Изобретение от.носится к порсядковой металлургии, в частности к пресс-формам для прессования длинномерных заго тЪвок и заготовок типа тел вращения из металлических порошков. Известна пресс-форма для прессования металлических порошков, включающая матрицу, каркас и пуансон, выполненный в виде эластичной втулки и заглушки, с помощью гайки, прижимающей края эластичной втулки к жесткому каркасу. При этом пресс-форма размещена в контейнере, заполненном жидкостью и соединенном с источником давления И . Недостаток данной пресс-формы ее низкая производительность, обусловленная необходимостью сборки и ра борки всех элементов пресс-формы пос ле Каждого цикла прессования. Наиболее близкой по технической сущности и достигаемому эффекту к предлагаемой является пресс-форма Д прессования металлических порсииКов, включающая матрицу, обойму и пуансоны с направляющими. При этом обойма выполнена с конической внутренней поверхностью, а пуансоны выполнены со сксяиенной опорной поверхностьюГ2 Недостатки данной пресс-формы низкая плотность спрессованных длиннсмериых заготовок и заготовок типа тел вргицения, а также низкая равнсжерность распределения плот ноет ji по их объему, что обусловлено возникноврнием арочного эффекта, в прессуемом порошке и отсутствием возможности относительного перемещения пороаковых частиц в процессе прессования. Цель изобретения - повышение плотности спрессованных заготовок и обеспечение равномерного распределения плотности по их объему. Указанная цель достигается тем, что пресс-форяла, включающая матрицу, обойму и пуансоны с направляющими, снабжена копирс 1, выполненным в виде расположенных на внутренней поверхности обойлйл профилированных элементов со знакопеременной циклически повторякндейся формой поверхности, сдвинутой по фазе на 0,25-0,5 периода для каждого из соседних элементов, при этом направляющие пуансонов выполнены в виде секторов, связанных между собой общим основанием, и замыкающей шайбы, установленной над секторамиj профилированные элементы выполнены в виде паза или буртика.
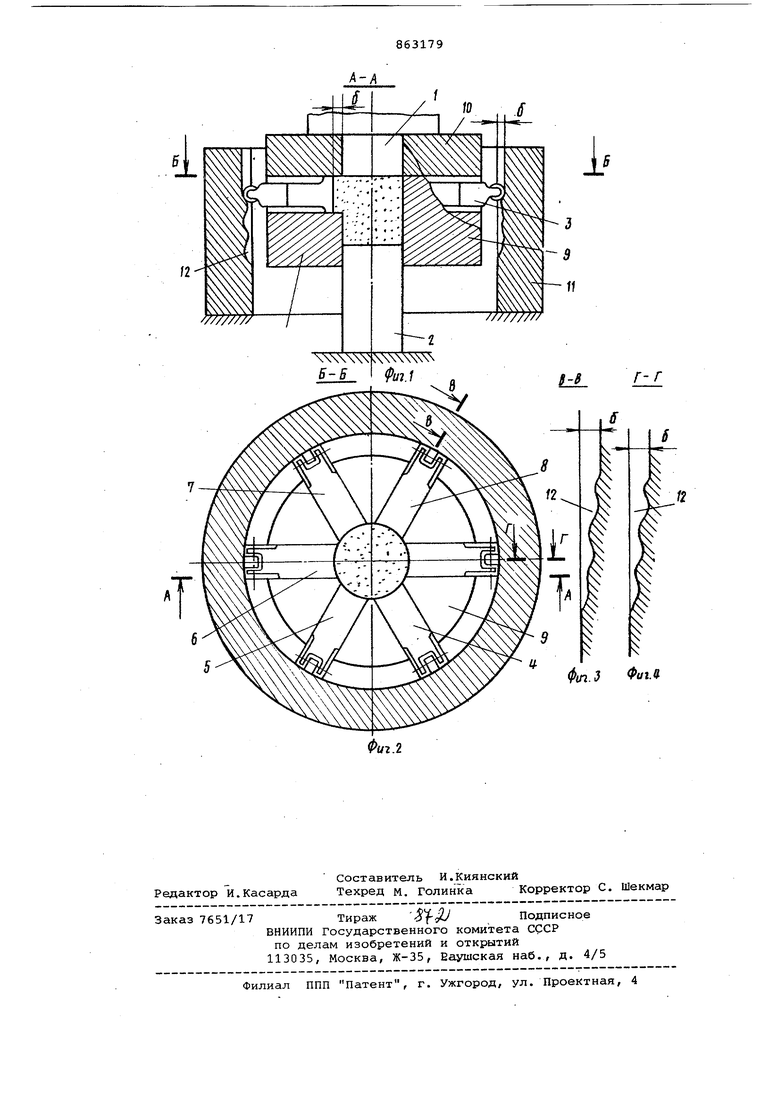
На фиг. 1 показана схема прессформы/ разрез А-А на фиг. 2, на фиг. 2 - разрез Б-Б на фиг. 1 на фиг. 3 - разрез В-В на фиг. 2; на фиг. 4 - разрез Г-Г на фиг. 2.
Пресс-форма для прессования метал
лических порошков состоит из верхнего 1, нижнего 2 и боковых 3-8 пуансонов, расположенных по периметру прессуемой заготовки под углом не более 60° друг к другу и выполненных с рабочей поверхностью, кривизна котрой соответствует кривизне соответствующего участка спрессованной заготовки, матрицы, выполнейной в виде направляющих, состоящих из секторов связанных общим основанием 10, обоймы 11, на рабочей поверхности которой выполнен копир 12 в виде профилированных элементов (пазов или буртиков) со знакопеременной циклически повторяющейся формой поверхности, сдвинутой по фазе на 0, периода для каждого из соседних элементов (см. фиг. 3 и 4) , где величина профилированного элемента, в данном случае - глубина паза, обозначена индексом.
Боковые пуансоны установлены в зазорах между секторами 9 и профилированными элементами.
Пресс-форма работает следующим образом.
В матрицу, находящуюся в крайнем верхнем положении, загружают порошок При помощи вертикальных пуансонов порошок сжимают, в результате чего про исходит вытсшкивание боковых пуансонов до их упора в копир (профилированные элементы). При достижении заданной плотности верхний пуансон упирается в торец 10 основания и перемещает матрицу вниз (относительно обоймы с профилированными элементами) . При этом происходит перемещение радиальных пуансонов по закону заданному геометрией поверхности прфилированных элементов. Последние задают знакопеременный закон движения со сдвигом по фазе на 0,25-0,5 периода на каждом из соседних элет ентов. При этом в прессуемой заготовке создаются последовательно смещаемые по периметру заготовки, очаги деформации. Фазовый сдвиг на величину менее 0,25 периода невызывает заметного эффекта, а сдвиг на величину более 0,5 периода вызывает затуt .
хание локальных очагов деформации порошкового материала.
При послёдуилцем опускании матрицы боковые пуансоны выходят из копира, а процесс прессования заканчивается.
Воздействие сдвиговых деформаций в прессуемом порошке приводит к увеличению плотности спрессованных заготовок до 95-97%, а обжатие заготовки при помощи боковых пуансонов обеспечивает получение равномерной плотности по объему заготовки независимо от соотношения ее высоты и диаметра.
Таким образом, применение предлагаемой пресс-формы повышает плотност спрессованных длинномерных заготовок и заготовок типа тел вращения, например , в виде шара, эллипса и т.п., а также обеспечивает равномерное распределение плотности по их объему.
Формула изобретения
1.Пресс- форма для прессования металлических порошков, включанндая матрицу, обойму и пуансоны с направляющими, отличающаяся тем, что, с целью повышения плотности спрессованных заготовок и обеспечения равномерного распределения плотности по их объему, она снабжена копиром, выполненным в виде расположенных на внутренней поверхности обоймы Профилированных элементов со знакопеременной циклически повторяющейся формой поверхности, сдвинутой по фазе на 0,25-0,5 периода для каждого из соседних элементов, при этом направляющие пуансоноь выполнены
в виде секторов, связанных между собой общим основанием, и замыкающей шайбы, установленной над секторами.
2.Пресс-форма по п.1, о т л ичающаяся- тем, что профилированные элементы выполнены в виде паза или буртика.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 379315, кл. В 22 Р 3/04, 1971.
2.Радомысельский И.Д. и др. Пресс-формы для порошковой металлургии. Расчет и конструирование. Киев, Техника - , 1970, с. 10-11, рис. 4.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2003 |
|
RU2243853C1 |
| Разборная пресс-форма для прессования порошков | 2024 |
|
RU2838040C1 |
| Способ прессования металлических порошков и устройство для его осуществления | 1980 |
|
SU946800A1 |
| СПОСОБ ИМПУЛЬСНОГО ПРЕССОВАНИЯ ТВЕРДЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083328C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ ИЗДЕЛИЙ ЭЛЕКТРОННОЙ ТЕХНИКИ | 2015 |
|
RU2604552C2 |
| Установка для прессования металлических порошков | 1983 |
|
SU1122421A1 |
| Установка для прессования изделий из порошков | 1977 |
|
SU679317A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ СЛОЖНОГО ПРОФИЛЯ ИЗ ПОРОШКОВ | 2014 |
|
RU2553143C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2006 |
|
RU2324595C2 |
| СПОСОБ ПРЕССОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ КОМПОЗИЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2132253C1 |