1
Изобретение относится к отрасли строительн ой индустрии и предназначено для изготовления объемных элементов .
Известна карусельно-конвейерная установка для изготовления объемных элементов, содержащая платформу с механизмом ее поворота, сердечники, жестко закрепленные на платформе . с поддонами, каждый из которых выполнен в виде подвижной рамы с толкателями, пропущенными в направляющих платформа, щиты наружной опалубки с замками для их соединения друг с другом и установленное в технологической последовательности оборудование для виброуплотнения бетонной массы, термообработки, распалубки с механизмом подрыва изделия и подготовки форм fljНедостатком известных установок является недостаточная производительность и нерациональное использование производственных площадей в связи с тем, что на каждом секторе установлена только одна форма.
Целью предлагаемого изобретения является увеличение производительности установки.
Поставленная цель достигается тем, что в карусельно-конвейерной установке сердечники установлены по концентрическим окружностям и каждый из сердечников снабжен электронагревательным устройством устанорленным через амортизаторы на платформе, наружные щиты опалубки выполйены съемными и снабжены приспособлениями для фиксации и закрепления их на поддоне, при этом установка снабжена токосъемным устройством,установленным в центральной части платформы для обеспечения энергией электронагревательных устройств сердечников, а виброуплотняющее оборудование и механизм подрыва снабжены индивидуальными приводными тележками , с возможностью их ращиального перемещения относительно платформы.
Кроме того, эта установка имеет целый ряд конструктивных особенностей по сравнению с известной, а именно:
- платформа выполнена неразрезной;
- механизм поворота платформа установлен с ее внешней стороны;
нагфавляюцие под толкателями: поддонов, снабжены амортизаторами:;
платформа снабжена поворотными упорами для закрепления поддонов;
- платформа снабжена монтажной площадкой, расположенной во внутренней части наружного контура, для обапужинания верхнего яруса форм,
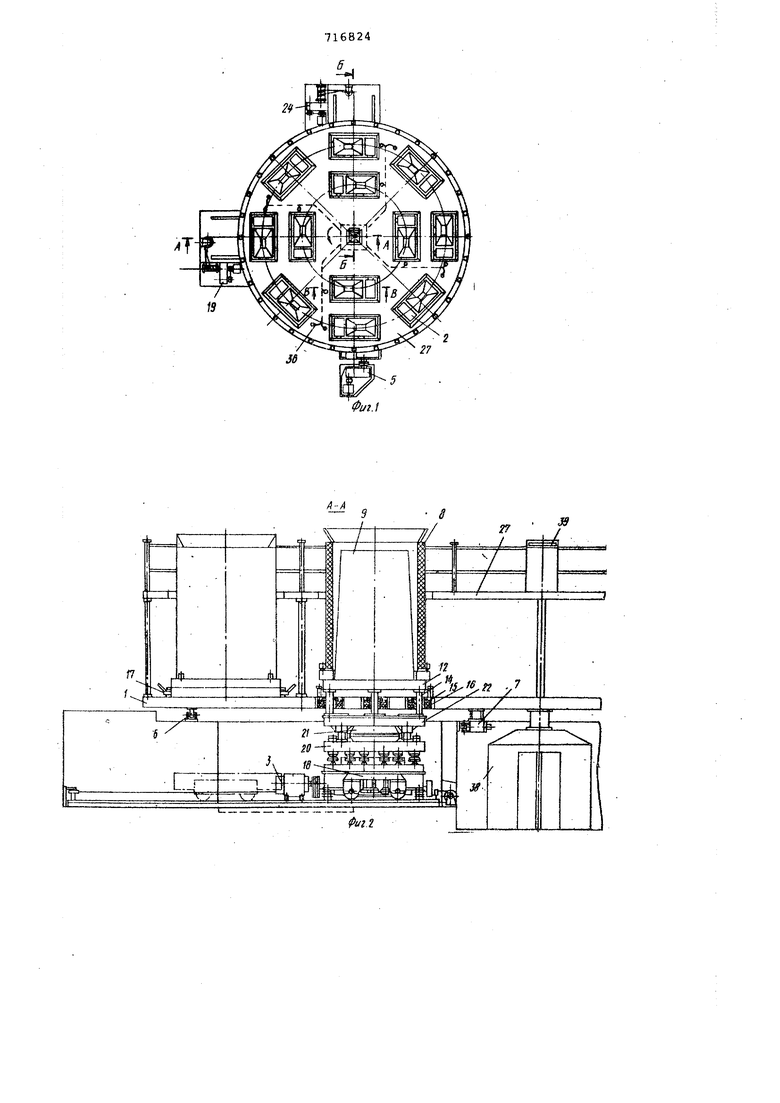
Карусельно-конвейерная установка для изготовления объемных элементов представлена на чертежах, гдез на фиг, 1 изображен общий вид установки в плане; на фиг 2 - пост уплотнения бетонной смесир разрез по Л-А на фиг, 1; на фиг, 3 пост :подрыва готового изделия разре:э по Б--Б на фиг., 1; на фиг, 4 - ввод токоведущего кабеля к нагревательным блокам, разрез по на фиг 1; на фиг, 5 - схема распалубки и съема изделия,
Установка содержит поворотнута ;Платформу 1 (фиг, 1 j 2, 3, 4 и 5) с установленными на ней по двум концентрическим кругам в радиальном на:правленйи формами 2, по ходу движения которых размещены основные технологические посты, в том числе механизм уплотнения бетонной смеси 3 и механизм подрыва готового изделия 4„
Поворотная платформа 1 состоит из сварной рарьи, имеющей форму круга,- механизма вращения платформьг 5, рвух рядов роликовых опор 6, воспри кмающих осевую нагрузку От рад:1ИЬльного смещения платформы 1 предусмотрены упорные ролики 7, Форма 2 для изготовления объемных строительных элементов состоит из четырех наружных бортов 8 и двух внутренних сердечников 9, пропущенных через подвижную рамку 10, на которую установлены наружныеборта 8 В рабочем положении борта 8 соединены замковы1ли устройствами и зафиксированы конусными фиксаторами (на чертеже не обозначены) в Кроме TorOf борта 8 в своем основании имеют фиксирующие штыри 11 ,
Сердечник 9 выполнен заодно с поддоном 12f через отверстия в котором пропущены толкатели 13.
Кроме TorOf с поддоном 12 жестко связаны толкатели 14, проходящие через блоки амортизаторов, закрепленных в отверстиях платформы 1, Блоки амортизаторов состоят из направляю1дих втулок 15 и резиновых амортизаторов 16„ Поддон 12 формы 2 крепится к платформе 1 с помощью вы:движных упоров 17„ Для уменьшения теплопохерь внутренняя полость опалубки заполнена теплоизоляционным материалом ,
Механизм подрыва готового изделия 4 состоит из подвижной тележки 23, пр;твода тележки 24, упорной плиты .5 и механизма подъема упорной плиты
26, Для обслуживания установки на платформе 1 установлена площадка обслуживания 27 ,
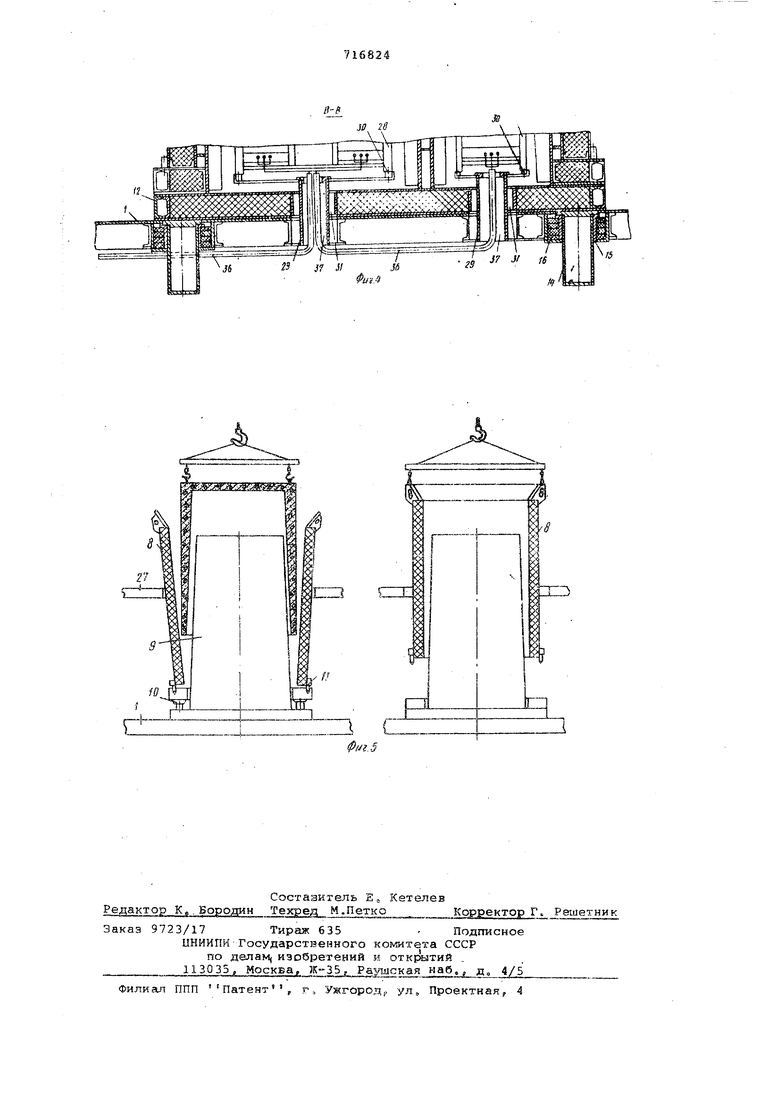
В установке предусгиотрена система термообработки, состоящая из установленных внутри сердечников 9 электронагревательных блоков 28. В качестве нагревателей применены ТЭНы, Электронагревательные блоки 28 установлены на опорах 29 через амортизаторы 30,
Q Опоры 29 жестко связаны с платформой 1 и с больишми зазорами 31 проходят через поддон 12, Подвод электроэнергии к электронагревательным блокам 28 осуществляется кольцевым токосъемником 32, жестко связанным с
платформой 1, СОСТОЯ115ИМ из токоведуuofx колец 33, щеток 34, изоляторов 35 и токоведущего кабеля 36, Последний заключен в металлические трубы и к нагревательным блокам 28 псдво0 дится через опоры 29, Отверстие ввода кабеля 36 забито изоляционным материалом 37, Для ограждения кольцевого токосъемника 32 предусмотрена защитная кабина 38,
5 Все металлические нетоковедущие части электроустановок, не находящихся под напряжением, зазег-шены. Управление нагревательными блоками, меxaнизмa -ш карусельной установки осуg ществляется с пульта управления.
Установка работает следуюьчим образом „
Готовую бетонную смесь заливают в очищенную и смазанную форму 2, ус тановленную на посту формовки После чего освобождают упоры )7, и включают привод 19, который переме::щает тележку 18 под форму вместе с установленным на ней механизмом уплотнения 3, Затем включают механизм под:1ъема
21 виброплощадки 20, который поднимает опорную плиту 22 и посредством толкателей 14 похщон 12 формы 2 над платформой 1 „ В это время толкатели 14 скользят в направляющих заулках
5 15, связанных с резиновыми амортизаторами 16, предотвращающих смещение исходного положения формы 2 и исключающих передачу вибрации на платформу 1 и на электронагревательные блоки 28,
По окончании уплотнения опорная плита 22 и форма 2 возвращаются в сходное положение, а привод 19
5 перемещает тележку 18 к следующей форме, расположенной радиально. В исходном положении упоры 17 фиксируют форму 2 на платформе 1 .
После этого механизм 5 поворачивает платформу 1 на один шаг, и на
0 посту формовки заливают смесь в очередную подготовленную . В то же отформованное изделие проходит термообработку до получения необходимой структурной прочности. С очередным поворотом платформы 1 на шаг, форма 2 попадает на пост распа71убки 4, где привод 24 подво.IHT тележку 2.1 под форму. При этог/ механизм подъема 26 под нимает упорную плиту 26, а она в свою отередь посредством толкателей 13 поднимает подвижную рамку 10 с отформованным готовым изделием, отрывая последнее от сердечника. После чего открываются замковые устройства наружных бортов 8 которые поворачиваются на фиксирующих штьфях 11 и откидываются на площадку обслуживания 27, освобождая полностью изделие, которое снимается с сердечника 9 при помощи траверсы и крюка. Освободившаяся форма при очередном повороте платформы попадает на пост подготовки формы к последующей формовке. На посту подготовки происходит чистка и смазка формы в следующем порядке. Борта 8 собираются в рабочее положение. Образуя блок бортов и как одно целое через площадку обслуживания 27 при помощи траверсы и крана транспортируется в специально отведенное мест вне платформы 1, где производится чистка и смазка бортов, В то же вре мя производят чистку и смазку сердечника 9, к которому после снятия бортов, открывается свободный доступ После чистки и смазки, блока бортов и сердечников, их собирают в форму По сравнению с известной установ кой для изготовления объемных элементов новая установка имеет следую щие технико-экономические преимущества:-увеличивает производительность труда в 2-2,5 раза; -обеспечивает рациональное использование производственных площадей за счет размещения форм на платформе по нескольким концентриче КИМ кругам в радиальном направлении Формула изобретения 1, Карусельно-конвойерная установка для изготовления объемных эле ментов, содержащая платформу с мех низмом ее попорота, сердечники, жес ко закрепленные на платформе с подд нами, каждьт из которых выполнен в виде подвижной рамы с толкателями, пропущенными в направляющих платформы, щиты наружной опалубки с замками для их соединения друг с другом и установленное в технологической последовательности оборудование для виброуплотнения бетонной массы, термообработки, распалубки с механизмом подрыва изделия и подготовки форм, отличающаяся тем, что, с целью увеличения производительности установки, сердечники установлены по концентрическим окружностям и каждый из сердечников снабжен электронагревательным устройством, установленным через амортизаторы на платформе, наружные щиты опалубки выполнены съемными и снабжены приспособлениями для фиксации и закрепления их на поддоне, при этом установка снабже на токосъемным устройством, установленным в центральной части платформы, для обеспечения энергией электронагревательных устройств сердечников, а виброуплотняющее оборудование и механизм подрыва установлены на индивидуальные тележки с возможностью их радиального перемещения относительно платформы. 2,Карусельно-конрсЛерная 5становка по п, 1, отличающаяс я тем, что платформа выполнена неразрезной, 3,Карусельно-конвейерная установка по п. 1,отличающаяс я тем, что механизм поворота платформы установлен с ее внешней стороны, 4,Карусельно-конвейерная установка по п. 1, отличающаяся тем, что направляющие в платформе предназначенные под толкатели поддонов, снабжены амортизаторами. 5,Карусельно-конвейерная установка по п. 1, отличающаяс я тем, что платформа снабжена поворотными упорами для закрепления поддонов. 6,Карусельно-конвейерная установка по п. 1,отличаю1цаяс я тем, чго платформа снабжена монтажной площадкой, расположенной во внутренней части наружного контура, для обопуживания верхнего яруса форм. Источники информации, ринятые во внимание при экспертизе 1, Авторское свидетельство СССР 376230, кл. В 28 В 7/22, 1972.
13
Фиг.


| название | год | авторы | номер документа |
|---|---|---|---|
| Поточно-конвейерная линия для изготовления объемных блоков | 1971 |
|
SU495208A1 |
| Формовочная машина для изготовления объемных блоков | 1973 |
|
SU476166A1 |
| Конвейерно-карусельная установка для прерывно-поточного производства строительных изделий | 1988 |
|
SU1539061A1 |
| Установка для изготовления объемных элементов | 1975 |
|
SU537819A1 |
| "Установка для изготовления объемных блоков типа "колпак" | 1989 |
|
SU1719206A1 |
| Технологическая линия для изготовления объемных железобетонных изделий | 1981 |
|
SU1108015A1 |
| Установка для изготовления объемных элементов | 1979 |
|
SU905097A1 |
| Способ изготовления объемных блоков | 1990 |
|
SU1768390A1 |
| Технологическая линия для изготовления строительных изделий | 1980 |
|
SU882751A1 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ЗАВОДА ПО ПРОИЗВОДСТВУ ПОЛИСТИРОЛБЕТОННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2299803C2 |

HZl
4i
