Известен пульсирующнй карусельный «онвейер для сборки и сварки узло-в коробчатой формы, содержащий В|ращающуюся раму, на которой установлены радиальио расположшные Кондукторы, имеющие механизм зажима и связанные с соответствующ.ими штоками-толкателями, взаимодей1ст:вующи.м1И с ко-пирами, жеспко првкрепленныими IK раме.
Однако такой жонвейер не обеспечивает требуемой цикличности фиксации и поворота узлов при их сборке.
Отличительная особенность предложенного конвейера состоит в том, что он снабжен жестко связанными со штоками-толкателями, зубчатыми рейками, взаимодействующими с ними шестерня мИ и 1сидящи ми на одних (валах с ними фиксаторами для узлов, а также посаженными на штоках-толкателях зубчатыми колесами, находящимися в зацеплении с уста-новленными на неподвижном основании зубчатыми секторами, при этом кондукторы снабжены индивидуальными фиксаторами, взаимодействующими с 1ко(.
Это обеспечивает поворот и iфикcaцию в требуемом положении изготавливаемых узлов в процессе сборки.
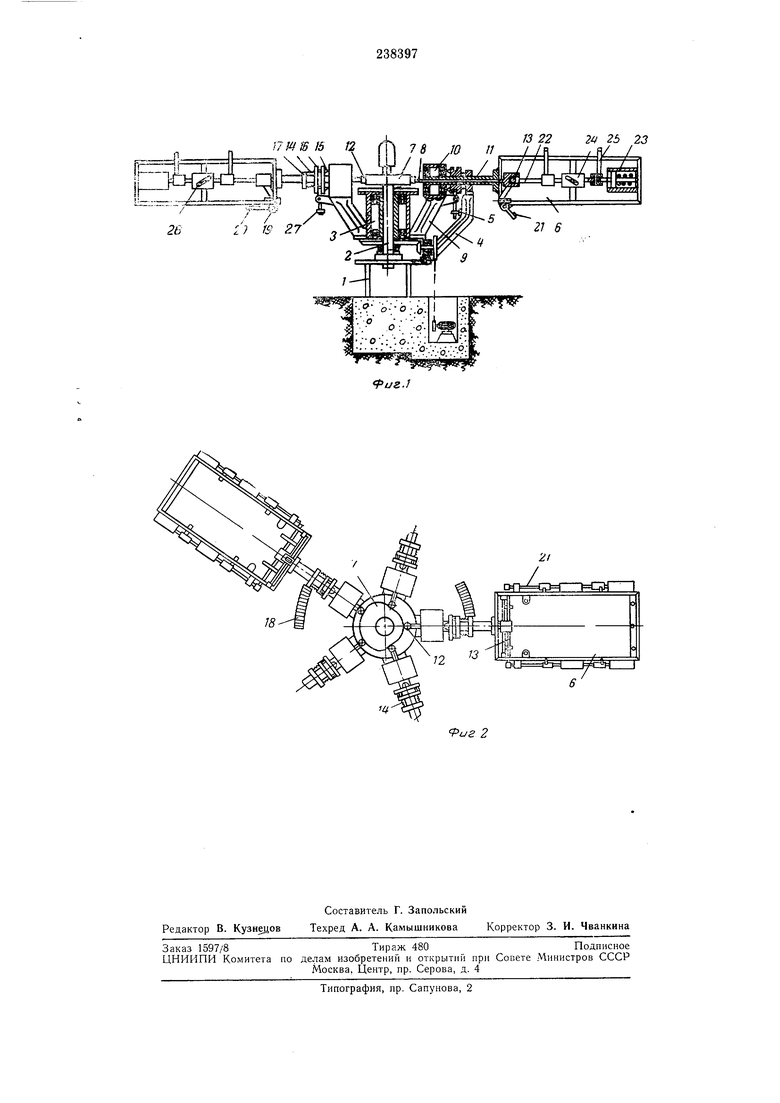
На оиорной сварной раме /, служащей основанием для установки конвейера на фундамент, иеподвижно закреплена ось 2, на которой на радиальных и упорном подшипниках смоитнрован подвижной опорный узел 3. К его нижнему торцу крепится коническая шестарня привода конвейера.
К опорной раме при.варены два кронштейна 4, на вер.хннх концах которых закреплены коничеокие зубчатые рейкн с копираМП 5, служащие для вывода фиксаторов из зацепления н поворота кондукторов 6.
На верхнем торце оси 2 за креилен копир 7
для сообщения движения штоку-толкателю 8
захватывающего и фиксирующего механизмов.
На онорном нодвижном узле закреилены кронштейны 9, на Которых через неподвижно смонтированные корпуса 10 крепятся при помощи полых валов // кондукторы 6.
Внутр вала проходит шток-толкатель, на одно:м конце которого смонтирован обкатывающий ролик 12, упирающийся в копир 7, другим концом подвижно соединенный с траверсой 13.
Для поворота и фиксацнн кондуктора 6 на валу жестко закреплена шестерня, в которую упираются четыре пружины 14 прижима муфты фиксаторов 15, входящих в гнезда, имеющиеся на крышках корпусов 10.
В паз муфты 16 входит вилка, шарнирно оовдинекная с карпусом 10, которая, набегая нижним роликом «а копир 5, выводит фИКС а торы из зацепления, а последующее набегание mecTeipHH 17 на зубчатую рейку 18 поворачивает кондукто.р 6 на 180° относительно горизонтальной оси.
Шток-толкатель 5 шарнирно соединен с траверсой 13, к которой снизу в средней части крепится кронштейн, несуш;ий зубчатую рейку, входяшую IB зацепление с шестерней 17 поворота фиксаторов 19, по которым базируются собираемые детали плиты.
На OQH шестерни, крепящейся концами в подшипниках, неподвижно закреплены два рычага 20, на которых находятся фиксаторы 21.
К концам траверсы 13 шарнирно крепятся стержни 22, которые противоположными концами упираются в 23, а в средней части своими штифтами входят в винтовые иазы втулок 24.
В сте1ржнях неподвижно закреплены по два захвата-штанги 25.
Работает предлагаемый конвейер следующим образом.
Движение сообщается от электродвигателя через цепную и зубчатую передачи на опорный узел 3. Реле времени периодически включает и отключает электродвигатель, то обеспечивает необходимый режим сборки.
В исходном положении на первой технологической онерации стержни 22, траверса 13 и шток-толкатель 8 сдвинуты к центру конвейера.
Фиксаторы 21 базировки деталей «ахоаятся в горизонтальной плоск;ОСТ1И кондуктора 6. Фиксаторы 15 поворота-в зацеплении, т. е. в гнездах корнуса. Муфта 16 отжата пружинами 14. Шток-толкатель 8 упира1ется в сектор копира меньшего радиуса.
После прохождения первых позиций сборки при набегании ролика 12 штока-толкателя на
выступающую часть копира 7 шток-толкатель перемещается к 1периферпи конвейера, передвигает траверсу и закрепленную на ней зубчатую рейку 18 и вращением шестерни (выводит из зацепления фиксаторы 21 базировки деталей.
Одновременно траверса 13 отталкивает стержни 22, которые, передвигаясь, штифтами 26 вращают захваты-штанги 25. В этом положеНИИ продолжается :сборка. По окончании .сборки ролик 12 штока-толкателя заходит на скос копира 7, причем захваты-штанги 25 расходятся, и собранный каркас плиты удаляется. При дальнейшем движении ролик 27 вилки
фиксатора набегает на .ксиир 5, выводит «з зацепления фиксаторы, а набегающая на зубчатую рейку 18 шестерня вращает кондуктор 6 и устанавливает его в исходное положение.
Предмет изобретения
Пульсирующий карусельный конвейер для с.борки и сварки узлов коробчатой формы, содержащий вращающуюся раму, на которой установлены радиально расположенные кондукторы, связанные с соответспвующими щтокамп-толкателям1И, взаимодействующими с копирами, жестко прикрепленными к раме, отличающийся тем, что, с целью обеспечения поворота и фиксации узлов в требуемом положении в процессе сборки, он снабжен жестко связанными со штоками-толкателями зубчатыми рейками, взаимодействующими с ними шестернями и сидящими на одних валах с этими шестернями фиксаторами для узлов, а также посаженны.ми на штоках-толкателях зубчатыми колесами, находящимися в зацеплении с установленными на неподвижеом основании зубчатыми секторами, при этом кондукторы снабжены индивидуальными фиксаторами, взаимодействующими с копирами. Ц ( 78 Ю П L 2f 25 23 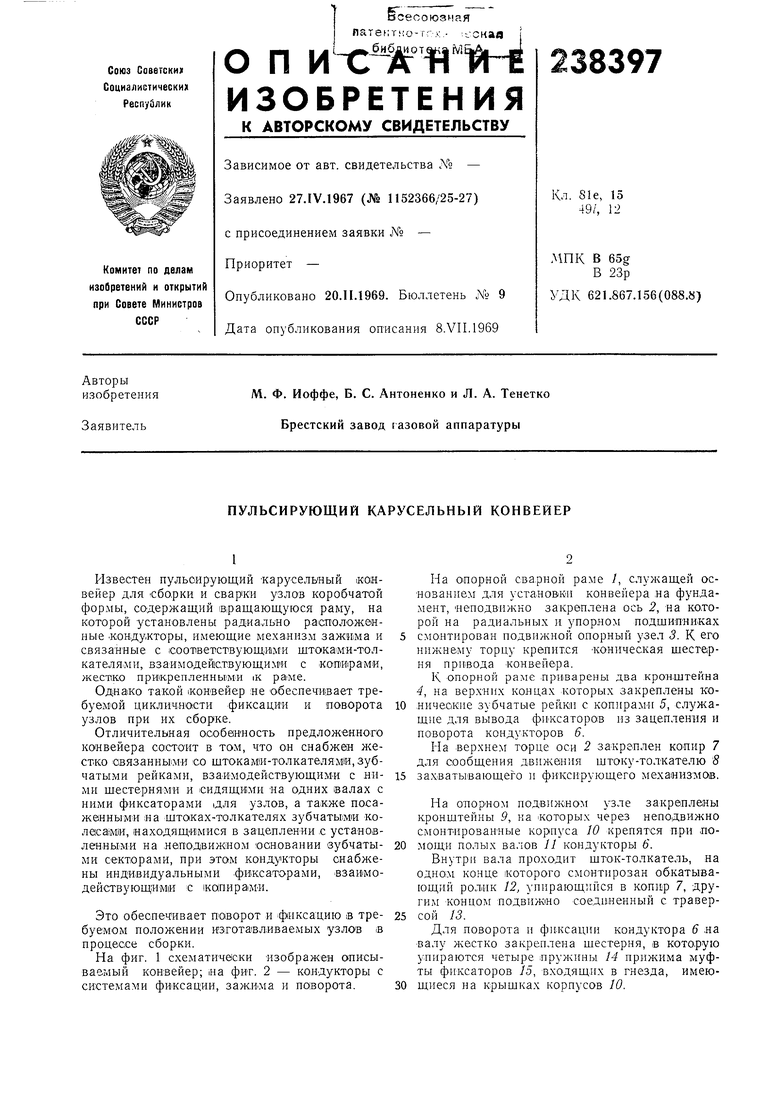
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс конвейерного типа для горячей вулканизации низа обуви | 1940 |
|
SU61593A1 |
| Поворотный стол карусельной литейной машины | 1982 |
|
SU1046011A1 |
| Устройство для заливки кокилей | 1961 |
|
SU149192A1 |
| Съемно-сборочное устройство карусельного типа к формовочным машинам | 1958 |
|
SU117354A1 |
| Прокатный стан | 1988 |
|
SU1583196A1 |
| Автомат для отгибки зацепов пружин растяжения | 1989 |
|
SU1641491A1 |
| Устройство для упаковки штучных изделий в картонные коробки | 1986 |
|
SU1458279A1 |
| Прокатный стан | 1988 |
|
SU1519803A1 |
| Установка для производства камнелитых изделий | 1985 |
|
SU1310211A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |