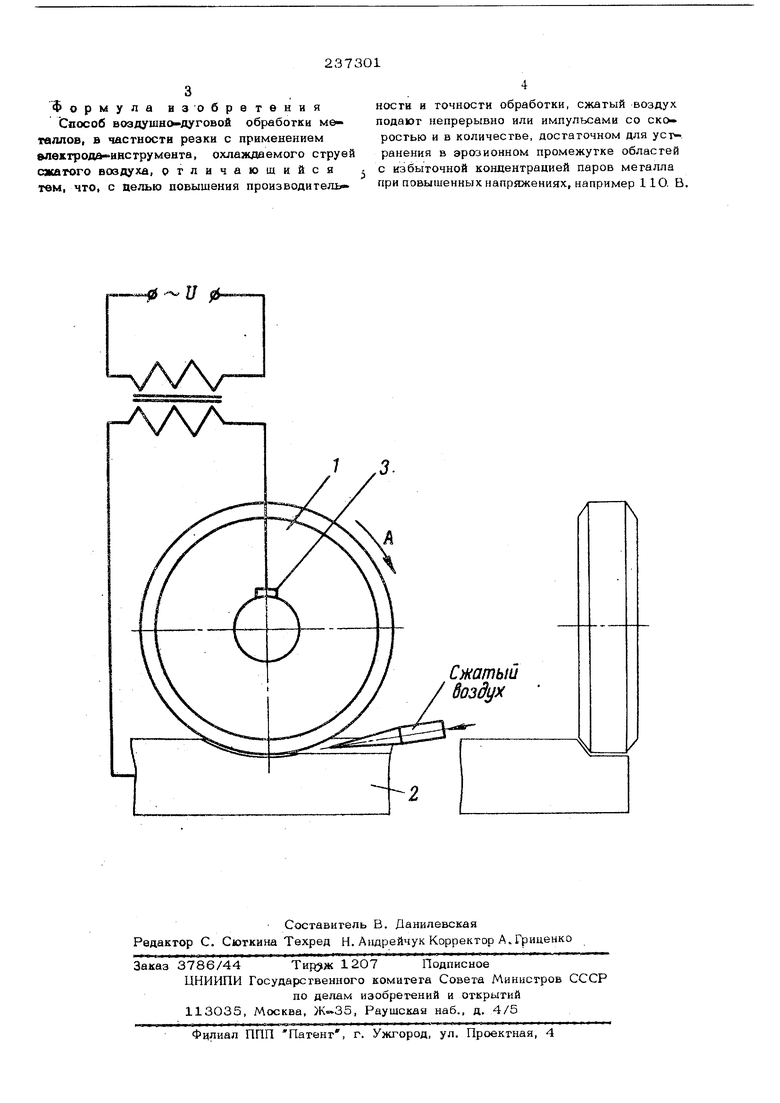
Известны способы и устройства для воздушно-дуговой обработки, в частности резки с применецием электрода-инструмента, охла даемого струей сжатого воздуха. Предлагаемый способ позволяет обеспе чигь повышение производительносги н носги обработки. Это достигается гем, что сжатый воздух подают непрерывно иди им° пульсами со скоростью и в количестве, доо таточном для устранения в эрозионном промежутке области с избыточной ко1щентрадне паров металла при повышенных напржкениях, например 110 В. На чертеже приведена схема осуществле ния предлагаемого способа. Ток промышленной частоты подают на клеммы первичной обмотка понижаюшего трансформатора. Технологический ток подаюг к диску 1 и к обрабатываемой заготовке 2 по токоподводам 3. Между вращаюшимся (по стрелке А) диском 1 и заготовкой 2 возникают электрические дуги, которые пре имушественно удерживаются в одной и той же ограниченной об.части .с наибопьшенксл ценграцией паров металла. Применение струи слх;атого воздуха аысо-когодавления (например 15атмибопее) ь,а--нестеенно изменяет процесс. Дугопью р.- РИДЫ будут возбркдаться только Б ..;е:;тгх наименьших зазоров меж.ду неровноеvft;-./:i о5 рабагываемсй заготовки п -рабочей кролльой Брашаюш.егося диска, т. е, начало ьсзбу ица- ния процесса и его характер завнсяг rcjicpb D болгзлей степени от напряженности эп-эк-трического поля между вершинами неровна-, стей электродов, чем от степени ионизакаи данной области малолектродного аромежуг- ка. ДугоБЫе разряды станут, более .;11ч нымя, локалнзоБа1шь ми и по i.sepe выплсг; ления некоторого объема будут Hsup6pbiiV iO перемешаться по обрабатывавг-лой погзер.У-п сги (в основном в местах наименьших эазо ров мейсду врашаюшимся дисковым Э;е;-;-гра-. дом и обрабагываемой загогоБКОй), поа;сому шероховагость поверхности станет bieHiuia; следоват е.аыш , качество улучшится.
Формула изобретения Способ воздушно-дуговой обработки м©« галлов, в частности резки с применением влвкгрода-ннструмента, охлаждаемого струей сжатого всхздуха, огличаюшийсн тем, что, с пелью повышения производитель
ности и точности обработки, сжатый воздух подают непрерывно или импульсами со скоростью и в количестве, достаточном для устранения в эрозионном промежутке областей с избыточной концентрацией паров металла при повышенных напряжениях, например 110. В.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ РЕЗКИ МЕТАЛЛОВ | 1968 |
|
SU217563A1 |
| Способ резки электрическим оплавлением | 1990 |
|
SU1776504A1 |
| Способ удаления грата после контакт-НОй ОбРАбОТКи зАгОТОВОК пРЕиМущЕСТВЕН-HO пРи пОМОщи ВОздушНО-дугОВОй РЕзКи | 1978 |
|
SU806315A1 |
| Электрод для дуговых процессов в окислительных средах | 1990 |
|
SU1731548A1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668621C1 |
| Устройство для электроэрозионной обработки | 1959 |
|
SU129931A1 |
| СПОСОБ И УСТРОЙСТВО ПРЕДОТВРАЩЕНИЯ ОБРАЗОВАНИЯ ТЕПЛОВОГО КУМУЛЯТИВНОГО КАНАЛА НА МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ КАТОДА И ФИКСАЦИИ ПОЛОЖЕНИЯ РАЗРЯДНОГО КАНАЛА НА КАТОДЕ | 2017 |
|
RU2677624C2 |
| Резак для воздушно-дуговой поверхностной и разделительной обработки металлов | 1986 |
|
SU1512733A1 |
| Устройство для воздушно-дуговой резки металла | 1960 |
|
SU143942A1 |
| СПОСОБ ПЛАЗМЕННОЙ ОБРАБОТКИ НЕГОРЮЧИХ МАТЕРИАЛОВ | 2009 |
|
RU2418662C1 |
.3Сжатыйбоздух

