Известии устройства с планетарным движением инструмента для фрезерования точны.к иазов, которые содержат шпиндель, ра.споло жен;иый в эксцентричном отверстии внутренней гильзы, перемещающийся, в свою очередь., в эксцентричном отверстии внешнего барабана. Вращением внутренней гильзы при по.мощи червяка устанавливается необходимый эксцентриситет оси шпннделя относительно оси .внешнего барабана.
Предложенное устройство с целью исключения перСнастройки эксцентриситета сна.бжено зубчатым дифференциалол, одно из колес .которого жестко связано с внутренней гильзой, другое с наружной, а сателлит устаиовлен на .водиле, которое, поворачиваясь, с помощью двух подвижных элементов датчика позволяет Определить угол совместного поворота обеих гильз до полного совмещения оси шпинделя с осью паза. Для совместного поворота гильз и их фиксации в нужном положении устройство выполнено с тормозной и сцепной муфтами, например электромагнитньши.
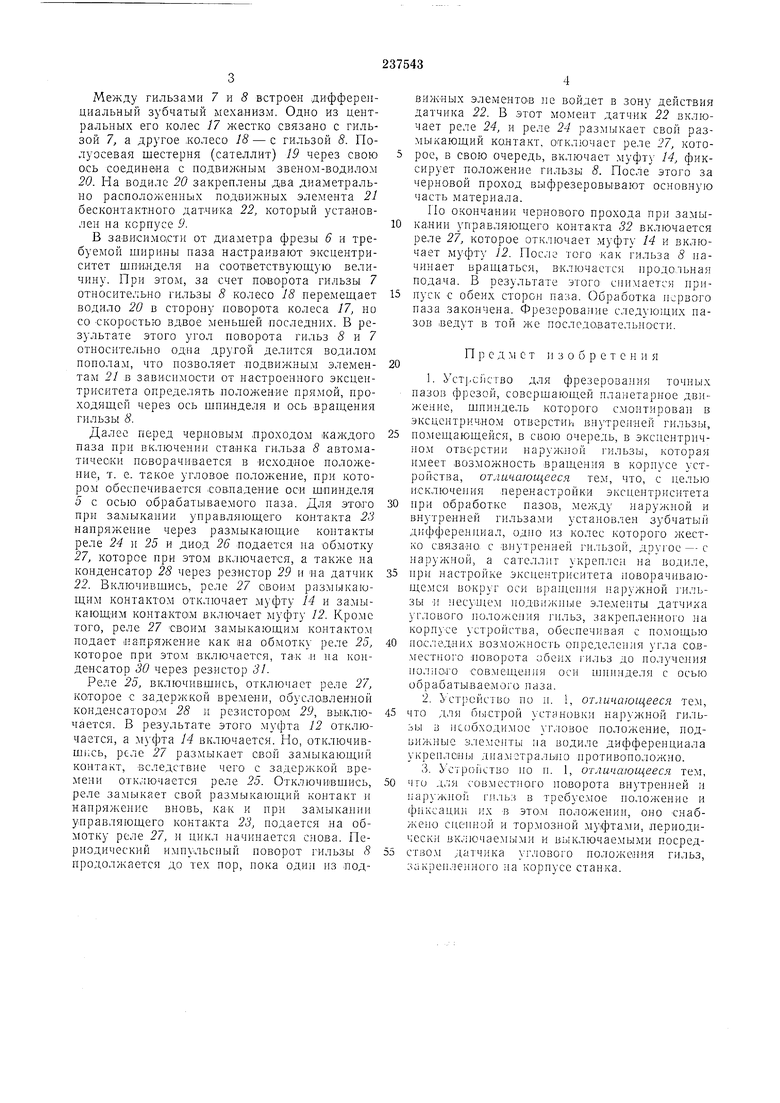
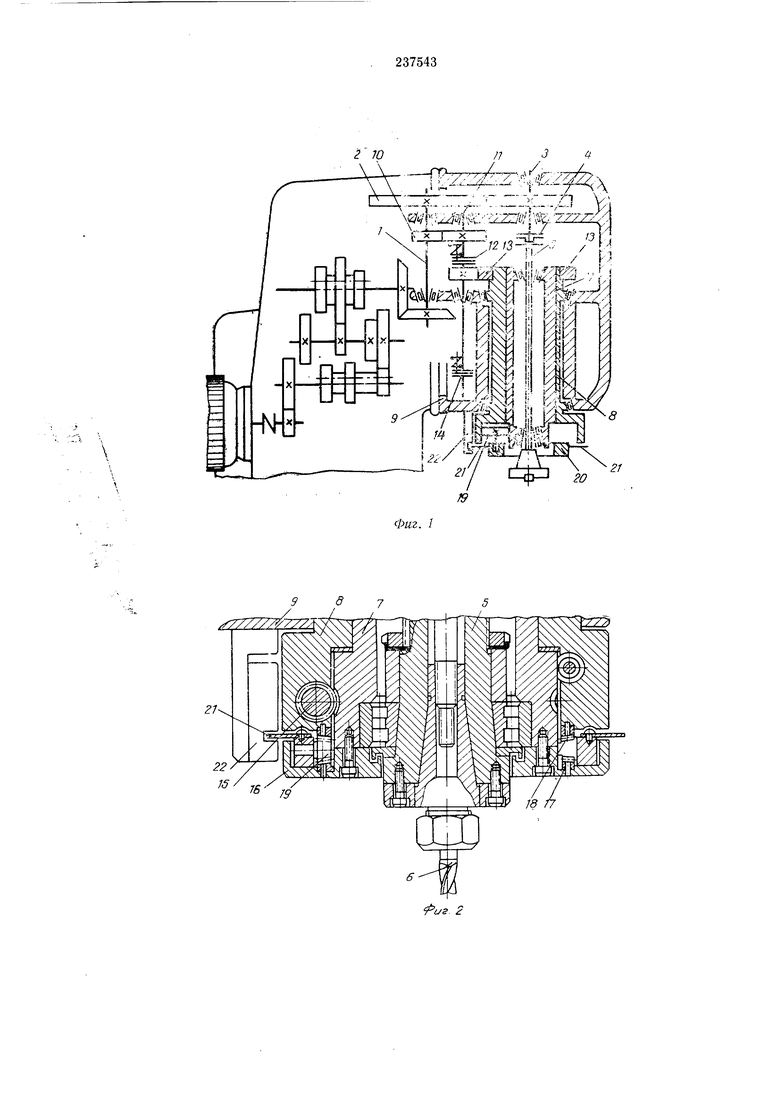
Па фиг. 1 изображена принципиальная кииематическая схема шпиндельной головки устройства; на фиг. 2 - пример конструктивного выполнения шлиндельного узла;
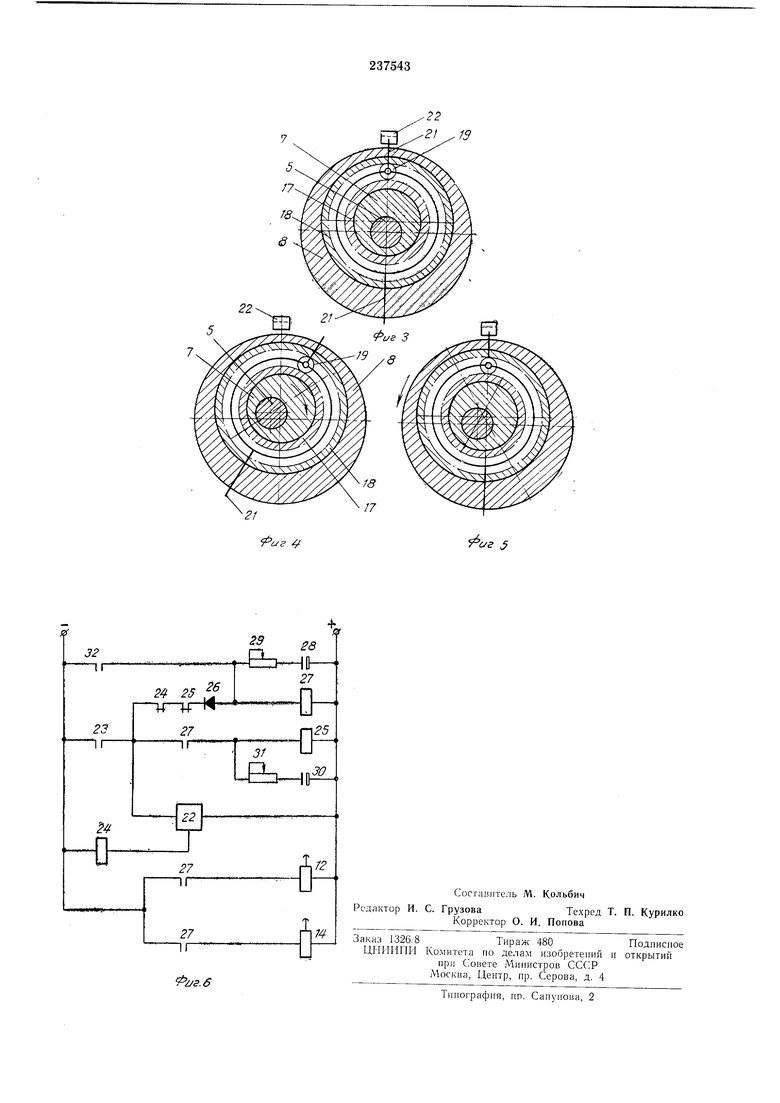
ных элементов датчика при разных значениях эксцентриситета; на фиг. 6 - принципиальная электрическая с.хема устройства.
От привода главного движения станка через вал / шп)ндельной головки, зубчатую передачу 2, вал 3, крестовую муфту 4 вращение передается шппнделю 5 несущему фрезу 6. Шпиндель 5 смонтиро-ван в эксцентричной 1асточке внутренней гильзы 7, гильза 7, в свою очередь, - в эксцентричной расточке наружной гильзы S, а наружная гильза 8 - в расточке корпуса 9 шпиндельной головки. Эксцентриситеты у сбеих гильз одинаковы, при повороте гильзы 7 относительно гильзы 5 можно станавливагь необходимый эксцентриситет оси в;)ащения шпинделя 5 относительно осп вращения гильзы 8.
Гильза 8 может получать врашение от ва,ia / через з бчадлю передачу 10, вал 11, электромагнитную муфту 12 сцепления и зубчатую передачу 13. Для торможения гильзы А и фиксирования ее от проворота установлена электромагншпая М- Для осуществления точных поворотов гильзы 7 относительно гильзы 8, конструкцией предусмотрен червяк 15, взаимодействующий с шестерней, нарезанной на гильзе 7. Установленный эксцентриситет, т. е. угол поворота гильзы 7 относительно гильзы 8, отсчитывают по шкале, нанесенной на .периферии лимба 16.
Между гильзами 7 и 5 встроен дифференциальный зубчатый механизм. Одно из центральных его колес 17 жестко связано с гильзой 7, а другое .колесо 18 - с гильзой 8. Полуосевая шестерня (сателлит) 19 через свою о.сь соединена с цодвижным звеном-водилом 20. На водиле 20 закреплены два диаметрально расположенных подвижных элемента 21 бесконтактного датчика 22, который установлен на корпусе 9.
В зависимости от диаметра фрезы 6 и требуемой ширины иаза на.страивают эксцентриситет шпинделя на соответствуюшую величину. При этом, за счет поворота гильзы 7 относительно гильзы 8 колесо 18 перемещает водило 20 в сторону поворота колеса 17, но со скоростью вдвое меньшей последних. В результате этого угол поворота гильз S и 7 относительно одна другой делится водилом пополам, что позволяет подвижным элементам 21 в зависимости от настроенного эксцентриситета определять лоложен-ие прямой, проходящей через ось шпинделя и ось вращения гильзы 8.
Далее перед черновым лроходом каждого паза при включении станка гильза 8 автоматически поворачивается в «сходное положение, 7. е. такое угловое положение, при котором обеспечивается .совладение оси шпинделя 5 с осью о-брабатываемого паза. Для это-го при за.мыкании управл5пощего контакта 23 напряжение через размыкающие контакты реле 24 и 25 и диод 26 подается иа обмотку 27, которое при этом включается, а также на конденсатор 28 через резистор 29 и на датчик 22. Включившись, реле 27 своим размыкающим контактом отключает муфту 14 и замыкающнм KOHTaKTOiM включает муфту 12. Кроме того, реле 27 своим замыкающим контактом подает напряжение как на обмотку реле 25, которое при этом включается, та-к ,н на конденсатор 30 через резистор 31.
Реле 25, вкл 0чившись, отключает реле 27, которое с задержкой времени, обусловленной конденсатором 28 н резистором 29 вььключается. В результате этого муфта 12 отключается, а 14 включается. Но, отключившись, реле 27 размыкает свой замыкающий контакт, вследствие чего с задержкой времени отк; ючастся реле 25. Отключившись, реле замыкает свой размыкающий контакт и нанряжение вновь, как и ири замыкаиии управляющего конта-кта 23, подается на обмотку реле 27, и цикл начинается снова. Периодический импульсный поворот гильзы 8 продолжается до тех пор, пока один из недвижных элементов не войдет в зону действия датчика 22. В этот момент датчик 22 включает реле 24, и реле 24 размыкает свой размыкающий контакт, отключает реле 27, которое, в свою очередь, включает муфту 14, фиксирует положение гильзы 8. После этого за черно-вой проход выфрезеровывают основную часть материала. По окончании чернового прохода при замыкании управляющего контакта 32 включается реле 27, которое отключает муфту 14 и включает муфту 12. После того «ак гильза 8 начинает вращаться, включается продольная подача. В результате этого снимается припуск с обеих сторон паза. Обработка первого паза закончена. Фрезерование следующих иазов ведут в той же последовательности.
П р С д мет изобретен и я
1.ycTpciicTBO для фрезерования точных назов фрезой, совершающей планетарное движение, шпиндель которого смонтирован в эксцентричном отверстии внутренней гильзы,
помещающейся, в свою очередь, в эксцентричном отверстии наружной гильзы, которая имеет возможность вращения в корнусе устройства, отличающсес.ч тем, что, с целые исключеиия перенастройки эксцентриситета
при обработке пазов, между наружной и внутренней гильзами установлен зубчатьи дифференциал, одно из колес которого жестко связано, с виутренней гильзой, дру1ое - с наружной, а сателлит укреилен на водиле,
ири настройке эксцентриситета новорачивающсмся вокруг оси вращения наружной гильзы ц 1есущем подвижные элементы датчика углевого иоложения гильз, закренленного на корпусе стройства, ебесиечивая с помощью
последних возможносчь определения угла совместного поворота обеих гильз до получения нолногго совл1еще.1П1я оси шпинделя с осью обрабатываемого паза.
2.Устройство по н. , отличающееся тем, что для бы.ст)ей установки на Пжной гильлы в нсебхедимес Атлевее иоложение, подвижные элемс1ггы на водиле дифференциала укреплены лиалгзтральне иротивоноложно.
3.Устройство но и. 1, отличающееся тем, что для совместне.го поворота внутренней и
1;ар - 1чной гильз в требуемое иеложение и фиксациг их в эте.м положении, оно снабжено сиенной и тормозной муфтами, нериодически вк.;ючаемымн и выключаемыми поередство.м датчика углового положения гильз, закрепленного на корпусе станка.
г ю
| название | год | авторы | номер документа |
|---|---|---|---|
| Переносной металлорежущий станок | 1990 |
|
SU1745432A1 |
| Планетарная головка | 1974 |
|
SU515595A1 |
| Электромеханический гайковерт | 1990 |
|
SU1743838A1 |
| Планетарная головка | 1979 |
|
SU770679A1 |
| ШПИНДЕЛЬНАЯ БАБКА | 1990 |
|
RU2027559C1 |
| ПЛАНЕТАРНАЯ ПЕРЕДАЧА | 2014 |
|
RU2590797C2 |
| Дискофрезерный рабочий орган | 1984 |
|
SU1155676A1 |
| Эксцентрик | 1979 |
|
SU813033A1 |
| Установка для фасонной обточки пуговиц | 1987 |
|
SU1613354A1 |
| УСТРОЙСТВО ДЛЯ ПЛАНЕТАРНОГО ИГЛОФРЕЗЕРОВАНИЯ ВИНТОВ | 2007 |
|
RU2334595C1 |
ЛУ
г/г.
19
.
5
