Известна неразъемная форма для изготовления блоков тоннельной обделки, включающая поддон, продольные и торцовые борта.
Для обеспечения распалубки продольные борта формы пр.иварены с технологическими уклоналги.
Поскольку в конструкции формы не были предусмотрены устройства для распалубки, форму покрывают толстым слоем специальиой смазки для облегчения распалубки блоков.
В связи с тем, что блок представляет собой часть Цилиндра, :наклонное положение продольных бортов вызывает бочкообразиость блока при виде сверху, что приводит к труд)1остям пр,и стыковке отдельных колец тоннельной обделки.
Нанесение же иа борта фор.мы толстого Слоя смазк.и для облегчения распалубки при1зодит к нарушению допусков и .искажению геометрии блока.
Целью настоящего изобретения является повышение точности «зготовлениЯ изделий и обЛегчен.ие их распалубки.
Для этого на продольных бортах укреплены йибронаКладки переменного сечения, а на поддоне формы установлены выталкиватели, выполненные с плитами. Плиты имеют направляющие штыри, снабженные герметизируюпц ми кольцами и пружинными фиксаторами.
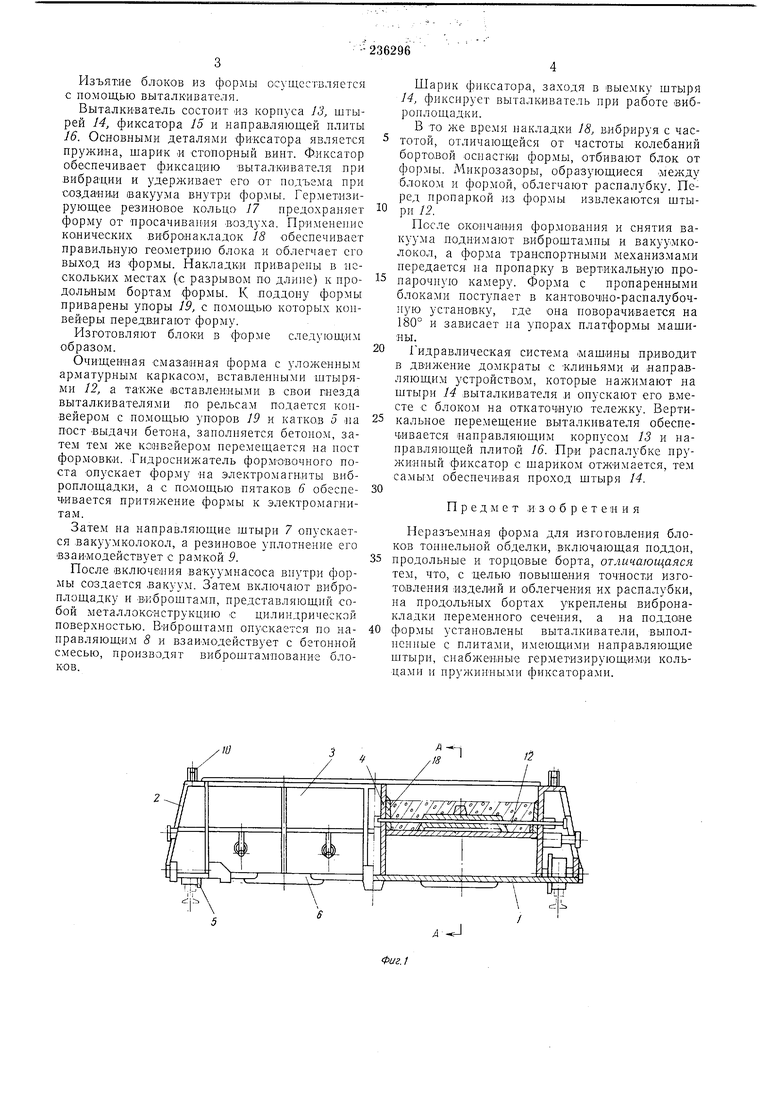
На фиг. 1 изображена описываемая , вид с торца; на фиг. 2 -- то же, в разрезе.
Форма представляет собой металлоконструкцию в внде рамы и имеет поддон J, два продольных наружных борта 2, два торцовых борта 3 и один средний борт 4 для деления формы на две симметричные части. Для обеспечения производства блоков в автоматнзиро.ванной лннии форма снабжена катками 5. Форма крепится к .вибpoблoкa. электромагнитами с помощью опорных пятаков 6, которые приварены к поддону. Число опорны.х пятаков соответствует числу виброблоков в-иброплощадк)1.
Направляющие штыри 7 служат для захода виброштамиа в форму и правильного ориентирования его относительно формы. В рабэчсм нространстве формы смонтированы иаправляющие 8, а к верхним торцам бортов приварена
рамка 9, на которую опирается резиновая амортизационная рамка вакуумколокола для образования герметического затвора. Для образования штабеля в вертикальной пропарочной камере формы устанавливают одну на другую, поэтому в верхней части каждой формы смонтированы уиоры 10, а в пижпей - пакладки //.
Для образования отверстий в блоки вставляют в продольно-поперечио иаиравлении
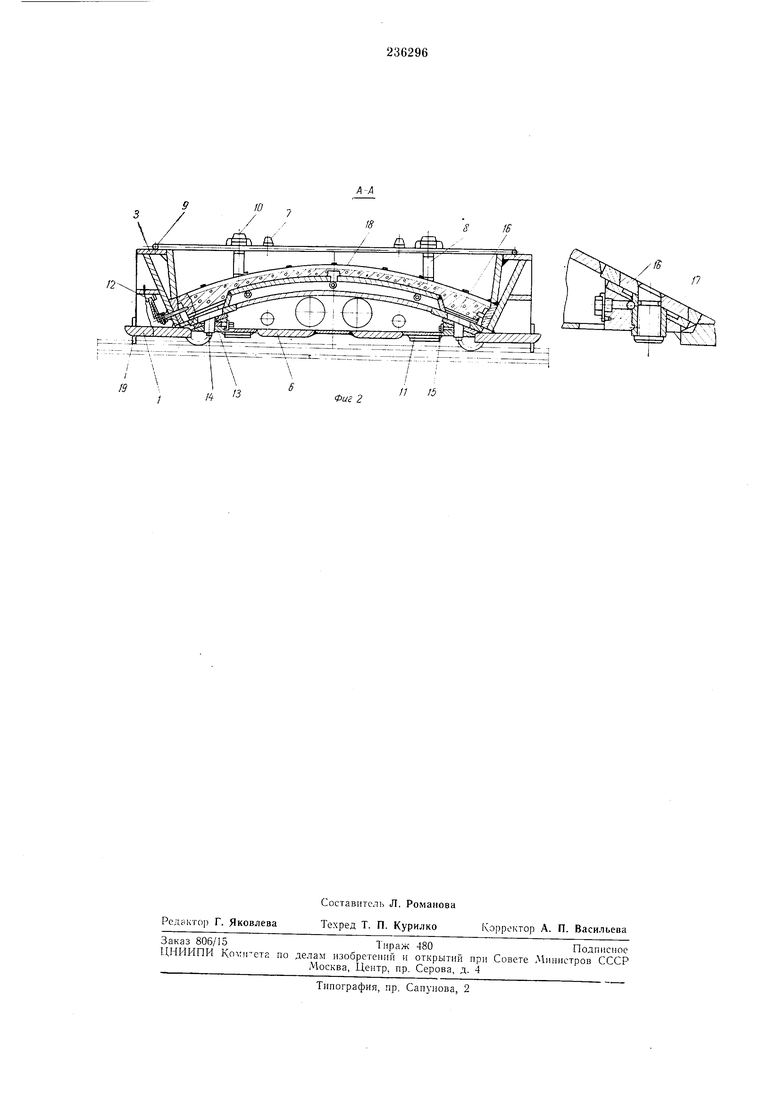
Изъятие блоков из формы осуществляется с помощью выталкивателя.
Выталкиватель состоит «з корпуса 13, штырей 14, фиксатора 15 и направляющей плиты 16. Основными деталями фиксатора является пружина, шарик .и стопормый винт. Фиксатор обеспечивает ф,иксацию выталкивателя при вибрации и удерл ивает его от подъема при созда«и,и вакуума внутри формы. Герметизирующее резиновое кольцо 17 предохраняет форму от просачивания воздуха. Применение конических вибронакладок 18 обеснечивает правильную геометрию блока и облегчает его выход из формы. Накладки приварены в нескольких местах (с разрывом но длине) к продольным бортам формы. К поддону формы приварены уноры 19, с помощью которых конвейеры передвигают форму.
Изготовляют блоки в форме следующим образом.
Очищенная смазанная форма с уложенным арматурны.л каркасом, вставленными штырями 12, а таКЛ{е вставленными в свои гнезда выталкивателями по рельсам подается конвейером с по.мощью упоров 19 и катков 5 на пост выдачи бетона, заполняется бетоно.м, затем тем же кс1нвейером перемещается на пост формовки. |Гидроснижатель формовочного носта опускает форму на электромагниты виброплощадки, а с пО.мощью пятаков 6 обеспечивается притяжение формы к электромагнитам.
Затем на направляющие штыри 7 опускается вакуумколокол, а резиновое уплотнение его взаимодействует с рамкой 9.
После включе1ння вакуумнасоса внутри формы создается вакуум. Затем включают виброплощадку и Виброштамп, представляющий собой металлоконструкцию с цилиндрической поверхностью. Виброштамп опускается по нанравляющим 8 и взаНМодействует с бетонной смесью, производят виброштамнование блоков.
Шарик фнксатора, заходя в выемку штыря 14, фнкснрует выталкиватель нри работе виброплощадки.
В то же время накладки 18, вибрируя с частотой, отличающейся от частоты колебаний бортовой оснастки формы, отбивают блок от формы. Микрозазоры, образующиеся между блоком и формой, облегчают распалубку. Перед пропаркой из формы извлекаются штыри 12.
После окончания фор.моваиия и снятия вакуума поднимают виброщтампы и вакуумколокол, а форма транспортными механизмами передается на пропарку в вертикальную про5 нарочную камеру. Форма с пропаренными блоками поступает в кантовочно-распалубочную установку, где она поворачивается на 180° и зависает на упорах платформы машины.
0 Гидравлическая система машины приводит в движение домкраты с клиньями и направляющим устройством, которые нажимают на штыри 14 выталкивателя и онуекают его вместе с блоком на откаточную тележку. Вертикальное неремещение выталкивателя обеспечивается направляющим корпусом 13 и нанравляющей плитой 16. При распалубке иружинный фиксатор с шариком отжимается, тем самым обеспечивая проход штыря 14.
Предмет изобретения
Неразъемная форма для изготовления блоков тоннельной обделки, включающая поддон,
продольные и торцовые борта, отличающаяся тем, что, с целью повышения точности изготовления изделий и облегчения их распалубки, на продольных бортах укреплены вибронакладки переменного сечения, а на поддоне
формы установлены выталкиватели, выполненные с плитами, имеющими направляющие штыри, снабженные герметизирующими кольцами и нружииными фиксаторами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления железобетонных блоков тоннельной обделки | 1978 |
|
SU963867A1 |
| Форма для изготовления железобетонныхблОКОВ | 1979 |
|
SU835757A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДВУХРЯДНЫХ БЕТОННЫХ ОТОПИТЕЛЬНЫХ ПРИБОРОВ | 1996 |
|
RU2101168C1 |
| Установка для формования бетонных изделий с цилиндрической формой поверхности | 1973 |
|
SU479631A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ БЛОКОВ ТОННЕЛЬНОЙ ОБДЕЛКИ | 1972 |
|
SU339420A1 |
| Форма для формования железобетонных изделий | 1956 |
|
SU107879A1 |
| Карусельно-конвейерная установка для изготовления объемных элементов | 1977 |
|
SU716824A1 |
| Пресс-форма для изготовления бетонных и железобетонных криволинейных элементов | 1986 |
|
SU1433805A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ МНОГОПУСТОТНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2101170C1 |
| Конвейерная линия для изготовленияМНОгОСлОйНыХ СТРОиТЕльНыХ издЕлий | 1979 |
|
SU802028A1 |
А
