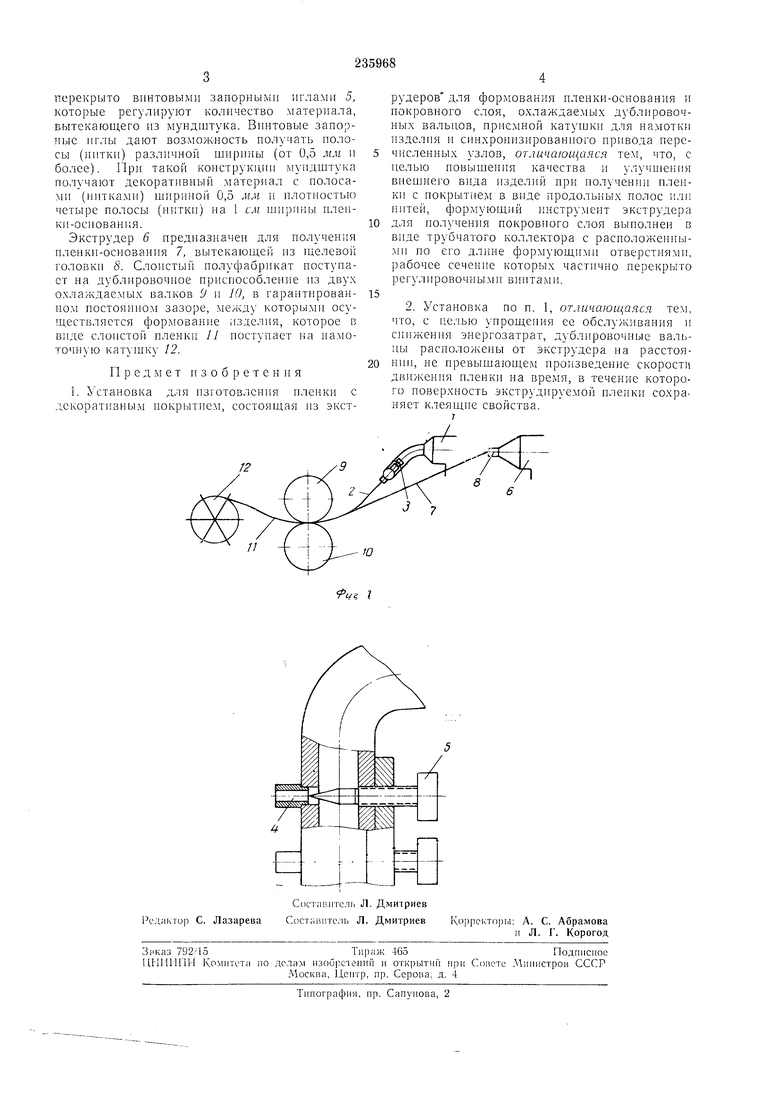
На фиг. 1 ноказана общая схема нредлагае.мой установкн; на фнг. 2 - формующий мундщтук, разрез.
Экструдер / пле ку-нокрытие - еостоящую ii3 отдельных иолоеок (ниток), иолучаемых ири иомощи мундштука . .N yiLiштук вынолнен в виде патрубка с расиоложенными по его длине формующнмн отвсретнял1И 4, рабочее ееченне которых частнчно перекрыто BUHTOBHJMH запорными иглами 5, которые регулируют количество материала, вытекающего из мунди тука. Винтовые запор гыс иглы дают возможиость получать полосы (нитки) различной ширины (от 0,5 мм и более). Прн такой конструкции мундштука получают декоративный материал с полосами (нитками) шириной 0,5 мм и нлотностыо четыре полосы (нитки) на I см ширины пленки-основан1 Я. Экструдер 6 предназначен для получения пленки-основания 7, вытекающей нз щелево головкн S. Слоистый полуфабрикат поступает на дублнровочное прпсиособленпе нз двух охлаждаемых валков 9 и 10, в гарантированном постоянном зазоре, между которыми осуществляется формование изделия, которое в виде слоистой пленки 11 поступает на налюточную 12. Предмет изобретения 1. Установка для изготовления пленки с декоративным покрытием, состоящая из экстЛрудеров для формования пленки-основания и покровного слоя, охлаждаемых дублировочных вальцов, нрнемной катушки для намотки изделия и синхронизированного иривода неречнсленных узлов, отличающаяся тем, что, с иелью повышения качества и улучшения внешнего вида изделий при получении пленкн с нокрытнем в виде продольных полос лл1 нитей, формующий ;нструмеит экструдера для получения покровного слоя выполнен в виде трубчатого коллектора с расположепнымн по его дл11не формующими отверстиями, рабочее сечение которых частично иерекрыто регулировочными винтами. 2. Установка по п. 1, отличающаяся тем, что, с целью упрощения ее обслуживания и сниження энергозатрат, дублировочные вальиы расположены от экструдера на расстояннн, не превыщаюнд,е1М произведение скорости движеиия пленкн на время, в течение которого поверхность экструднруемой пленки сохраняет клеящие свойства.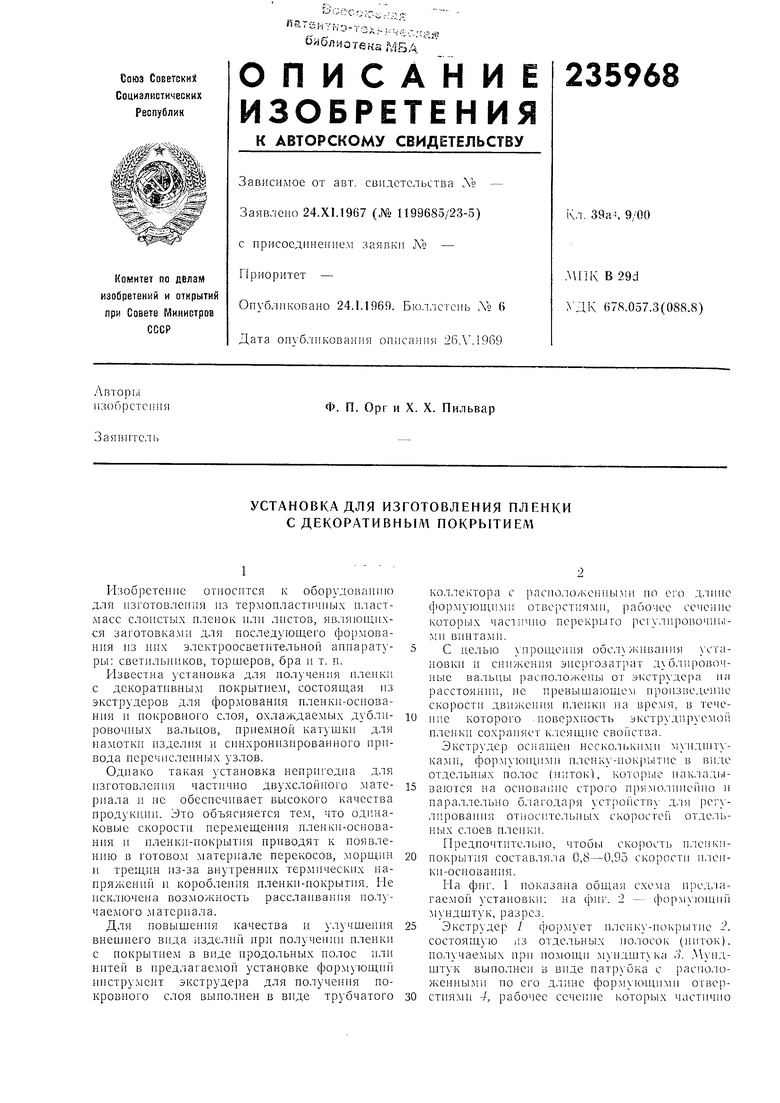
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОРИЕНТИРОВАННОЙ ПОЛИЭТИЛЕН 1,2-ДИФЕНОКСИЭТАН-4,4-Д И КАРБОКСИ ЛАТНОЙ ПЛЕНКИ | 1971 |
|
SU289562A1 |
| ЖЕСТКАЯ НАНОКОМПОЗИТНАЯ ПЛЕНКА ДЛЯ ПРИМЕНЕНИЯ ВО ВПИТЫВАЮЩЕМ ИЗДЕЛИИ | 2015 |
|
RU2612931C1 |
| Способ изготовления многослойной плиты | 1980 |
|
SU898005A1 |
| ЭКОЛОГИЧЕСКИ РАЦИОНАЛЬНЫЕ ПОЛИМЕРНЫЕ ПЛЕНКИ | 2014 |
|
RU2610599C1 |
| АНТИСТАТИЧЕСКАЯ КОМПОЗИЦИЯ НА ОСНОВЕ ТЕРМОПЛАСТИЧЕСКОГО ПОЛИМЕРА | 1972 |
|
SU341243A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛЕНОК СО СЛОЕМ ИЗ СМЕСЕЙ ФТОРПОЛИМЕРОВ И ПОЛИАКРИЛАТОВ | 1999 |
|
RU2254238C2 |
| МАТЕРИАЛ МОНТАЖНОЙ ПЛЕНКИ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2377133C2 |
| СПОСОБ ОДНОВРЕМЕННОГО ИЗГОТОВЛЕНИЯ РЕПЛИК И ПРЯМОЙ АППЛИКАЦИИ МИКРОСТРУКТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2131615C1 |
| МНОГОСЛОЙНАЯ ПЛАСТИКОВАЯ НЕСУЩАЯ ПЛАСТИНА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2747150C1 |
| СПОСОБ ДУБЛИРОВАНИЯ И ДУБЛИРОВОЧНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ ИЗДЕЛИЙ | 2004 |
|
RU2352468C2 |
