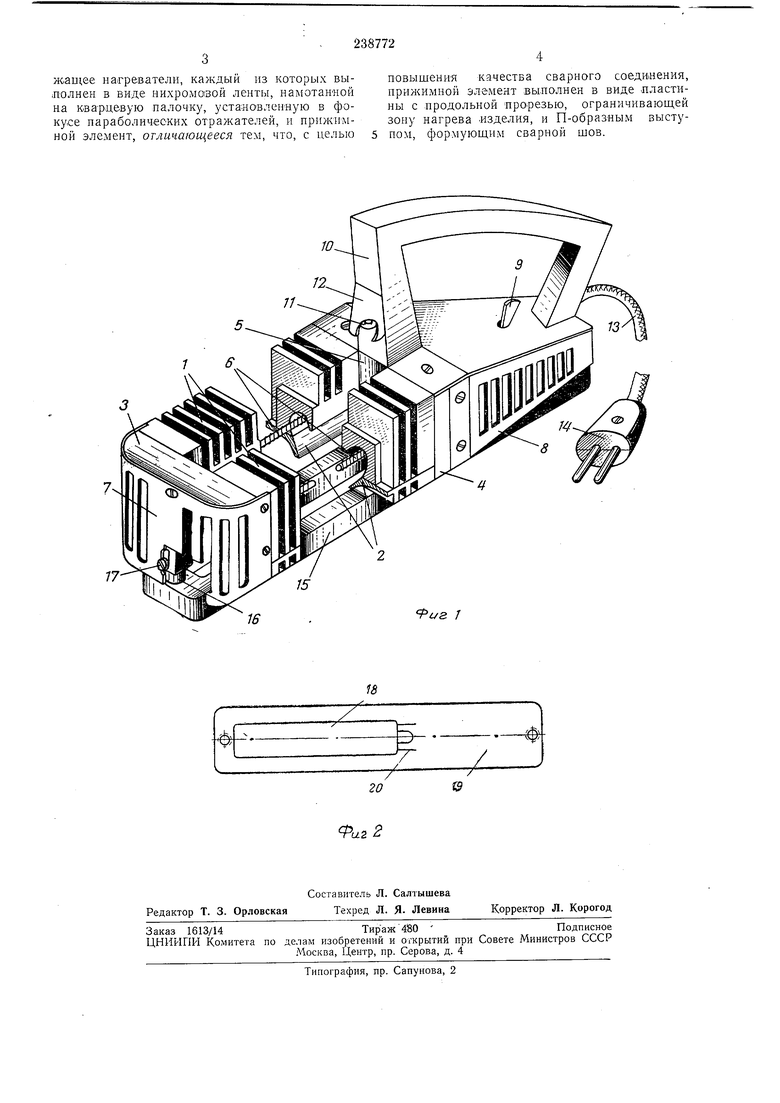
Известно устройство для сварки термопластичны.х материалов инфракрасным излучением, содержащее нагреватели, каждый из которых представляет собой нихромовую ленту, намотанную на установленную в фокусе параболических отражателей кварцевую палочку, и прижимной элемент. Предложенное устройство отличается тем, что прижимной элемент вьиполнен в виде ,пластииы с продольной прорезью, ограничивающей зону нагрева изделия, и П-образным выстулом, формующ1им сварной шов. Благодаря павышается качество сварното соединения. Па фиг. 1 изображено описываемое устройство в аксонометрии; н.а фиг. 2 - прижимной элемент. Устройство содержит два 1параболичес|Ких рефлектора / с отражательными пластина ми 2 для концентрации инфракрасного излучения, смонтированными на соединительных планках 3 и 4 на расстоянии 20-25 мм одна от другой таким образом, что в образованное окно 5 .можно наблюдать за нроцессом разогрева полимера в зоне шва при сварке. Заркала .рефлекторов расположены под углом друг к другу в вертикальной плоскости, и поток инфракраснлх лучей от излучателей концентрируется на плоскости зоны нагрева. Инфракрасные излучатели 6, состояш,ие из ихромовой ленты, намотанной на кварцевую алочку, установлены в фокусе параболичеких отражателей. К соединительной планке 3 прикреплен защитный кожух 7, а к .план-ке 4 - .монтажная коробка 8 с вентиляционными прорезями. На коробке смонтированы тумблер включения 9 и ручка JO, на «оторой установлена ламночка подсветки // с кол.пачком 12. С торца ручки 10 выведен шнур питания 13 с вилкой 14 для подключения к питающей сети. Формующая пластина 15 при помощи стоек 16 крепится с одной стороны :К соединительной планке 5, а с другой - к монтажной коробке 8 и стоиорится винтами 17. Пластина (фиг. 2) имеет продольную прорезь 18, «оторая определяет длину свариваемого участка шва с одной установки и ограничивает зону нагрева. Пятка 19, равная по длине продольной .прорези, для сдавливания .полимера ввязкотекуче.м состоянии и формования сварного шва. Сдавливание осуществляется П-образным выступом 20, расположенным за продольной прорезью в пятке. Предмет изобретения ж,ащее нагреватели, каждый из которых вылолнен в виде нихромовой ленты, намотанной на квардевую палочку, установленную в фокусе параболических отражателей, и прижимной элемент, отличающееся тем, что, с целью повышения качества свариого соединения, прижимной элемент выполнен в виде лластины с продольной лро-резью, ограничивающей зону нагрева .изделия, и П-образным выступом, формующим сварной шов.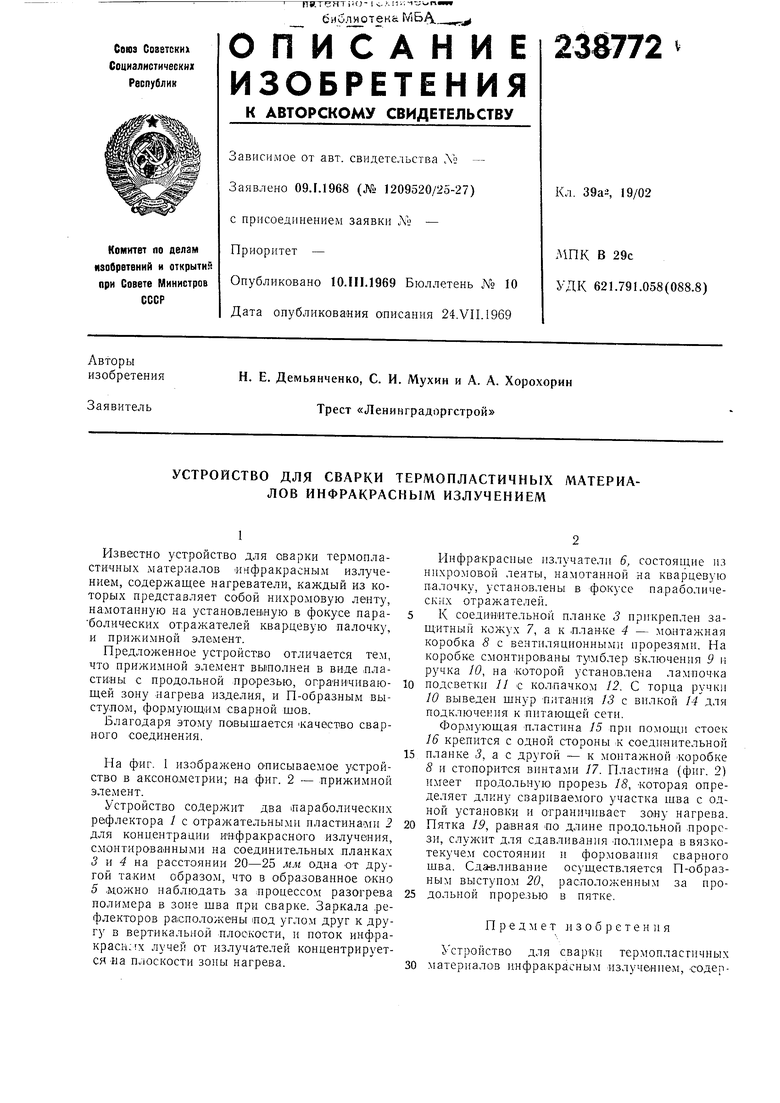
| название | год | авторы | номер документа |
|---|---|---|---|
| ООЮЗНАЯ 1 | 1972 |
|
SU333070A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 1972 |
|
SU339424A1 |
| ПАКЕТОДЕЛАТЕЛЬНАЯ МАШИНА, СПОСОБ ИЗГОТОВЛЕНИЯ ПАКЕТОВ И ПЕРФОРАТОР ДЛЯ РОТОРНОЙ ПАКЕТОДЕЛАТЕЛЬНОЙ МАШИНЫ | 2007 |
|
RU2489263C2 |
| Устройство для сварки термопластичных материалов инфракрасным излучением | 1979 |
|
SU872284A1 |
| Устройство для сварки световым лучом термопластичных материалов | 1980 |
|
SU937192A1 |
| Устройство для соединения полимерных материалов | 1989 |
|
SU1705114A1 |
| Устройство для сварки термопластичных материалов инфракрасным излучением | 1981 |
|
SU958119A1 |
| УСТРОЙСТВО ДЛЯ ТЕПЛОВОГО НАГРЕВА ПОВЕРХНОСТИ | 1999 |
|
RU2162922C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБКИ СО СВАРНЫМ ПРОДОЛЬНЫМ ШВОМ | 1995 |
|
RU2139159C1 |
| ПАКЕТОДЕЛАТЕЛЬНАЯ МАШИНА (ВАРИАНТЫ), СПОСОБ ИЗГОТОВЛЕНИЯ ПАКЕТОВ, НАКОНЕЧНИК ДЛЯ СВАРОЧНОГО ЭЛЕМЕНТА РОТОРНОЙ ПАКЕТОДЕЛАТЕЛЬНОЙ МАШИНЫ И ПЕРФОРАТОР ДЛЯ РОТОРНОЙ ПАКЕТОДЕЛАТЕЛЬНОЙ МАШИНЫ | 2013 |
|
RU2646194C2 |
Г
