Известны устройства для одноосного прессования заготовок сухой древесины, состоящие из прсссформы, пуансона и матрицы с опорными 1говер.хностями.
Однако € помощью этих устройств сложно получить формообразования нужного профиля секторов кольцеобразного типа с заданным центральным углом, технология изготовления их длительна.
Предлагаемое устройство отличается от известных тем, что опорные поверхности пуансона и матрицы выполнены под углом, равным половине Центрального сектора заданных разAiepois, а средняя часть пуансона и матрицы по их длине снабжена пазом, в который уста}1авливается направляющая упорная планка.
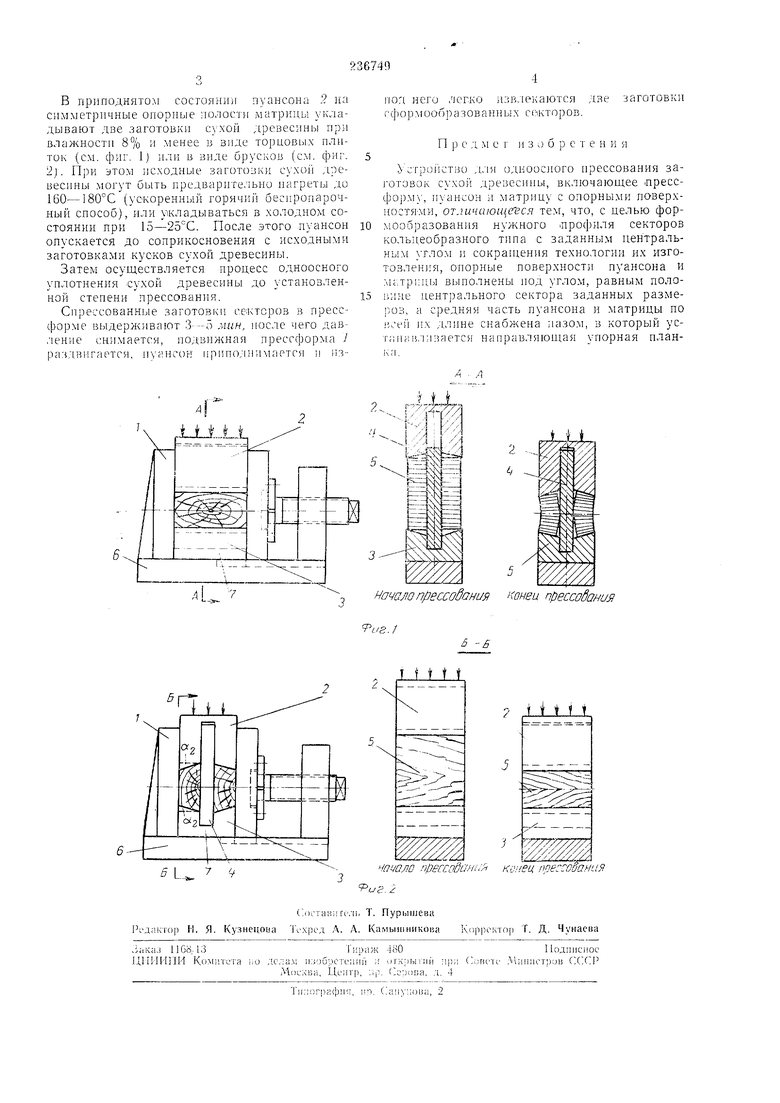
Па фиг. 1 схематически изображено описываемое устройство с разрезом по А-А (начало и конец прессования); на фиг. 2 - то же, с разрезом по Б-Б (начало и конец прессования), но волокна древесины ориентированы параллельно оси будущих вкладышей.
Устройство состоит из универсальной прессформы J типа парал.лельных тисков с винтовым (возможно и с гидравлическим) зажимом, пуансона 2, матрицы 3 и разделительной, улорной планки 4.
половине центрального угла прессуемого сектора. Между внутренними с)м.мстрпчнымп иолостямп .матрицы и пуансона имеются пазы цеобходи.мой miipiiHiji па всю пх длину, длине прессуемого сектора. В паз 5 матрицы вставляются разделптельная плапка 4 толщиной, равной ширине паза по широкохоДОБОЙ посадке третьего класса точности. Па эту планку сганавлпвается пуансон,
паз в котором выполнен по ширине в размер и нод иосадку аналогично, как п в матрице, а по высоте - с учетом .величины степени прессования формообразусмого сектора. Пр)1 этом шсчет степени прессования рекомендуется
производить по размеру меньп1его осноиа 111я сектора.
Устройство работает следуюииш образом. Па стол 6 гидравлического пресса устанавливается прессформа 1, прп этолг она должна
быть закреплена так, чтобы обеспечить необходимую соосность оси плунжера (на чертеже не показан) гидравлического иресса с центром пересечения диагоналей опорной площадки 7 между тисками прессформы. Па площадке между тисками устанавливается матрица j д;1я прессованпя секторов с расположением волокон древесины рад ально (к центру центрального угла) и аксиально (параллельно оси будущей втулки, собранной из необходиВ приподнятом состоянии пуансона . на спмметрнчные опорные зюлости матрн11ы укладывают две заготовки сухой древесины при влажности 8% и менее в впде торновых плиток (см. фиг. Ij илн в впде брусков (см. фиг, 2j. При этом пс.ходные заготовки cyxoij древеспны могут быть предвар1ггельно нагреты до 160-180°С(ускоренный горячий беспропарочный способ), или укладываться в холодном состоянии при 15-2о°С. После этого иуансон опускается до соирикосновения с исходными заготовками кусков сухой древесины.
Затем осуществляется ироцесс одноосного уплотнениясухой древесины до установленной степени прессовання.
Спрессованные .заготовки секторов в прессформе выдерживают 3--5 мин, после чего давление снимается, подвижная ирессформа У раздвигается, пуансон приполпимается и пззаготовкп
П р с д .1 е г и 3 о б р е т е н и я
Уст:)011ство для одноосного прессования заготовок сухой древесипы, включающее прессфо)му, пуансон и матрппу с опорными поверхностями, от.тчающсеся тем, что, с пелью формообразования нужного лрофиля секторов кольнеобразного типа с заданным центральным утлом и сокрап1ения технологии их изготовления, опорные поверхности пуансона и .м;;тр|;г1Ы выполнены нод углом, равным половине пентрального сектора заданных размеров, а средняя часть пуансона и матрицы по ксе длпне снабжена пазом, в который устапивливяется направляющая упорная план, ,4,Д.,
-- г-- (
,1и....и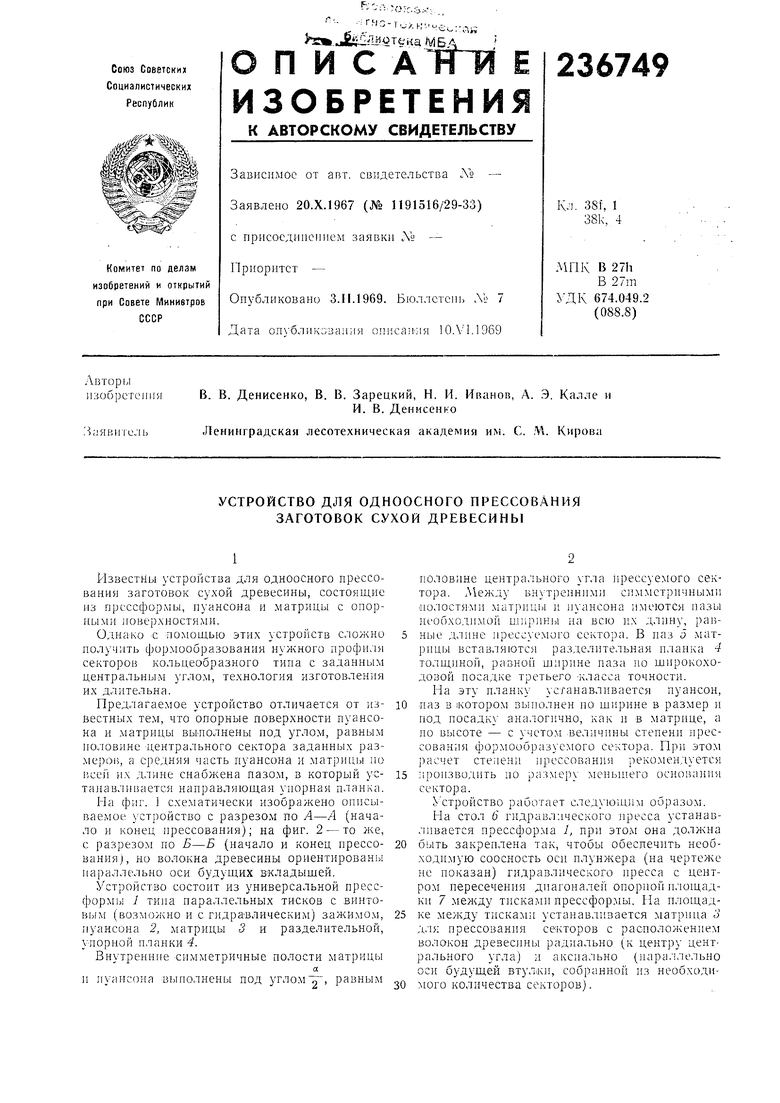
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ФОРМООБРАЗОВАНИЯ ШАШЕК/ ШЕСТИГРАННОЙ ФОРМЫ ИЗ ЦЕЛЬНОЙ ДРЕВЕСИНЫ^ _;i С ГЕКА | 1971 |
|
SU319473A1 |
| Устройство для формообразования секторов из древесины | 1975 |
|
SU530790A1 |
| ВС-СО.ОаНДЯПДТ?Ш'1Ш^':;.КШГ:^ НАЛ | 1973 |
|
SU374177A1 |
| ПРЕСС-ФОРМА ПРОХОДНОГО ТИПА | 1972 |
|
SU333071A1 |
| Пресс-форма для прессования металлических порошков | 1979 |
|
SU863179A1 |
| СПОСОБ ПРОИЗВОДСТВА ДРЕВЕСНО-МЕТАЛЛИЧЕСКИХ ВТУЛОК И ВКЛАДЫШЕЙ | 1969 |
|
SU256985A1 |
| Разборная пресс-форма для прессования порошков | 2024 |
|
RU2838040C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ЗАГОТОВОК ИЗ ДРЕВЕСИНЫ | 1972 |
|
SU421524A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ДРЕВЕСИНЫ | 1992 |
|
RU2041808C1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОКРЫШЕК | 1969 |
|
SU235976A1 |
