Изобретение относится к оборудованию для фасонной обработки пуговиц и может быть использовано для производства фасонных, орнаментированных и полигональных пуговиц различной формы из пластмасс, дерева и других матерка. юв.
Цель изобретения - повышение производительности и надежности работы, улучшение качества обточки пуговиц и расширение технологических возможностей.
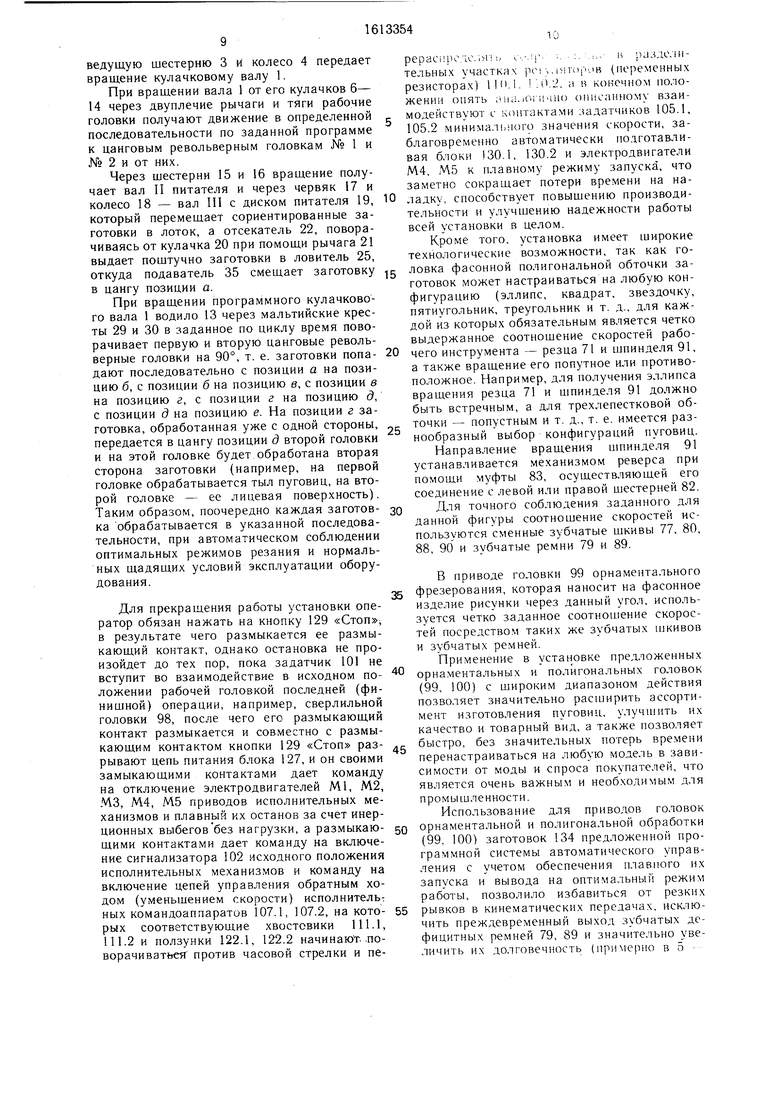
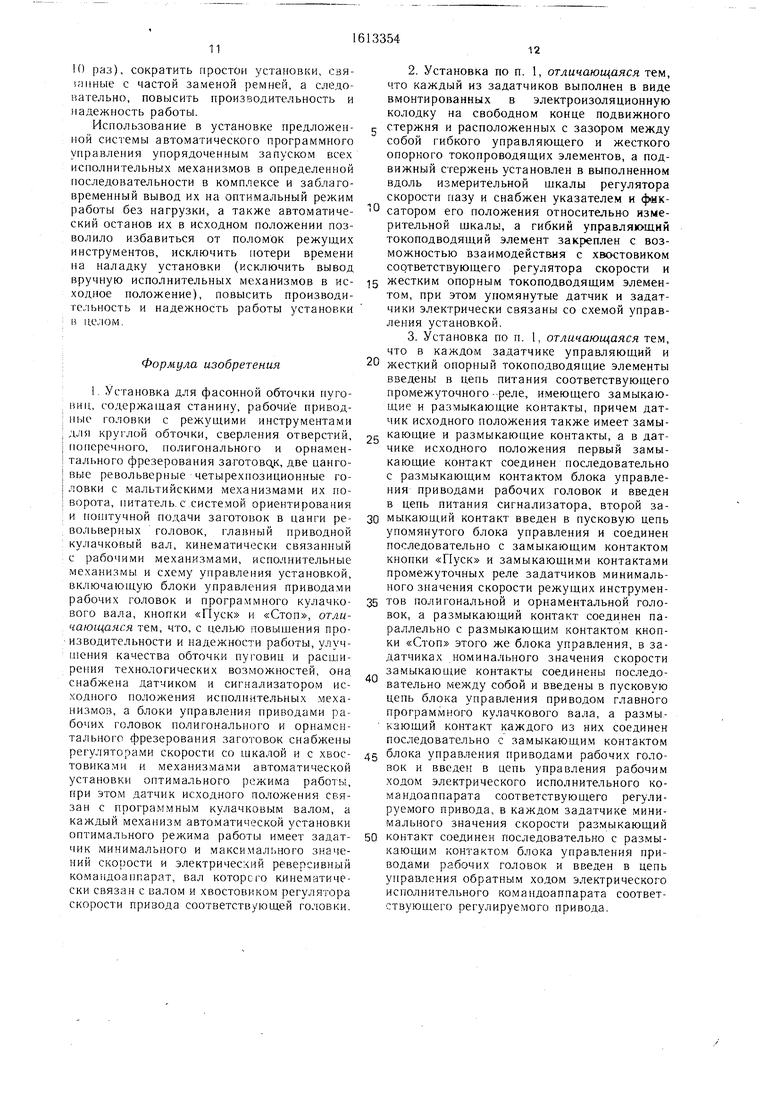
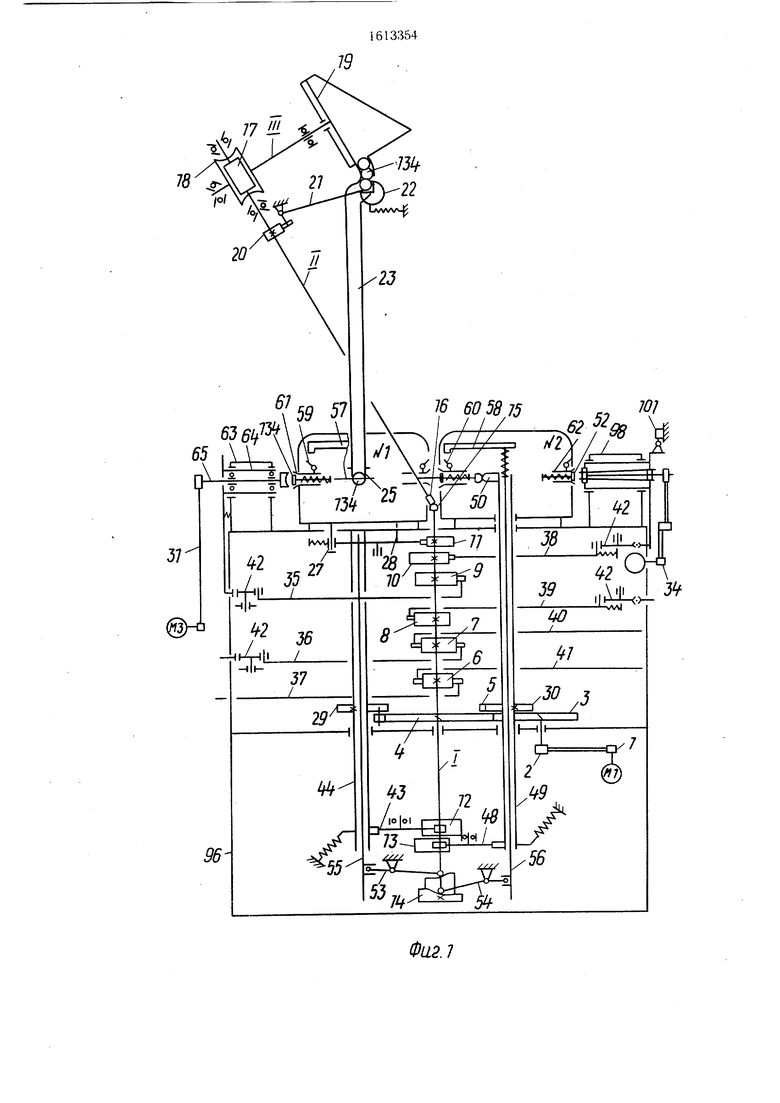
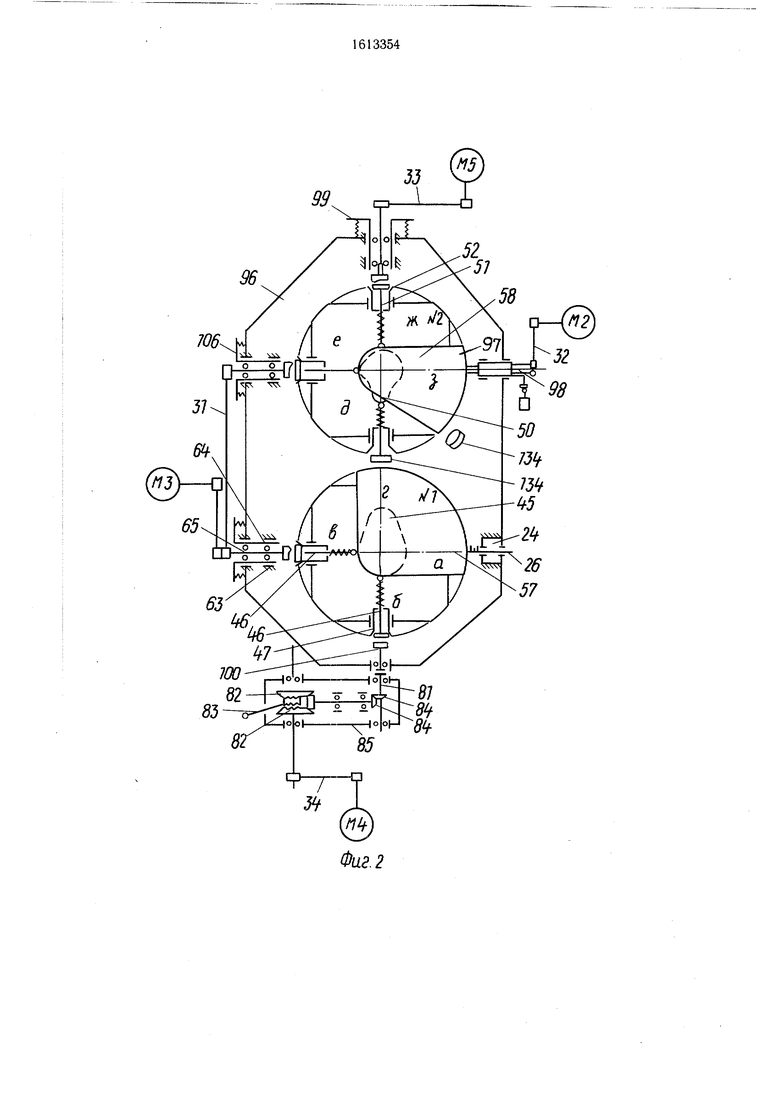
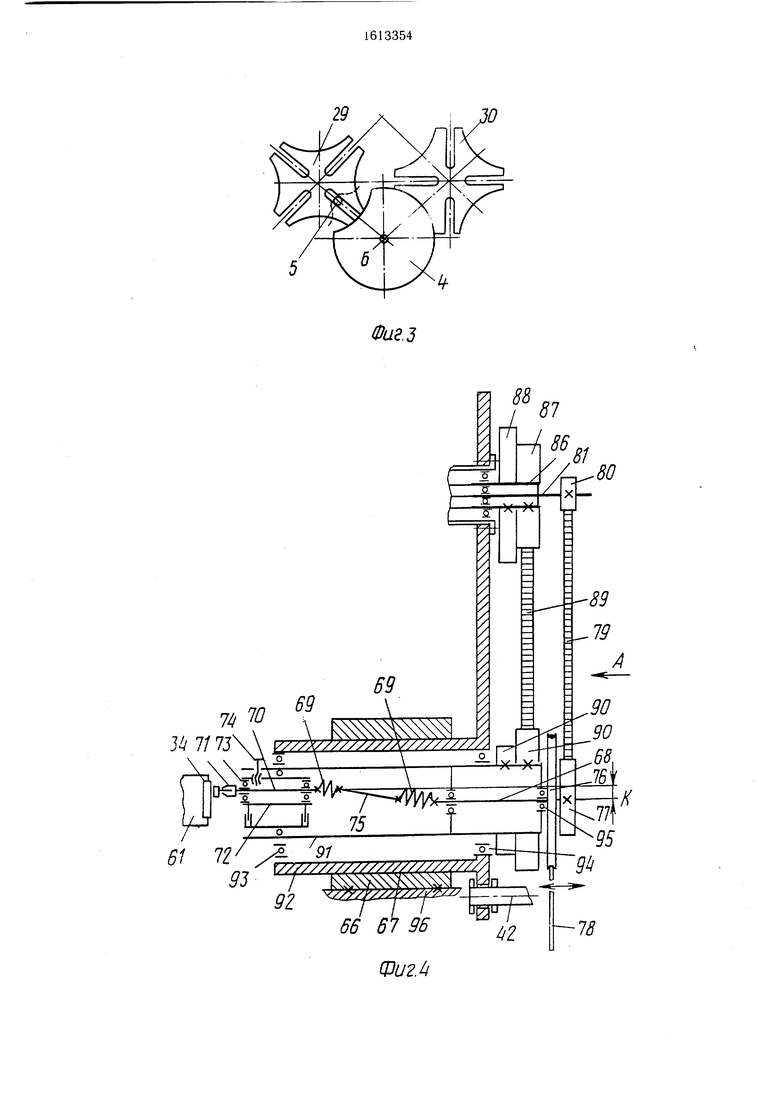
На фиг. I изображена схема установки; на фиг. 2 - то же, вид сверху; на фиг. 3 - механизм поворота цанговых (револьверных) головок; на фиг. 4 - головка для полигональной обработки заготовок; на фиг. 5 - вид А на фиг. 4; на фиг. 6 - конструктивное выполнение механизма автоматической установки оптимального режи.ма работы регулируемых приводов головок полигонального фасонного и орнаментального фрезерования
заготовок; на фиг. 7 - вид Б на фиг. 6; на фиг. 8 - разрез В-В на фиг. 6; на фиг. 9 -г- релейно-контактная схема задатчиков минимального и номинального значения скоростей; на фиг. 10 - схема управления приводами исполнительных механизмов установки.
Установка состоит из двух цанговых револьверных четыре хнозиционных i-оловок, имеюших соответственно рабочие позиции а, б, в, г, д, е, ж, з, на которых устанав, 1и- ваются различные рабочие головки.
Главный привод включает элекпродви- гатель M. ременную передачу с ведупиш шкивом 1 и ведомым ц)кивом 2, ведущую шестерню 3 и колесо 4, жестко установленное на валу 1. Колесо 12 жестко связано с водилом 5. На валу 1 установлены также кулачки управления перемещением в заданной носледовате.чьпости таГючнх
СУ5
СО СО
сл
4
головок и цанговых головок, а также установлена шестерня 15 привода питателя.
От шестерни 15 через шестерню 16 получает врашение приводной вал II питателя (загрузочного устройства), передаюший через червяк 17 и червячное колесо 18 враш.е- ние с заданной скоростью валу 111 с закрепленным на нем диском 19. На валу II закреплен также кулачок 20, который через рычаг 21 воздействует на дисковый отсека- тель 22, обеспечивающий поштучную выдачу заготовок пуговиц из верхней части лотка 23 в механизм 24 питания, имеюший ловитель 25 и подаватель 26 (см. фиг. 2). Цикл движений подавателю 26 сообп1,ается рычагом 27 от кулачка 11 через рычаг 28.
Водило 5 при враш,ении колеса 4 последовательно поворачивает на 90° мальтийские кресть: 29 и 30, перемещая на 90° закрегь лепные на них цанговые головки (см. фиг. 3). Так осуществляется межоперационная транспортировка заготовок в процессе обработки с позиции а по позицию з.
Приводы вращения рабочих головок для круглой обточки, сверления, поперечного фрезерования состоят из электродвигателей переменного тока М2, МЗ и ременных передач 31 и 32, а в позициях, где установлены рабочие головки для полигональной обточки и орнаментальной обработки, - из электродвигателей постоянного тока М4 и М5 и ременных передач 33 и 34 (рабочие головки Б позиция.к вне имеют общий привод от одного двигателя МЗ).
Перемещение головок по заданной программе обеспечивается кулачками 6-10 через двуплечие рычаги 35--41 с регулируемыми тягами 42 (см. фиг. 1).
Кулачок 12 через двуплечий рычаг 43 поворачивает полую ось 44 с упором 45, управляющим работой выталкивателей 46 за- жим1Пз1х цанг 47 первой цанговой головкм (см. 4 иг. 1, 2). Кулачок 12 через двуплечий рычаг 48 поворачивает полую ось 49 с упором 50, управляющим работой выталкивателей 51 зажимных цанг 52 второй цанговой голов1 ;и.
Двухторцовый кулачок 14 через рычаги 53 и 54 воздействует на оси 55 и 56, обеспечивая подъем и о лусканне кулачков 57 и 58. В свою очередь кулачки 57 и 58 при опускании поворачивают рычаги 59 и 60, обеспечивающие перемещение конусов 61 и 62, т. е. открывание и закрывание зажимных цанг 47 и 52 в позиции а. г. д и з ранговых головок. В остальнь х позициях цанг и всегда закрыть:.
Все рычаг; Г1одг1рул ииены к кулачкам.
Обгочные головки и.У)еют корпуса 63 и подвижные пиноли 64 с установлеьнЕлмк 1 подшипниках шпинделями 65.
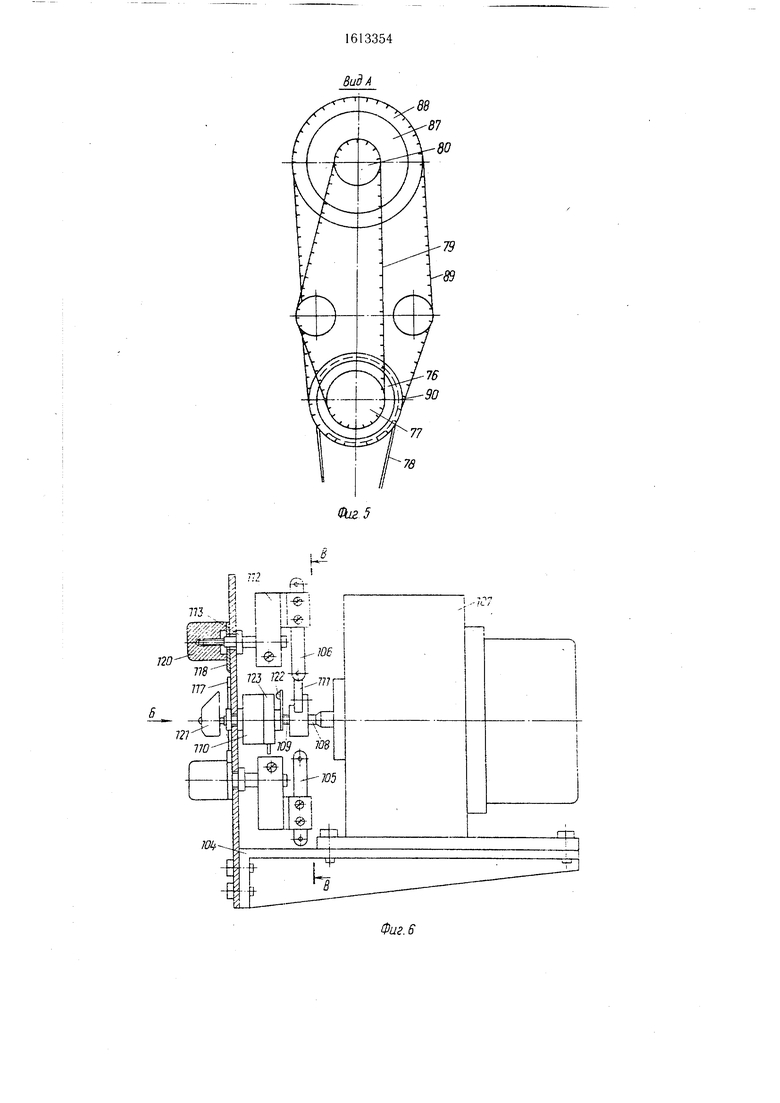
Головка фасонной полигональной обточки (см. фиг. 4) помимо корпуса 66 и пи.но- ли 67 ;зключает вал, состоящий из приводной
оси 68, соединительных эластичных муфт 69, резцового вала 70 с резцедержателем 71, установленным в корпусе 72 на подшипниках 73. При помощи регулировочного винта 74 может быть установлен любой экс5 центриситет в зависимости от размера обрабатываемого фасона. Ось 68 и резцовый вал 70 соединяются осью 75.
На оси 68 жестко закреплен приводной шкив 76 и зубчатый промежуточный шкив 77.
;0 Шкив 76 приводным ремнем 78 связан с двигателем М4 постоянного тока. Зубчатый шкив 77 через зубчатый ремень 79 связан со шкивом 80, установленным на входном валу 81 механизма реверса (см. фиг. 2). Механизм реверса состоит из шестерен 82,
° переключающей муфты 83, шестерен 84, корпуса 85. Он обеспечивает вращение выходного вала со спаренными щкивами 87 и 88 в одну сторону с резцовым валом 70 или в противоположную сторону, что спо20 собствует получению заданной фигуры при обточке.
При помощи зубчатого ремня 89 выходной вал 86 механизма реверса соединен с одним из шкивов 90, установленных на шпинделе 91. Шпиндель 91 смонтирован
25 в пиноли 92 на подшилниках 93 и 94, ось 68- в щпинделе на подшипниках 95.
Корпус 85 установлен на станине 96. В позициях б, в, е, ж, з могут быть установлены различные головки для обработки, на. пример, круглой обточки 97: сверлильная 98, орнаментальная 99 и полигональная 100.
30
Для сокращения потерь времени на наладку и повыщения производительности установка снабжена датчиком 101 и сигна- 25 лизатором 102 исходного положения исполнительных механизмов, а также имеет систему их автоматического вывода и останова в исходном положении.
Для расширения технологических воз- .можностей установки, улучшения качества
40
изготовления изделии и повыщения надеж1ЮСТИ работы, головки полигонального и орнаментального фрезерования заготовок имеют регулируемые приводы (т. е. применены электродвигатели М4, М5 постоянного
тока, которые имеют тиристорные блоки управления, например, типа и регуляторы скорости в виде пере.менных резисторов, например, типа СП2-1а-1- 50 Ом-20%), каждый из которых дополнительно снабжен механизмом 103 автоматической
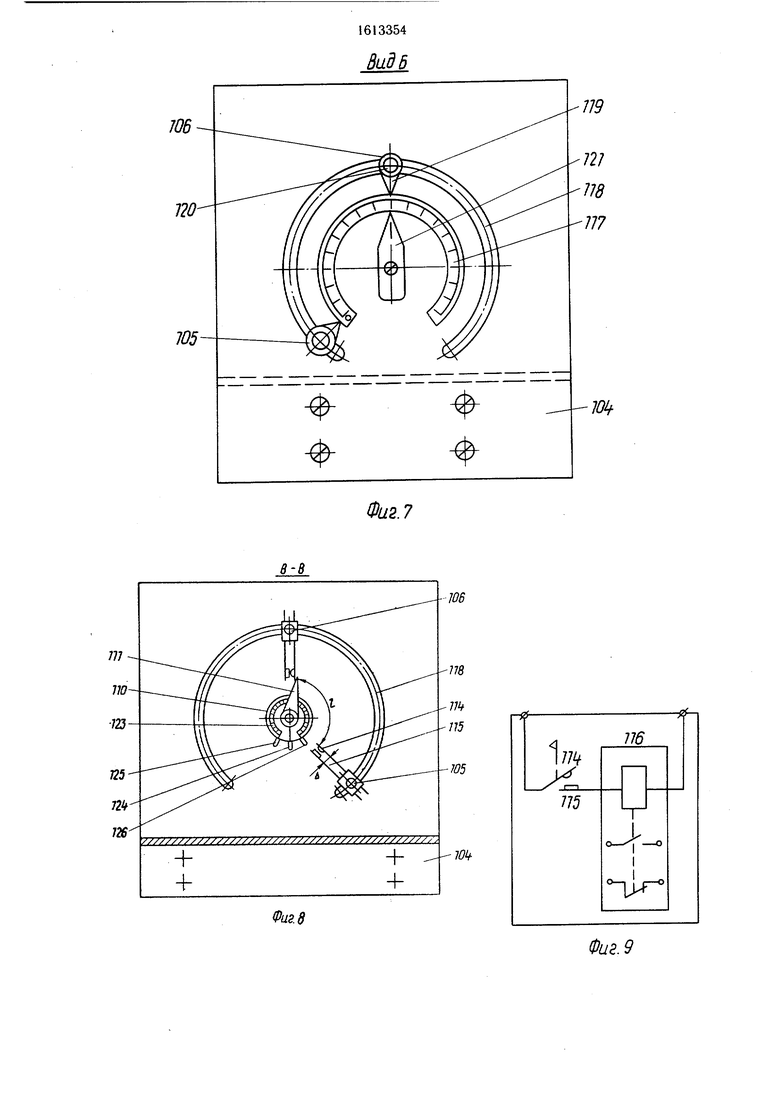
Q установки оптимального режи.ма его работы (см. фиг. 6), содержащим корпус 104, за- датчик 105 минимального и задатчик 106 номинального значения скорости привода (см. ф иг. 7, 8) и электрический реверсивный исполнительный командоаппарат 107, на5 пример, электродвигатель типа СД-54 со встроенным редуктором, вал 108 которого жестко соединен с валом 109 регулятора 110 скорости блока управления соответствующего привода, а жестко закрепленный на них электроизолированный хвостовик 111 выполнен с возможностью взаимодействия с задатчиками 105 минимального и 106 номинального значений скорости, разнесенных между собой на определенное расстояние /, соответствующее времени плавного разгона привода до необходимой скорости, благодаря чему исключаются резкие рывки и преждевременный выход из строя дефицитных зубчатых ремней 79, 89, а также сокращаются связанные с их заменой простои установки.
Каждый из датчиков 105 и 106 выполнен в виде вмонтированных в электроизоляционную колодку 112 на свободном конце подвижного стержня ИЗ и расположенных с зазором А между собой гибкого управляющего 114 и жесткого опорного 115 токопод- водящих элементов, введенных в цепь питания катушки промежуточного реле 116 (см. фиг. 9), имеющего замыкающий и размыкающий контакты, т. е. они фактически являются контактами соответствующих задат- чиков 105 и 106 (вместо промежуточного реле можно использовать также, например, тирист оры и другие коммутирующие аппараты), при этом подвижный стержень 113 установлен в выполненном вдоль измерительной щкалы 117 регулятора ПО пазу 118 и снабжен указателем 119 к фиксатором 120 его положения относительно измерительной шкалы , а гибкий управляющий токо- подводящий элемент 114 закреплен с возможностью взаимодействия с жестким опорным токоподводящим элементом 115 посредством воздействия на него электроизолированного хвостовика 111 регулятора 110 скорости соответствующего привода.
Регулятор 110 имеет на своем валу 109 помимо хвостовика 111 также жестко закрепленные и электрически изолированные от других его частей ручку-указатель 121 и токоподводящий ползунок 122, взаимодействующий со стационарно закрепленным проволочным резистором 123 и соединенный непосредственно со средним его выводом 124 и через сопротивление разделенных его участков - с крайними выводами 125, 126 (см. фиг. 8).
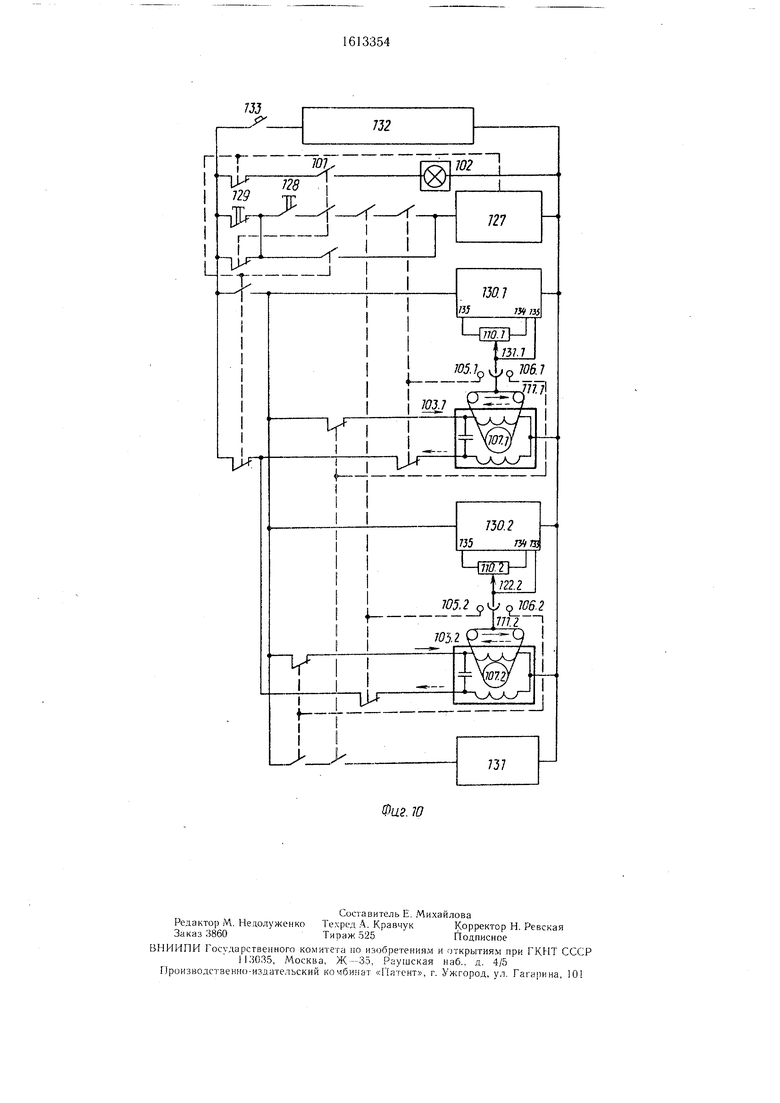
Для более полного раскрытия электрической и кинематической взаимосвязи и функционального действия индивидуально каждого механизма 103 автоматической установки оптимального режима работы соответствующего регулируемого привода в комплексе с дру1 ими исполнительными механизмами он и его основные составные управляющие элементы 105, 106, 107, И1 и 122 имеют в схеме у 5Г1;изления (см. фиг. 10) следующие позиционные отличия: для полигональной головки -- i03.1, 105.1, 107.1,
111.1,122.1, для орнаментальной головки -
103.2,105.2, 107.2, 111.2, 122.2.
(лома 11)аз, .L HMH vcraHOBKOi (см. фиг. 10) включает в себя блок 137 управления электродвигателями М2, МЗ приводов режущих 1И струмснт. 1в голонок для круглой обточки, cBep.iciii H г.тверстий и поперечного фрезерования :изг()Т()вок с оперативными кнопками 128 и 129 «Стоп, блоки 130.. 130.2 xijj-iciB.-ieHHH электродвигателями М4, рег.1ируемы.х привод режущих ин- стпумеитов толовок д,1я полигонального и
орнаментального фрезерования заготовок соответственно с регуляторами 110.1, 110.2 и задатчиками 105.1. 105.2 минимальной и 106.1, 106.2 номинальной скоростей, а также с электрическими реверсивными исполни5 тельными командоаппаратами 107.1, 107.2 механизмов 103.1, 103.2 автоматической установки оптимального режима работы, блок 131 управления электродвигателей Ml привода главного программного кулачкового вала с датчиком 101 и сигнализатором 102
5 исходного положения исполнительных механизмов, источник 132 энергопитания с защитной аппаратурой (на схеме не показанной) и вводной выключатель 133.
5 Д-тя реализации поставленной цели схема управления скоммутирована сле.аую1цим образом.
В цепь питания сигнализатора 102 включены последовательно соединенные между собой размыкающий контакт блока 127 и
0 замыкающий контакт датчика 101 исходного положеяия исполнительных Mexaiiit MOB, размыкающий контакт которого соединен параллельно с размыкающ1 м контактом кнопки 129 «Стоп, а его второй замыкающий контакт введен в пусковую цепь б.ю5 ка 127 и соединен последовательно с замыкающими контактами кнопки 128 «Пуск и залатчиков 105.1, 105.2 .1ьного значения скорости полигональной и орнаментальной головок, параллельно которым подключен замыкающий самоб. юкирующий
контакт блока 127. второй замыкающий контакт которого включен в цепь питания тиристорных блоков 130.1, 130.2, i;a входы которых подключены выводы 124, 125, 126 соответствующих регуляторов 110.1, 110.2 g скорости, кинематически связанных с соответствующими электрическими ревсрспвны- ми исполнительными командоаппаратами 107.1, 107.2. в цепь управления рабочим ходом (плавным увеличением скорости) которых ввсдеь ы размыкающие контакты соот50 ветствую1ци : задатчиков 106.1, 106.2, соеди- Hennbix последовательно с замыкающим контактом блока 129, а в цепь управления обратным ходом (плавным уменьшением скорости) этих же командоаппаратов введены размыкающие контакты соответствую55 щих задатчиков 105.1, 105.2, соединенных последовательно с размыкающим контактом блока 127, замыкающий контакт которого также введен в цепь питания блока 131 и
соединен последовательно с замыкающими контактами задатчиков 106.1, 106.2 номинальной скорости (регулируемых приводов) полигональной и орнаментальной головок. Установка работает следующим образом, Перед началом работы оператор, в зависимости от материала подлежащих к обработке заготовок 134, устанавливает необходимый режим работы для полигональных и орнаментальных головок (позиции б, ж).
Для этого на каждом механизме 103 по- очередно поворачивается против часовой стрелки примерно на один оборот свой фиксатор 120, освобождая стержни 113, несущие на себе задатчики 106, а затем он перемещается в пазу 118 до совмещения его ука- зателя 119 с показанием необходимого значения скорости на измерительной щкале 117, точно соответствую;цем показанию нюми- налыюй скорости обработки конкретного материала (см. фиг. 6-8).
Аналогично на каждом механизме 103 устананливается задатчик 105 минимального значения скорости напротив показания измерительной шкалы 117, точно соответствующем обеспечению плавного запуска конкретного привода.
После этого оператор в наладочном режиме (на схеме не показан) проверяет исправность всех исполнительных механизмов и выставляет их в исходное положение, о чем должен свидетельствовать сигнализатор 102, включенный с помощью датчика 101, а также устанавливает на каждом механизме 103 ручку-указатель 121 регулятора 110 точно напротив указателя 119 задатчика 115 минимального значения скорости, у которого при этом управляющий токоподводящий элеменг 114 должен вступить во взаимодей- ствие с хвостовиком 111 регулятора 110 и прогнуться на величину зазора А до соприкосновения с жестким опорным токоподводя- Н1.ИМ элементом 115, после чего должно вк. по- чнться про.межуточное реле 116 (переключающие коптакты реле 116 выполняют фак- тически. функции управляюмдих контактов задатчика 105), а ползунок 122 регулятора (в неременном резисторе) 1 0 должен распределить величину сопротивления на его разделительных участках таким образом, что Т1 ристорнь1й блок 130 в начальный момент запуска должен да 5ать команду на п.павный разгон электродвигателя регулируемого привода со скоростью не.мпогим больше нуля.
Убедившись в готовности установки, оператор производит загрузку диска питателя 19 заготовками 134 пуговиц и с помощью кнопки 128 «Пуск включает блок 127, который своими замыкаюпдими контактами, в свою очередь, дает команду па самоблокк- овку, на вк.пючепие электродвигателей М2, МЗ (па схеме пе показаны) приводов режущих инструмептов головок для круглой- -об- -гочки, сверления отверстий и поперечного
5
О g
0
о 5 - ц
0 Б
фрезерования заготовок, а также на включение тиристорных блоков 130.1 и 130.2 и исполнительных командоаппаратов 107 1 и 107.2.
Тиристорные блоки 130.1 и 130.2, в свою очередь, дают команду на включение электродвигателей М4, М5 приводов режущих инструментов головок для полигонального и орнаментального фрезерования заготовок, которые начинают вращение с минимальной скоростью в соответствии с расположением ручек-указателей 121, хвостовиков 111,1, 111.2 и ползунков 122.1, 122.2, конкретных регуляторов 110.1, 110.2, благодаря чему исключаются рывки в кинематических звеньях и обеспечивается их плавный запуск, что благоприятно сказывается на долговечности особенно дефицитных зубчатых ремней 78, 89.
Одновременно включаются исполнительные командоаппараты 107.1, 107.2, которые начинают перемещать ползунки 121.1, 124.2 и хвостовик вправо, а также изменять сопротивление в разделительных участках регуляторов (переменных резисторов) 110.1, 110.2 таким образом, что в тиристорных блоках 130.1, 130.2 вырабатываются команды на нлавное увеличение скорости вращения в электродвигателях М4, МБ. При совпадении ручек-указателей 121 с указателями 118 соответствующих задатчиков 106.1, 106.2 значения номинальной скорости хвостовики 111.1, 111.2 мгновенно вступают во взаимодействие с управляющими токоподводящими элементами 114 соответствующих задатчиков 106.1, 106.2 и пригибают их на величину зазора Д до соприкосновения с конкретными опорными токоподводящими элементами 115 после чего включаются соответствующие промежуточные реле 116, переключающие контакты которых выполняют фактически функции унравляющих контактов задатчиков 106.1, 106.2, т, е. в данный момент автоматически замыкаются их замыкающие контакты, дающие команду на включение блока 131, и размыкаются размыкающи-е контакты, дающие команду на отключение исполнительных командоаппаратов 107.1, 107.2 после чего мгновенно прекращается изменение сопротивления в разделительных участках регуляторов (неременных резисторов) 110.1, 110.2 и устанавливаются стабильные скорости врапдения электродвигателей , М5 приводов режуплих инструментов поли1 (5ь ального и орнаментально1 0 фрезерования заготовок точно в соответствии необходимой скорости их обработки.
После этого, как только выйдут электродвигатели М2, МЗ, М4, М5 приводов всех головок на онтимальную стабильную ско- вращения режуп1их инструментов, блок 131 дает команду на включение электродвигателя МЛ, выходной вал которого через ременную передачу 1, натяжной шкив 2
ведущую шестерню 3 и колесо 4 передает вращение кулачковому валу 1.
При вращении вала 1 от его кулачков 6- 14 через двуплечие рычаги и тяги рабочие головки получают движение в определенной последовательности по заданной программе к цанговым револьверным головкам № 1 и № 2 и от них.
Через щестерни 15 и 16 вращение получает вал II питателя и через червяк 17 и колесо 18 - вал III с диском питателя 19, который перемещает сориентированные заготовки в лоток, а отсекатель 22, поворачиваясь от кулачка 20 при помощи рычага 21 выдает поштучно заготовки в ловитель 25, откуда подаватель 35 смещает заготовку в цангу позиции а.
При вращении программного кулачкового вала 1 водило 13 через мальтийские кресты 29 и 30 в заданное по циклу время поворачивает первую и вторую цанговые револьверные головки на 90°, т. е. заготовки попадают последовательно с позиции а на позицию б, с позиции б на позицию в, с позиции в на позицию г, с позиции г на позицию д, с позиции д на позицию е. На позиции г заготовка, обработанная уже с одной стороны, передается в цангу позиции д второй головки и на этой головке будет обработана вторая сторона заготовки (например, на первой головке обрабатывается тыл пуговиц, на второй головке - ее лицевая поверхность). Таким образом, поочередно каждая заготовка обрабатывается в указанной последовательности, при автоматическом соблюдении оптимальных режимов резания и нормальных щадящих условий эксплуатации оборудования.
Для прекращения работы установки оператор обязан нажать на кнопку 129 «Стоп, в результате чего размыкается ее размыкающий контакт, однако остановка не произойдет до тех пор, пока задатчик 101 не вступит во взаимодействие в исходном положении рабочей головкой последней (финишной) операции, например, сверлильной головки 98, после чего его размыкающий контакт размыкается и совместно с размыкающим контактом кнопки 129 «Стоп разрывают цепь питания блока 127, и он своими замыкающими контактами дает команду на отключение электродвигателей Ml, М2, МЗ, М4, М5 приводов исполнительных механизмов и плавнь1Й их останов за счет инерционных выбегов без нагрузки, а размыкающими контактами дает команду на включение сигнализатора 102 исходного положения исполнительных механизмов и команду на включение цепей управления обратным ходом (уменьшением скорости) исполнитель: ных командоаппаратов 107.1, 107.2, на которых соответствующие хвостовики 111.1, 111.2 и ползунки 122.1, 122.2 начинают, .поворачиваться против часовой стрелки и пеpepaci pc,-io,,HM о.м,- :. :- - ь разделительных участках pei ,,1НП1ров (переменных резисторах) Ип.. 1:0.2. и в конечном положении опять ;uia.,o: ошк анмому взаимодействуют с контактами задатчиков 105.1, 105.2 минимального значения скорости, заблаговременно автоматически подготавливая блоки 130.1, 130.2 и электродвигатели М4, М5 к плавному режиму запуска, что заметно сокращает потери времени на на- 0 ладку. способствует повышению производительности и улуч шению надежности работы всей установки в целом.
Кроме того, установка имеет широкие технологические возможности, так как головка фасонной полигональной обточки за- готовок может настраиваться на любую конфигурацию (эллипс, квадрат, звездочку, пятиугольник, треугольник и т. д., для каждой из которых обязательным является четко выдержанное соотношение скоростей рабо- 0 чего инструмента - резца 71 и шпинделя 91, а также вращение его попутное или противоположное. Например, для получения эллипса вращения резца 71 и шпинделя 91 должно быть встречным, а для трехлепестковои обточки - попустным и т. д., т. е. имеется раз- 2 нообразный выбор конфигураций пуговиц Направление вращения шпинделя 91 устанавливается механизмом реверса при помощи муфты 83, осуществляющей его соединение с левой или правой шестерней 82. onД- 1Я точного соблюдения заданного для
данной фигуры соотношение скоростей используются сменные зубчатые шкивы 77, 80, 88, 90 и зубчатые ремни 79 и 89.
В приводе головки 99 орнаментального 35 фрезерования, которая наносит на фасонное изделие рисунки через данный угол, используется четко заданное соотношение скоростей посредством таких же зубчатых 1пкивов и зубчатых ремней.
Применение в устан овке предложенных 40 орнаментальных и полигональных головок (99, 100) с широким диапазоном действия позволяет значительно расширить ассортимент изготовления пуговиц, улучшить их качество и товарный вид, а также позволяет быстро, без значительных потерь времени перенастраиваться на любую модель в зависимости от моды и спроса покупателей, что является очень важным и необходимым для промышленности.
Использование для приводов головок 50 орнаментальной и полигональной обработки (99, 100) заготовок 134 предложенной программной системы автоматического управления с учетом обеспечения плавного их запуска и вывода на оптимальный режим работы, позволило избавиться от резких 55 рывков в кинематических передачах, исключить преждевременный выход зубчатых дефицитных ремней 79, 89 и значительно уве- личить их долговечность (примерно в о
11
10 раз), сократить простои установки, свя- ;л1ные с частой заменой ремней, а следовательно, повысить производительность и надежность работы.
Использование в установке предложенной системы автоматического программного управления упорядоченным запуском всех исполнительных механизмов в определенной последовательности в комплексе и заблаговременный вывод их на оптимальный режим работы без нагрузки, а также автоматический останов их в исходном положении позволило избавиться от поломок режущих инструментов, исключить потери времени на наладку установки (исключить вывод вручную исполнительных механизмов в исходное положение), повысить производительность и надежность работы установки в целом.
Формула изобретения
1. Установка для фасонной обточки пуговиц, содержащая станину, рабочи е приводные головки с режущими инструментами для круглой обточки, сверления отверстий, поперечного, полигонального и орнаментального фрезерования 3aroTOBQ,K, две цанговые револьверные четырехпозиционные головки с мальтийскими механизмами их поворота, питатель.с системой ориентирования и нощтучной подачи заготовок в цанги револьверных головок, главный приводной кулачковый вал, кинематически связанный с рабочими механизмами, исполнительные механизмы и схему управления установкой, включающую блоки управления приводами рабочих головок и программного кулачкового вала, кнопки «Пуск и «Стоп, отличающаяся тем, что, с целью повыщения производительности и надежности работы, улучшения качества обточки пуговиц и расширения технологических возможностей, она. снабжена датчиком и сигнализатором ис- положения исполнительных механизмов, а блоки управления приводами рабочих головок полигонального и орнаментального фрезерования заготовок снабжены регуляторами скорости со шкалой и с хвостовиками и механизмами автоматической установки оптимального режима работы, при этом датчик исходного положения связан с программным кулачковым валом, а каждый механизм автоматической установки оптимального режима работы имеет задат- чик минимального и макси.мального значений скорости и электрический реверсивный кома1 доаппарат, вал которого кинематически связан с валом и хвостовиком регулятора скорости привода соответствующей головки.
1613354
12
0
0
2.Установка по п. 1, отличающаяся тем, что каждый из задатчиков выполнен в виде вмонтированных в электроизоляционную колодку на свободном конце подвижного
g стержня и расположенных с зазором между собой гибкого управляющего и жесткого опорного токопроводящих элементов, а подвижный стержень установлен в выполненном вдоль измерительной щкалы регулятора скорости пазу и снабжен указателем и фиксатором его положения относительно измерительной щкалы, а гибкий управляющий токоподводящий элемент закреплен с возможностью взаимодействия с хвостовиком соответствующего регулятора скорости и
5 жестким опорным токоподводящим элементом, при этом упомянутые датчик и задат- чики электрически связаны со схемой управления установкой.
3.Установка по п. 1, отличающаяся тем, что в каждом задатчике управляющий и жесткий опорный токоподводящие элементы введены в цепь питания соответствующего промежуточного--реле, имеющего замыкающие и размыкающие контакты, причем датчик исходного положения также имеет замыg кающие и размыкающие контакты, а в датчике исходного положения первый замыкающие контакт соединен последовательно с размыкающим контактом блока управления приводами рабочих головок и введен в цепь питания сигнализатора, второй за0 мыкающий контакт введен в пусковую цепь упомянутого блока управления и соединен последовательно с замыкающим контактом кнопки «Пуск и замыкающими контактами промежуточных реле задатчиков минимального значения скорости режущих инструмен5 тов полигональной и орнаментальной головок, а размыкающий контакт соединен параллельно с размыкающим контактом кнопки «Стоп этого же блока управления, в за- датчиках номинального значения скорости замыкающие контакты соединены последовательно между собой и введены в пусковую цепь блока упраЕшения приводом главного программного кулачкового вала, а размыкающий контакт каждого из них соединен последовательно с замыкающим контактом
5 блока управления приводами рабочих головок и введен в цепь управления рабочим ходом электрического исполнительного ко- мандоаппарата соответствующего регулируемого привода, в каждом задатчике минимального значения скорости размыкающий
0 контакт соединен последовательно с размыкающим контактом блока управления приводами рабочих головок и введен в цепь управления обратным ходом электрического исполнительного командоаппарата соответствующего регулируемого привода.
0
20
2J

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для окраски и сушки изделий | 1981 |
|
SU954108A1 |
| ЭЛЕКТРОПРИВОД МЕХАНИЗМА ПОВОРОТА ГРУЗОПОДЪЕМНОГО КРАНА | 2005 |
|
RU2298519C2 |
| Устройство для управления отопительным агрегатом | 1982 |
|
SU1062478A1 |
| Установка для окраски и сушки изделий | 1986 |
|
SU1426652A2 |
| Устройство для автоматического управления загрузкой самоходной уборочной машины | 1989 |
|
SU1743450A1 |
| Роторно-конвейерная линия | 1990 |
|
SU1735156A1 |
| Регулятор давления для насосной станции магистрального трубопровода | 1979 |
|
SU773585A1 |
| Электропривод постоянного тока с реверсором | 1991 |
|
SU1826117A1 |
| Устройство управления тормозом шахтной подъемной машины | 1988 |
|
SU1583342A1 |
| Автомат для обработки пуговиц | 1983 |
|
SU1123869A1 |
Изобретение относится к оборудованию для фасонной обработки пуговиц. Цель - повышение производительности и надежности работы, улучшение качества обточки пуговиц и расширение технологических возможностей. Для этого установка снабжена датчиком и сигнализатором исходного положения исполнительных механизмов. Блоки управления приводами рабочих головок полигонального и орнаментального фрезерования заготовок снабжены регуляторами скорости со шкалой и с хвостовиком и механизмами автоматической установки оптимального режима работы. Датчик исходного положения связан с программным кулачковым валом, а механизм автоматической установки имеет задатчик значений скорости и электрический командоаппарат, вал которого кинематически связан с валом и хвостовиком регулятора скорости привода соответствующей головки. Работа установки осуществляется автоматически. 2 з.п. ф-лы, 10 ил.
61
,59 57
6Z6ifl W-V
a. A
16 6058
/ / /
Фигл
85
7 7
3 7/ 75
66 67 96 Фи2М
О
Фае.з
81 80
-89
.19
.90 90
J8 J6
105
Видь
119
Фи2.7
Фиг. 9
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Солесос | 1922 |
|
SU29A1 |
