05 00
01
Т-.
Фаг.1
Изобретение относится к производству изделий из сборного железобетона и может быть использовано при производстве блоков унифицированной круговой обделки тоннелей MeTponOviHTeHOB.
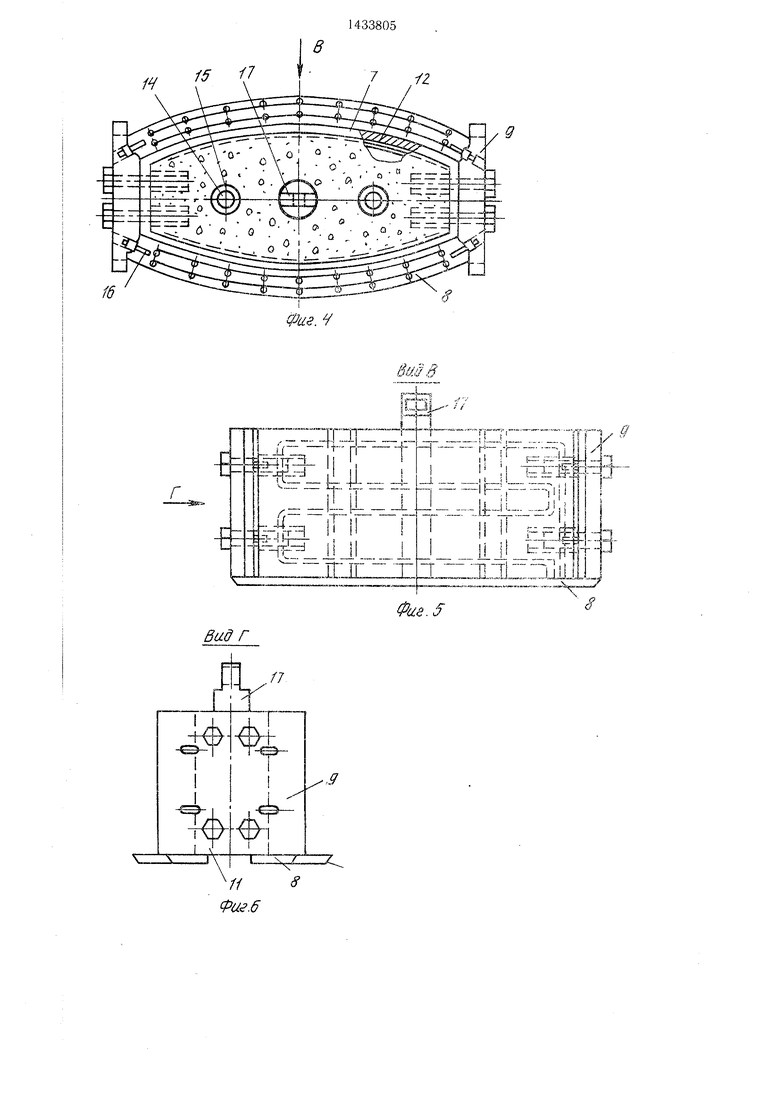
Цель изобретения - повышение качества ; изделий и снижение металлоемкости. ; На фиг. 1 изображена пресс-форма, по- i перечный разрез; на фиг. 2 - разрез А-А ; на фиг. I; на фиг. 3 - разрез Б-Б на фиг. 1; : на фиг. 4 - вкладыш в сборе, вид сверху; : на фиг. 5 - вид В на фиг. 4; на фиг. 6 - вид Г на фиг. 5; на фиг. 7 -узел I фиг. в стадии обжатия бетонной смеси; на фиг. 8 -- ; то же, в стадии сброса опрессовочного дав- |ления; на фиг. 9 - камера гидростатического прессования, обший вид; на фиг. 10 - разрез Д-Д на фиг. 9.
I Пресс-форма для изготовления бетонных I и железобетонных элементов содержит си- 1ловой контур, образуемый наружной цилинд- :рической 1 и криволинейной внутренней 2 I обечайками, полость между которыми за- : по. бетоном, два пуансона, выполненных в виде (птампов 3 с криволинейной фор- : мообразуюп1,ей поверхностью и с ребрами 4, входящими в нанрав.тяюшие пазы 5 внутрен- ; ней обечайки 2, и камеры 6 гидростатиче- i ского прессования, расположенные .между I пуансонами 3 и внутренней обечайкой 2. Внутри полости, образованной пуансонами 3 и частью внутренней поверхности силово1 о контура, по оси сим.метрии последнего установлен вкладыш, состоящий из металлического замкнутого контура 7, заполненного бетоном на пористом заполнителе, и перфорированного поддона 8. К плоским торцам вкладьпна нрикренлены консольно-высту- наюшне вертикальные стенки 9, расположенные внутри силового контура зеркально относительно малой торцовой поверхности изделия 10.
Перфорированный поддон 8 имеет прямоугольную канавку И, в которой размешена нрямоуго.чьпая полоса, являющаяся частью днища силового контура. К криволинейной поверхности вкладын1а с его внутренней стороны приварен паропровод 12, выполненный в виде змеевика из нолутруб, концы которого выведены за пределы формы в нижней части. Соосность силового контура и вкладыша обеспечивается двумя направляющими центрируюши.ми вертикальными 1птангами 13, приваренными к прямоугольной полосе днища силового контура и проходящими через вертикальные отверстия 14 во вклaдыпJe, обрамленные замоноличенной в бетоне металлической трубой 15. Из вертикальных стенок 9 по его оси выступают конические штыри-фиксаторы, являющиеся концевой частью болтов 16, ввернутых в стенки. Вкладыш имеет заанкеренную в его теле тягу с проушиной 17.
Гидростатические камеры 6 отделены одна от другой ребрами 4 пуансонов 3. Каж0
5
0
5
0
5
0
5
0
5
дая камера выполнена в виде каркаса 18 из, металлического изогнутого листа с радиусом кривизны, равным радиусу кривизны наружной поверхности изделия 10, и резинового чехла 19, закрепленного на каркасе.. Последний снабжен штуцером 20, к которому присоединяется гибкий шланг 21, соединенный с коллектором 22. Герметизация камеры 6 обеспечивается гайкой 23, поджимающей через шайбу 24 армированные края отверстия в резиновом чехле 19 к металлическому каркасу 18.
Неподвижные формообразуюш.ие поверхности вкладыша и пуансонов 3 образуют две замкнутые полости, минимальные поперечные размеры поперечного сечения которых, соответствующие размерам изготавливаемых конструкций, фиксируются ограничителями 25 уголкового сечения, приваренными к крайним ребрам пуансонов 3. В пазах, образуе.мых крайними ребрами пуансонов 4 и ограничителями 25, установлен по всей высоте формы упругий прямоугольный резиновый элемент 26.
Наружная обечайка 1 снабжена торцовой заглушкой 27, перфорированной в местах, расположенных над внутренними полостями, и усиленной двумя ребрами 28 жесткости. Она крепится гайками 29, навинчиваемыми на шпильки 30, укрепленные на наружной обечайке 1 силового контура.
Пзготовление изделий в предлагаемой пресс-форме производится следующим об- разо.м.
В подготовленные полости, образуемые неподвижными формообразующими поверхностями вкладыша и пуансонов 3, устанавливается арматурный каркас изделия 10. После этого рабочая полость пресс-формы заполняется бетонной смесью, которая на нервом этапе унлотняется вибрированием. Затем пресс-форма закрывается верхней торцовой заглушкой 27 и создается давление в камере 6 шдростатического прессования подачей в нее жидкости от источника высокого давления через коллектор 22 по шлангам 21. При этом давление через эластичные резиновые камеры 6 передается на пуансоны 3, которые, деформируя упругие элементы 26, прессуют бетонную -с.месь. Отжимаемая влага из бетонной смеси через отверстия в поддоне 8 вкладьпиа и верхней заглушки 27, а также в местах контакта металлических частей формы отводится за ее пределы. Затем к змеевику 12 вкладыша подается нар.. После набора бетоном изделия распа- лубочпой прочности источники пара и давления отключаются. Давление жидкости в гидростатических камерах 6 сбрасывается до нуля, упругие элементы 26 принимают свое первоначальное положение, возвращая в исходное положение и нуансоны 3. При этом образуется зазор .между формообразующей поверхностью пуансона 3 и готового элемента 10. Снимается торцовая заглушка 27, изделие 10 вместе с вкладышем за тягу 17 извлекается из полости силового контура и переносится на пост распалубки, где после снятия стенок 9 изделия 10 отправляются на склад. После сборки вкладыша, его смазки и очистки он вновь устанавливается в очиш,енную полость силового каркаса. Цикл изготовления повторяется.
Формула изобретения
1. Пресс-форма для изготовления бетонных и железобетонных элементов, преимущественно блоков унифицированной круговой обделки тоннелей метрополитена, содер- жаш,ая силовой контур и пуансоны, отличающаяся тем, что, с целью повышения качества изделий и снижения металлоемкости, она снабжена камерами гидростатического прессования, вкладышем и вертикальными стенками для его крепления, силовой контур выполнен в виде наружной цилиндрической
0
5
0
и внутренней криволинейной обечаек, полость между которыми заполнена бетоном, при этом внутренняя обечайка выполнена с пазами, каждый пуансон - в виде штампа с криволинейной формообразующей поверхностью и с входящими в пазы внутренней обечайки ребрами, крайние из которых снабжены ограничителями с упругими элементами, причем наружная обечайка снабжена торцовой перфорированной заглушкой формовочной полости между пуансонами и вертикальными стенками, а камеры гидростатического прессования расположены между пуансонами и внутренней обечайкой.
2. Пресс-форма по п. 1, отличающаяся тем, что каждая камера гидростатического прессования выполнена в виде каркаса из металлического изогнутого листа с радиусом кривизны, равным радиусу наружной поверхности изделия, и закрепленного на нем резинового чех-ла, причем каркас снабжен резьбовы.м и туцером с гайкой для поджатия чехла к,каркасу.

| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2016 |
|
RU2633932C1 |
| Пресс-форма для изготовления железобетонных изделий | 1990 |
|
SU1805043A1 |
| Пресс-форма для изготовления железобетонных изделий | 1988 |
|
SU1675089A1 |
| Установка для изготовления бетонных и железобетонных изделий | 1990 |
|
SU1756155A1 |
| Установка для изготовления железобетонных изделий методом прессования | 1989 |
|
SU1778002A1 |
| Пресс-форма для изготовления железобетонных изделий | 1985 |
|
SU1390034A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И МЕХАНИЗМ БОКОВОГО ОБЖАТИЯ | 2004 |
|
RU2274547C2 |
| Пресс-форма для изготовления изделий из бетонных смесей | 1990 |
|
SU1791120A1 |
| Прессформа для изготовлениябЕТОННыХ и жЕлЕзОбЕТОННыХ издЕлий | 1978 |
|
SU799945A1 |
| Установка для изготовленияжЕлЕзОбЕТОННыХ блОКОВ | 1979 |
|
SU841971A1 |


Изобретение относится к производству изделий из сборного железобетона и может быть использовано для производства блоков унифицированной круговой обделки тоннелей метрополитена. Цель изобретения - повышение качества изделий и снижение металлоемкости. Пресс-форма для изготовления бетонных и железобетонных элементов содержит силовой контур в виде ной 1 и внутренней 2 обечаек, полость между которыми заполнена бетоном, р.уансоиы 3, камеры 6 гидростатического прессования, расположенные между пуансонами 3 li внутренней обечайкой, вкладьин и перфорированную заглушку 27, закрепленную на наружной обечайке. Пуансоны 3 выполнены в виде штампов с криволинейной формообразующей поверхностью и снабже И1| роб- рами 4, входяидими в пазы 5 обечайки 2. Причем крайние из ребер снабжены ограничителями 25 с упругими элеме}п-ами 26, а каждая ка.мера гидростатического прессования выполнена в.виде каркаса из vieTa;i- лического изогнутого листа с радиусом кривизны, равным радиусу кривизны наружной поверхности изделия, и закрепленного на нем резинового чехла. Каркас снабжен резьбовым штуцером с гайкой для поджатия чехла к каркасу. 1 з. п. ф-лы, 10 ил. tp
У
/
30
Б-6 Фае. 2.
Л
8
Л
3
В
/у
Фаз. У
7 /2
25
2
26
Pae.7
(риг. 9
23
Фиг. Ю
| Устройство для прессования блоков | 1978 |
|
SU887179A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
