1
Изобретение относится к сварке, а более конкретно к воздушно-дуговой резке металла и может быть использовано при удалении грата со стков стержней (полос), свариваемых контактной сваркой.
Известен способ, реализуемый при помощи воздушно-дугового резака, состоящего из держателя, неплавящегся электрода, между торцом которого и обрабатываемым изделием возбуждают электрическую дугу, и сопла, подводйщегЪ в зону дуги сжатый воздух, удаляющий расплавленный металл 1.
Однако, в случае применения такого резака дляудаления грата nqcле стыковой контактной сварки стержней (полос), электроду необходимо сообщить перемещение в трех направлениях - вдоль своей оси, по периметру стыка и параллельно продольной оси стержня. Сложная траектория перемещения и интенсивное сгорание электрода затрудняет автоматизацию процесса удаления грата. В случаях, когда грат недопустим по технологическим соображениям, например при гибке колец стержней, наращиваемых контактной сваркой в непрерывную плеть, его удаляют ручным воздушнодуговым резаком с остановкой техно логической линии во время выполнения этой операции.
Известен также способ, реализуемый при помощи устройства, при котором вращающиеся дисковые электроды размещают в плоскости, перпендикулярной поверхности заготовки, смещают их один относительно другого вдоль
0 продольной оси заготовки, а торцы электродов обрабатывают по форме заготовки 2.
Однако в этом способе электрод имеет сложную траекторию движения, 5 .требуется большая мощность источника питания дуги и не обеспечивается достаточная стойкость электрода.
Цель изобретения - снижение мощности источника питания дуги и повышение стойкости электрода.
Поставленная цель достигается тем, что электроды размещают под острым углом к продольной оси заготовки.
5
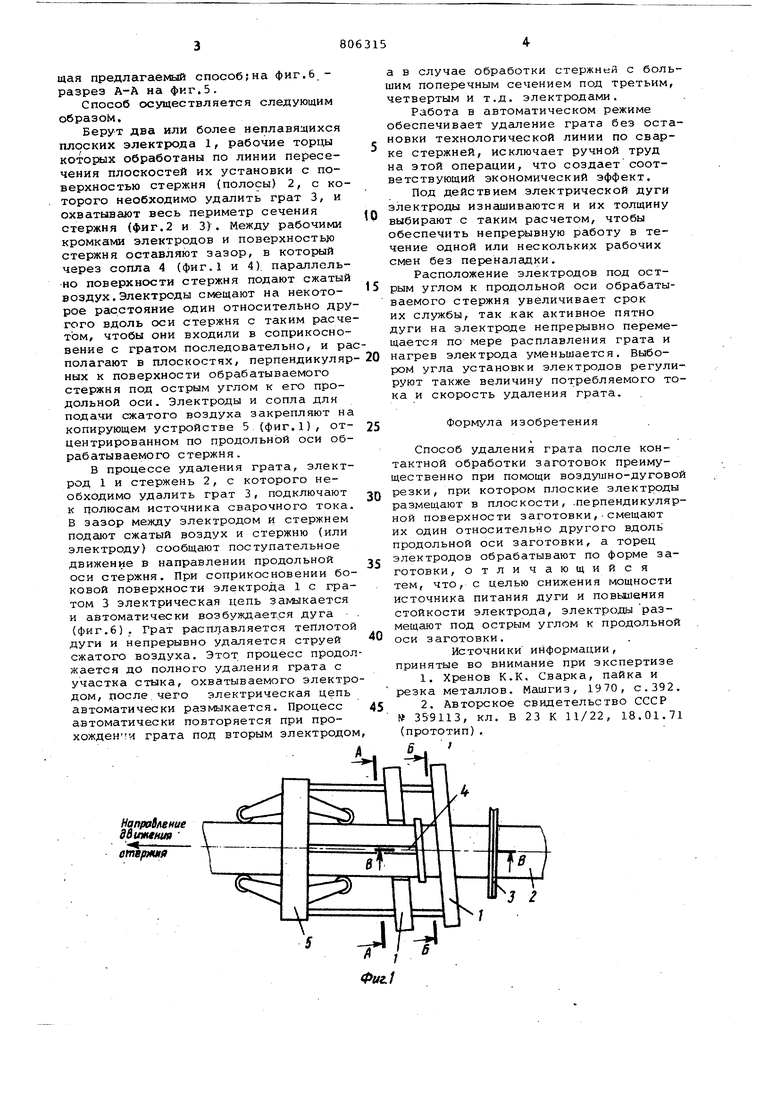
На фиг.1 представлена установка, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на
30 фиг.1; на фиг.З - схема, реализующая предлагаемый способ;на фиг.6 разрез А-А на фиг.5.
Способ осуществляется следующим образом.
Берут два или более неплавящихся плоских электрода 1, рабочие торцы котоЕжлх обработаны по линии пересечения плоскостей их установки с поверхностью стержня (полосы) 2, с которого необходимо удалить грат 3, и охватывают весь периметр сечения стержня (фиг.2 и 3). Между рабочими кромками электродов и поверхностью стержня оставляют эаэор, в который через сопла 4 (фиг.1 и 4). параллельно поверхности стержня подают сжатый воздух.Электроды смещают на некоторое расстояние один относительно другого вдоль оси стержня с таким расчетом, чтобы они входили в соприкосновение с гратом последовательно, и ра полагают в плоскостях, перпендикулярных к поверхности обрабатываемого стержня под острым углом к его продольной оси. Электроды и сопла для подачи сжатого воздуха закрепляют на копирующем устройстве 5 (фиг.1), отцентрированном по продольной оси обрабатываемого стержня.
В процессе удаления грата, электрод 1 и стержень 2, с которого необходимо удалить грат 3, подключают к цолюсам источника сварочного тока. В зазор между электродом и стержнем подгиот сжатый воздух и стержню (или электроду) сообщают поступательное движение в направлении продольной оси стержня. При соприкосновении боковой поверхности электрода 1 с гратом 3 электрическая цепь замыкается и автоматически возбуждает,ся дуга (фиг.6). Грат расп7 авляется теплотой дуги и непрерывно удаляется струей сжатого воздуха. Этот процесс продолжается до полного удаления грата с участка стыка, охватываемого электродом, после чего электрическая цепь автоматически размыкается. Процесс автоматически повторяется при прохождении грата под вторым электродом
а в случае обработки стержней с большим поперечным сечением под третьим, четвертым и т.д. электродами.
Работа в автоматическом режиме обеспечивает удаление грата без остановки технологической линии по сварке стержней, исключает ручной труд на этой операции, что создает соответствующий экономический эффект.
Под действием электрической дуги электроды изнашиваются и их толщину выбирают с таким расчетом, чтобы обеспечить непрерывную работу в течение одной или нескольких рабочих смен без переналадки.
Расположение электродов под острым углом к продольной оси обрабатываемого стержня увеличивает срок их службы, так .как активное пятно дуги на электроде непрерывно перемещается по мере расплавления грата и нагрев электрода уменьшается. Выбором угла установки электродов регулируют также величину потребляемого тока и скорость удаления грата.
Формула изобретения
Способ удаления грата после контактной обработки заготовок преимущественно при помощи ВОЗДУ1ЛНО-ДУГОВО
резки, при котором плоские электроды размещают в плоскости, .перпендикулярной поверхности заготовки,смещают их один относительно другого вдоль продольной оси заготовки, а торец электродов обрабатывают по форме заготовки, отличающийся тем, что, с целью снижения мощности источника питания дуги и повышения стойкости электрода, электроды размещают под острым углом к продольной оси заготовки.
Источники информации, принятые во внимание при экспертизе
1.Хренов К.К, Сварка, пайка и резка металлов. Меоигиз, 1970, с. 392.
2.Авторское свидетельство СССР
№ 359113, кл. В 23 К 11/22, 18.01.71 (прототип).
Иапрабление aowKtHua
стержня Г Tj jKamtfu бозЗуц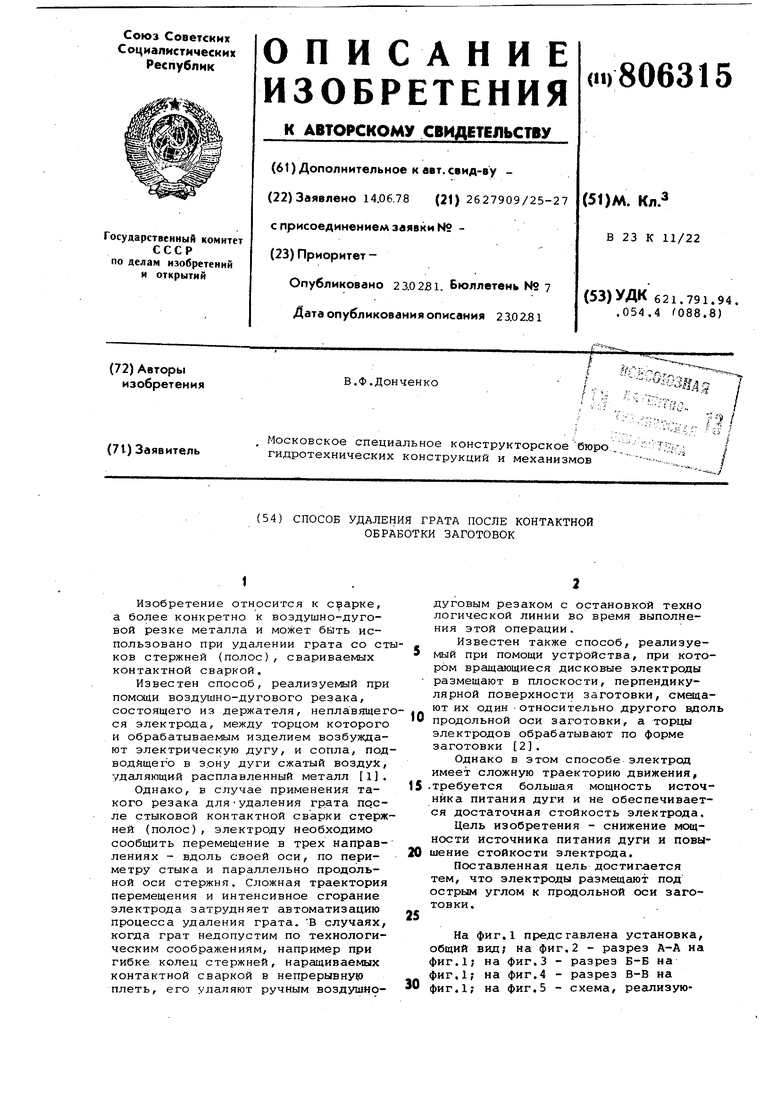
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2112636C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2455135C1 |
| Способ резки труб плазменной горелкой | 1982 |
|
SU1073024A1 |
| Автомат для стыковой сварки давлением | 1988 |
|
SU1668074A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ НЕПРЕРЫВНЫХ ПОЛЫХ ЗАГОТОВОК И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2206435C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОЛОС И ТРУБНЫХ ЗАГОТОВОК В НЕПРЕРЫВНЫХ АГРЕГАТАХ | 2008 |
|
RU2378090C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТОЙ ДЕТАЛИ С ВСТАВКОЙ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА С МЕТАЛЛИЧЕСКОЙ МАТРИЦЕЙ | 2006 |
|
RU2413783C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2465109C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА С ИЗНОСОСТОЙКОЙ ВСТАВКОЙ | 2001 |
|
RU2187416C1 |
| Способ огневой зачистки поверхности металлической заготовки | 1976 |
|
SU900795A3 |
С1катый8о)9ух
Напрадмние движения
стержни
Злекц1рическая дуга
