Изобретение относится к способам, указанным в доотличительных частях пунктов 1, 9, 12 и 13 формулы изобретения и касающимся закрытия входа в литейную форму после негравитационного литья нежелезного сплава в сырые литейные формы в установке с рядом литейных форм.
Предпосылки создания изобретения
Международная заявка на патент WO 93/11892 относится к способу и литейному устройству для негравитационного литья нежелезного сплава в сырые литейные формы в установке с рядом литейных форм, подобной литейной становке "Disamatic", изготавливаемой и продаваемой заявителями. В этом известном способе легкий металлический сплав посредством электромагнитного насоса нагнетается из нагретого резервуара через нагретую керамическую трубу в донный вход, расположенный в поверхности разъема форм, и таким образом заполняет литейную форму. Для предотвращения вытекания металла из литейной формы вход должен быть закрыт до удаления из входа сопла литейного устройства, и в этом описании указаны три разных способа, которыми этого можно достичь, а именно:
1) Литейный стержень, выполненный со сквозным отверстием, располагается с обеспечением подвижности параллельно наружной поверхности литейной формы в направляющей формы, противоположной ее входу, так что отверстие в литейном стержне в течение литья в форму может быть выравнено с упомянутым входом, при этом стержень после завершения литья в форму смещается таким образом, что уплотняющая часть стержня выводится во вход и закрывает его. В описании раскрыты и охарактеризованы литейные стержни, которые могут смещаться как в горизонтальном, так и в вертикальном направлении.
Недостаток этого способа закрытия заключается в том, что в течение смещения литейного стержня сопло литейного устройства должно герметично примыкать к последнему под действием определенного усилия, за счет чего по меньшей мере затрудняется смещение стержня.
2) После завершения литья в литейную форму вход в последнюю закрывается посредством надавливания на металлическую плиту с ее наклоном сверху вниз сквозь материал формы и охватом входа формы, за счет его вход закрывается. Когда направление нагнетания, осуществляемого электромагнитным насосом, меняется на обратное, непосредственно перед отводом сопла литейного устройства из его положения герметичного примыкания вокруг входного отверстия литейной формы, возникает опасность того, что металл, нагнетаемый в обратном направлении, унесет с собой песок, отрываемый в течение надаваливания вниз металлической плиты. В течение литья в следующую форму этот формовочный песок будет нагнетаться в нее и может привести к появлению дефектов отливки.
В обоих вышеупомянутых способах закрытия входа литейной формы сопло литейного устройства отводится от формы после литья в эту форму в течение ступенчатого продвижения ряда форм, чтобы затем переместиться вперед для примыкания ко входу последующей литейной формы в ряду форм для ведения литья в нее.
3) В этом способе закрытия сопло литейного устройства постоянно прижато к боковой стороне ряда литейных форм, при этом у ряда форм ближе по ходу от сопла расположена режущая кромка, которая "планирует" канавку в боковой стороне ряда форм, в которую в течение ступенчатого продвижения ряда форм смещаются сопло и холодильная плита, установленная далее по ходу от нее. В течение литья в форму холодильная плита покрывает вход ранее заполненной формы, и охлаждает металл внутри входа с целью его затвердевания, посредством чего вход закрывается. Этот способ закрытия требует довольно сложного оборудования со средством управления усилием, с которым сопло прижимается к боковой стороне ряда форм, и со средством охлаждения холодильной плиты.
Раскрытие изобретения
Цель настоящего изобретения заключается в создании усовершенствованных способов закрытия входа в литейные формы описанного типа, когда литье в формы осуществляют посредством известного способа известным литейным устройством, при этом основная цель заключается в том, чтобы избежать недостатки, упомянутые в пунктах 1) и 2), и предложить дополнительные альтернативные способы закрытия.
Первый способ закрытия входа посредством использования подвижного элемента согласно изобретению указан в отличительной части пункта 1 формулы изобретения.
Подвижный элемент может состоять из материала, который способен выдерживать температурное воздействие, а также эрозионное воздействие отливаемого металла, например, из отвержденной стержневой смеси, керамического материала или металла.
Посредством размещения элемента в углублении, имеющем приемлемые размеры и расположенном по меньшей мере в одной из поверхностей разъема формы, он зажимается между частями формы таким образом, что сила трения, которая должна быть преодолена для смещения элемента внутрь формы, имеет большую величину, чем сила, необходимая для прижима сопла литейного устройства к элементу, чтобы обеспечить уплотнение в течение литья в форму. Дополнительное сопротивление смещению элемента может, например, быть достигнуто, если элемент снабжен по меньшей мере одной канавкой вокруг по меньшей мере части ее окружности, при этом упомянутая канавка взаимодействует с сопрягаемым с ней выступом, расположенным по меньшей мере в одной части формы, поскольку в таком случае должна быть преодолена прочность этого выступа на срез, прежде чем элемент может быть перемещен внутрь литейной формы. Для квалифицированных специалистов очевидны и другие возможные меры повышения стойкости элемента к смещению внутрь литейной формы.
Альтернативные предпочтительные варианты осуществления способов согласно изобретению, действие которых разъяснено в последующей подробной части настоящего описания, приведены в пунктах 2 - 16 формулы изобретения.
Краткое описание чертежей
Настоящее изобретение будет описано более полно в последующей подробной части описания со ссылками на чертежи, на которых:
фиг. 1 схематически изображает ранее известный способ донного заполнения легким металлическим сплавом сырых литейных форм в установке с рядом литейных форм;
фиг. 2a-2d изображает первый способ согласно изобретению, касающийся закрытия входа посредством подвижного элемента, соответственно до (2a и c) и после (2b и d) закрытия входа, причем он показан в вертикальном сечении по поверхности разъема литейной формы;
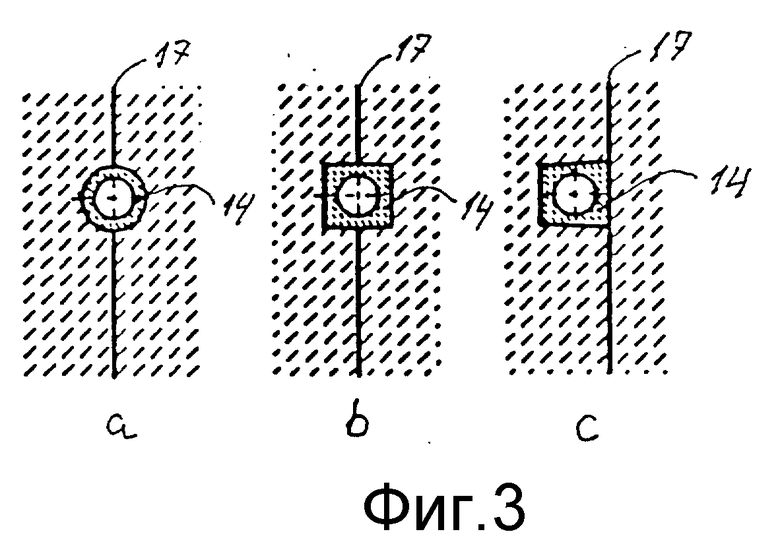
фиг. 3a, b и c представлены вертикальные поперечные сечения трех модификаций подвижного элемента, показанного на фиг. 2;
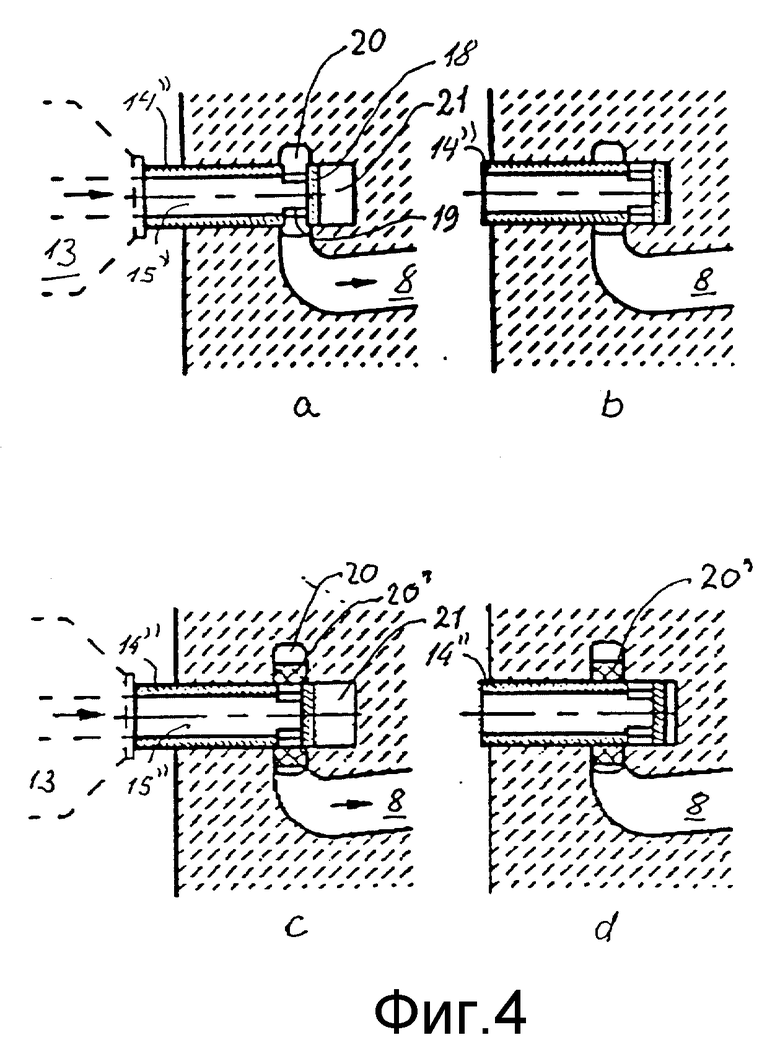
фиг. 4a-4d таким же образом, как и фиг. 2, изображает второй вариант осуществления способа, представленного на фиг. 2, соответственно до (4a и c) и после (4b и d) закрытия входа;
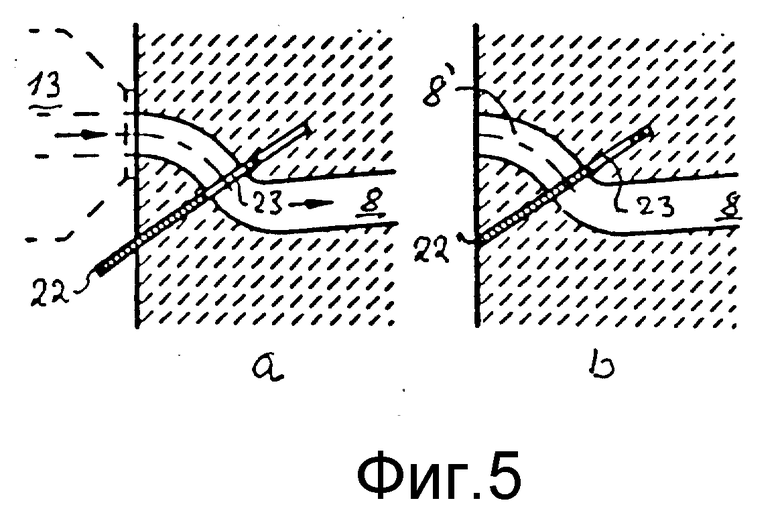
фиг. 5a таким же образом, как и фиг. 2 и 4, изображает еще один способ согласно изобретению, касающийся закрытия входа посредством плиты, соответственно до и после закрытия входа;
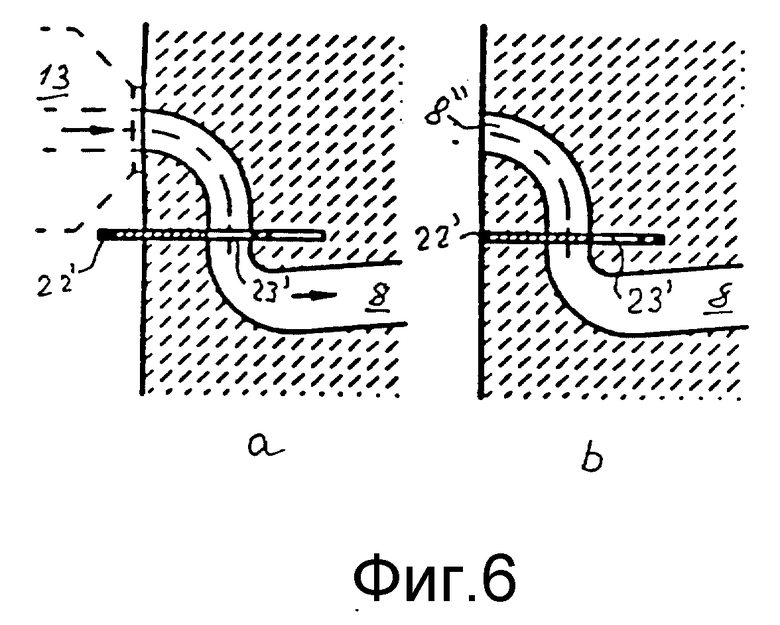
фиг. 6a и таким же образом, как и фиг. 2, 4 и 5, изображает еще один вариант осуществления способа, показанного на фиг. 5, соответственно до и после закрытия входа;
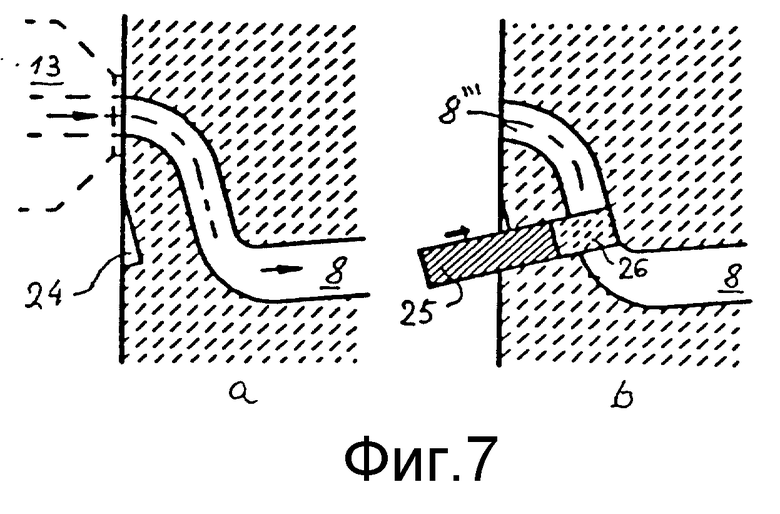
фиг. 7a и таким же образом, как и фиг. 2 и 4 - 6, изображает третий способ закрытия входа согласно изобретению, соответственно до и после закрытия входа;
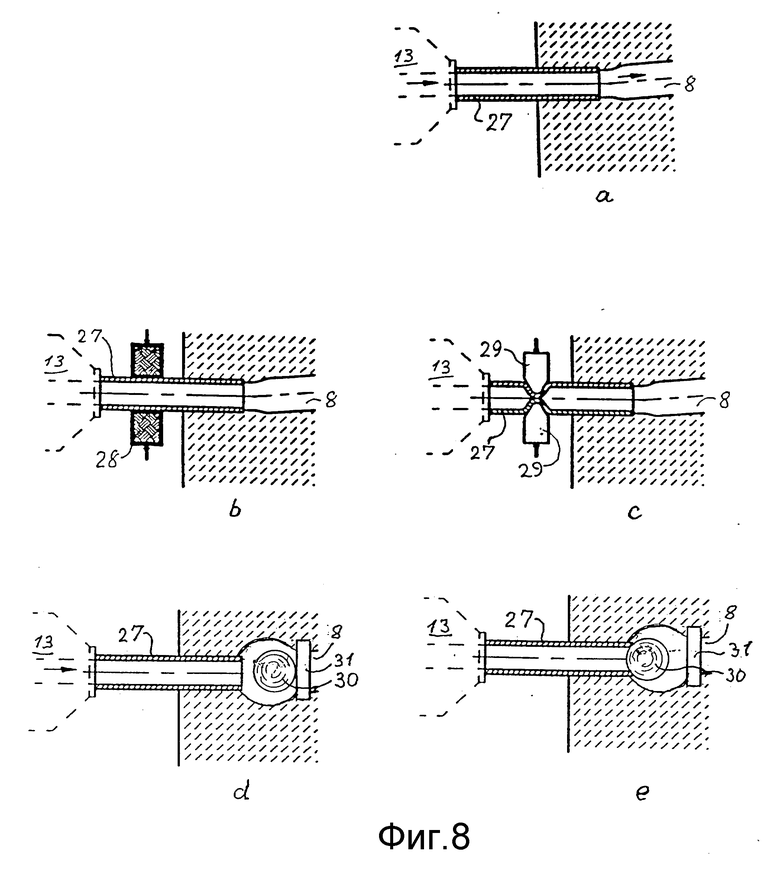
фиг. 8a-8e таким же образом, как и фиг. 2 и 4 - 7, изображает четвертый способ закрытия входа согласно изобретению, при этом в течение литья в форму используется металлическая труба, которая после этого блокируется тремя разными способами.
Описание предпочтительного варианта осуществления изобретения
На фиг. 1 схематически изображен способ литья в сырые литейные формы в установке с рядом форм, который известен из международной заявки на патент WO 93/11892. При этом имеется формовочная машина, в целом обозначенная позицией 1, которая подобна формовочной машине "Disamatic", изготавливаемой и поставляемой на рынок заявителями, и которой касается описание патента США N 3008199, причем способ ее работы описан в ранее упомянутой международной заявке на патент и по этой причине в этом описании он упомянут в общих чертах.
Части 2 безопочной литейной формы изготавливаются из неплотной сырой формовочной смеси, то есть формовочной смеси с влажной глиной в качестве связующего вещества, подаваемой из бункера 3 к формовочной камере, образованной между шаблоном, расположенным на подвижном поршне 4, и шаблоном, расположенным на подвижной и поворотной в верхнем направлении плите 5 противодавления, в положении плиты противодавления 5 (не показано), повернутом вниз. В формовочной камере сырая формовочная смесь уплотняется поршнем 4 для формирования части 2 формы, плита 5 противодавления перемещается вперед и поворачивается вверх в положение, показанное на фиг. 1, после чего часть 2 формы перемещается поршнем 4 для примыкания к ряду, образуемому ранее созданными частями 2 формы, причем упомянутый ряд форм транспортируется на расстояние, соответствующее толщине части формы, в направлении, указанном стрелкой A. В ряду форм передняя сторона части 2 формы совместно с задней стороной предыдущей части 2 формы образует полость 6, в которую осуществляется литье легкого металлического сплава 7 через донный вход, в целом обозначенный позицией 8 и расположенный в поверхности разъема двух частей 2 формы или у этой поверхности, при этом литье производят посредством литейного устройства, в целом обозначенного позицией 9.
Литейное устройство 9 состоит из нагретого резервуара 10 для расплавленного металла, в который погружен электромагнитный насос 11, через нагретую керамическую трубу 12 нагнетающий расплавленный металл к соплу 13, которое плотно примыкает вокруг литейного отверстия к входу или литниковому каналу 8.
Понятно, что литье в полость 6 литейной формы должно происходить тогда, когда ряд форм неподвижен, то есть в пределах интервалов между каждым периодом времени, когда поршень 4 продвигает ряд форм на расстояние, соответствующее толщине части 2 формы, в направлении стрелки A.
После завершения литья в полость 6 литейной формы вход 8 должен быть закрыт, после чего сопло 13 может быть отведено, возможно с переключением насоса 11 на обратную подачу, так что после следующего перемещения ряда в направлении стрелки A сопло готово к тому, чтобы плотно примкнуть вокруг литейного отверстия к литниковому каналу 8 следующей полости 6 формы в ряду литейных форм.
Все, что описано выше, относится только к техническому решению, известному из ранее упомянутой международной заявки на патент, при этом литниковый канал показан здесь выходящим в донную часть полости 6 формы. Однако понятно, что в случае негравитационного литья литниковый канал может также выходить в полость формы в некоторых других местах по ее высоте. Причем необязательно, чтобы используемый нежелезный сплав представлял собой сплав легких металлов.
На фиг. 2a и 2b представлен первый вариант осуществления первого способа согласно изобретению, касающегося закрытия входа 8 посредством смещаемого элемента 14. Элемент 14, который может быть изготовлен, например, из отвержденной стержневой смеси, из керамического материала либо из металла, выполнен цилиндрическим и имеет сквозной цилиндрический канал 15, причем предпочтительно, чтобы он был расположен симметрично вокруг поверхности разъема двух частей 2 формы, однако на этой поверхности разъема он может быть расширен, с тем чтобы он жестко удерживался за счет трения с формовочной смесью, и таким образом, чтобы он несколько выступал из (боковой) поверхности ряда форм. На своей поверхности, охваченной формовочной смесью, или на части этой поверхности, элемент 14 может содержать по меньшей мере одну канавку, взаимодействующую с выступами, образованными на любой или на обеих частях 2 формы. Как показано на фиг. 2a, в течение литья в форму в направлении показанных стрелок, наружный плоский конец элемента 14 плотно примыкает к соплу 13 литейного устройства 9, при этом элемент 14 удерживается в формовочной смеси с силой, способной выдерживать давление, обеспечивающее на этой стадии уплотнение и оказываемое на элемент 14 сопло 13.
Когда форма полностью заполнена, на элемент 14 действует значительно большее давление, оказываемое соплом 13, что приводит к смещению элемента внутрь литейной формы до положения, показанного на фиг. 2b, при котором плоский внутренний конец элемента 14 приведен в плотное примыкание с плоской поверхностью 16 во входе 8, при этом упомянутая плоская поверхность 16 параллельна внутренней торцевой поверхности элемента 14. Это приводит к закрытию входа 8 и сопло 13 может быть отведено так, как упомянуто ранее.
На фиг. 2c и 2d представлена модификация варианта осуществления, показанного на фиг. 2a и 2b, в случае которой плоская поверхность 16 во входе 8 заменена углублением или седлом 16' для плоского внутреннего торца элемента 14, чем обеспечивается более надежное уплотнение. Кроме того, внутренняя полость или канал 15 элемента 14 заполняется ситообразным материалом 15', который способен задерживать возможные твердые вещества и/или шлак в отливаемом металле, что приводит к получению готового литья без таких загрязнений. Безусловно, ситообразный материал должен обладать способностью противостоять воздействию отливаемого металла.
На фиг. 3a, b и c представлены три варианта поперечного сечения элемента 14 согласно фиг. 2a и 2b. На фиг. 3a элемент имеет цилиндрическую наружную поверхность и располагается симметрично вокруг поверхности 17 разъема литейной формы. На фиг. 3b наружная поверхность элемента имеет квадратное поперечное сечение, при этом элемент 14 располагается симметрично вокруг поверхности 17 разъема литейной формы, а две его наружные поверхности параллельны ей. На фиг. 3c наружная поверхность элемента 14 имеет трапецеидальное поперечное сечение, при этом весь элемент 14 располагается в одной части формы таким образом, что более длинная параллельная сторона трапецеидального поперечного сечения лежит в поверхности 17 разъема.
На фиг. 4a и 4b представлен другой вариант осуществления способа, показанного на фиг. 2. На фиг. 4a элемент 14'' удерживается так, как разъяснено выше применительно к элементу 14 на фиг. 2a, и имеет цилиндрическую наружную поверхность и внутренний цилиндрический канал 15'', который, однако, закрыт у внутреннего торца стеной 18. В расположенной по окружности стенке 14'' элемента в непосредственной близости от торцевой стенки 18 находятся два отверстия 19, расположенные диаметрально противоположно друг другу, при этом, как показано на фиг. 4a, упомянутые отверстия выходят в кольцеобразную часть 20 входа 8, причем упомянутая кольцеобразная часть 20 охватывает самую внутреннюю часть элемента 14''. Внутри от торцевой стенки 18 литейная форма имеет цилиндрическую полость 21, диаметр которой фактически такой же, что и у элемента 14'', а осевая протяженность несколько больше толщины торцевой стенки 18 плюс осевая протяженность отверстия 19.
После заполнения литейной формы посредством сопла 13 литейного устройства, как показано на фиг. 4a, в направлении, обозначенном стрелками, через канал 15'', отверстия 19, кольцеобразную часть 20 и вход 8, в течение которого торцевая стенка 18 элемента 14'' демонстрирует значительно более высокую стойкость к эрозии, чем плоская поверхность 16 из формовочной смеси или седло 16' в варианте осуществления согласно фиг. 2, элемент 14'' посредством сопла 13 прижимается к литейной форме, занимая положение, показанное на фиг. 4b, при котором отверстия 19 располагаются всецело внутри полости 21, а кольцеобразная часть 20 входа 8 закрывается посредством наружной поверхности элемента 14''. После этого сопло 13 может быть отведено таким образом, как указано ранее.
В модификации того варианта осуществления, показанной на фиг. 4c и 4d, ситообразный материал 20' располагают в кольцеобразной части 20 входа 8 с охватом элемента 14'' и отверстий 19 в последнем, при этом упомянутый ситообразный материал способен задерживать имеющиеся в отливаемом материале твердые вещества и/или шлак таким же образом, что и ситообразный материал в модификации первого варианта осуществления, показанной на фиг. 2c и 2d.
На фиг. 5a и 5b представлен первый вариант осуществления второго способа согласно изобретению, при котором закрытие входа выполняют посредством плиты, которой может быть металлическая плита, известная из ранее описанного уровня техники, но которая также может состоять из какого-то иного приемлемого материала, например из керамического материала. В этом вместе вблизи от литейного ввода вход или литниковый канал 8 имеет наклоненную вниз часть 8', поперек и фактически под прямым углом к которой плита 22 размещается в противоположно расположенных канавках в частях 2 литейной формы. Плита 22 имеет сквозное отверстие 23, которое в положении ведения литья согласно фиг. 5a сцентрировано с проходящей вниз частью 8' литникового канала 8, когда плита 22 в этом положении несколько выступает из наружной стороны литейной формы. После заполнения литейной формы металлом через сопло 13 в направлении, указанном стрелками, плита 22 перемещается в форму в положение, показанное на фиг. 5b, так что она перекрывает или запирает наклонную часть 8' литникового канала 8, за счет чего обеспечивается возможность отвода сопла 13, о чем упоминалось выше, без вытекания металла из литейной формы.
В варианте осуществления этого способа, представленном на фиг. 6a и 6b, часть 8'' литникового канала, примыкающая к литейному входу, проходит фактически вертикально по меньшей мере на части его длины, а плита 22' размещается в противоположно расположенных канавках частей 2 литейной формы и проходит под прямым углом к вертикальной части канала 8'', то есть фактически горизонтально. Плита 22' имеет проходное отверстие 23', которое в положении осуществления литья, показанном на фиг. 6a, сцентрировано с каналом 8'', причем в этом положении плита 22' несколько выступает из наружной стороны литейной формы под соплом 13. После заполнения литейной формы плита 22' заталкивается в последнюю в положение, показанное на фиг. 6b, в котором она перегораживает часть 8'' литникового канала, а следовательно вызывает перекрытие входа формы, при этом сопло 13 может быть отведено так, как разъяснено выше.
В третьем способе согласно изобретению, представленном на фиг. 7a и 7b, часть 8''' литникового канала 8 вблизи от литейного входа проходит наклонно вниз, а противоположно упомянутой части 8''' в наружной стороне литейной формы образовано углубление 24, причем донная часть упомянутого углубления проходит параллельно наклоненному вниз литниковому каналу 8'''. После заполнения формы посредством сопла, как показано на фиг. 7a, поршень 25 прижимается к нижней части углубления 24 таким образом, что формовочная смесь вблизи от поршня 25 между донной частью углубления 24 и каналом 8''' вдавливается в последний в виде пробки 26, блокирующей канал 8''', а следовательно закрывающей вход в литейную форму. После этого сопло 13 может быть отведено, после реверсирования насоса 11, поскольку вследствие протяженности канала 8''' с наклоном вниз имеется лишь небольшая опасность того, что частицы формовочной смеси из пробки 26 будут засасываться в насос.
В ветвертом варианте осуществления способа согласно изобретению, который представлен на фиг. 8a-8e, самая наружная часть литникового канала 8, предназначенная для захождения в нее и примыкания сопла 13, состоит из металлической трубы 27, закрепленной в литейной форме. После заполнения литейной формы, как показано на фиг. 8a, металлическая труба 27 перегораживается либо путем расположения вокруг этой трубы 27 охлаждающих элементов 28, как показано на фиг. 8b, так что упомянутые охлаждающие элементы охлаждают трубу 27 и металл внутри нее, чтобы обеспечить застывание последнего внутри трубы 27 в виде пробки, закупоривающей вход в литейную форму, либо посредством обжима металлической трубы 27, как показано на фиг. 8c, между парой кулачков 29, с тем чтобы закрыть вход литейной формы, либо, как показано на фиг. 8d и 8e, за счет наличия металлической трубы 27, выходящей в расширенную часть входа 8, которая содержит шарик 30, действующий в качестве обратного клапана, и частично преграждается у ее дальнего по ходу конца посредством пальца 31, заделанного в формовочную смесь. Во время осуществления литья металл, как показано на фиг. 8d, может свободно проходить за шарик 30, опирающийся о палец 31, а когда литье прерывается, шарик 30, действующий в качестве обратного клапана, закрывает отверстие трубы 27, как показано на фиг. 8e.

Изобретение относится к литейному производству. В способе закрытия входа литейной формы цилиндрический полый элемент закрепляют в литейной форме так, что его наружная часть образует входную систему. Во время литья сопло заливочного устройства примыкает к наружному торцу элемента. Расплав заливается в литейную форму через сопло, канал полого элемента и литниковый канал литейной формы. После завершения литья сопло прижимается к элементу с силой, значительно большей силы примыкания в процессе литья. Элемент смещается внутрь литейной формы и перекрывает вход последней. Описаны три других варианта способа закрытия входа. Предотвращается разрушение литейной формы вокруг входного отверстия и попадание формовочного песка в отливку. 4 с. и 9 з.п.ф-лы, 8 ил.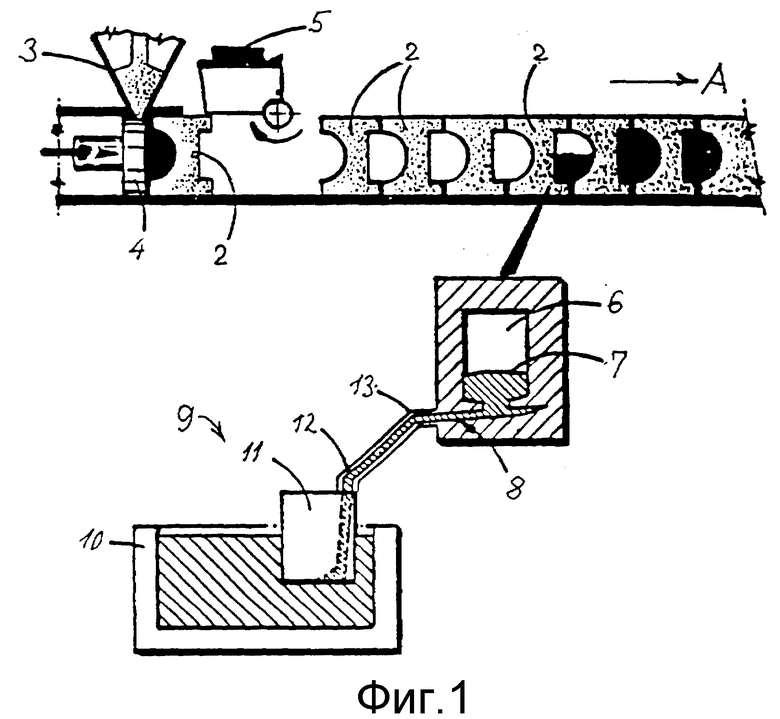
| WO 9311892 A2, 24.06.93 | |||
| Установка для литья под регулируемым давлением | 1976 |
|
SU567547A1 |
| Форма для литья заготовок под регулируемым давлением | 1976 |
|
SU577090A1 |
| WO 9311894 A, 24.06.93 | |||
| СПОСОБ МРАМОРИРОВАНИЯ ТЕКСТИЛЬНОГО МАТЕРИАЛА | 2010 |
|
RU2441956C1 |

