Предлагаемое устройство относится к области обработки металлов давлением.
Известны устройства для отбортовки цилиндрических обечаек, содержащие станину, отбортовочные ролики, смонтированные на параллельных вращающихся валах, один из которых перемещается в радиальном направлении. Однако известные устройства достаточно сложны.
Предлагаемое устройство более просто, так как фиксация обрабатываемой детали осуществляется в нем при помощи опорных роликов, взаимодействующих в процессе обработки с торцами обечайки и имеющих профиль, соответствующий траектории перемещения кромки обрабатываемой детали в плоскости, проходящей через ее ось.
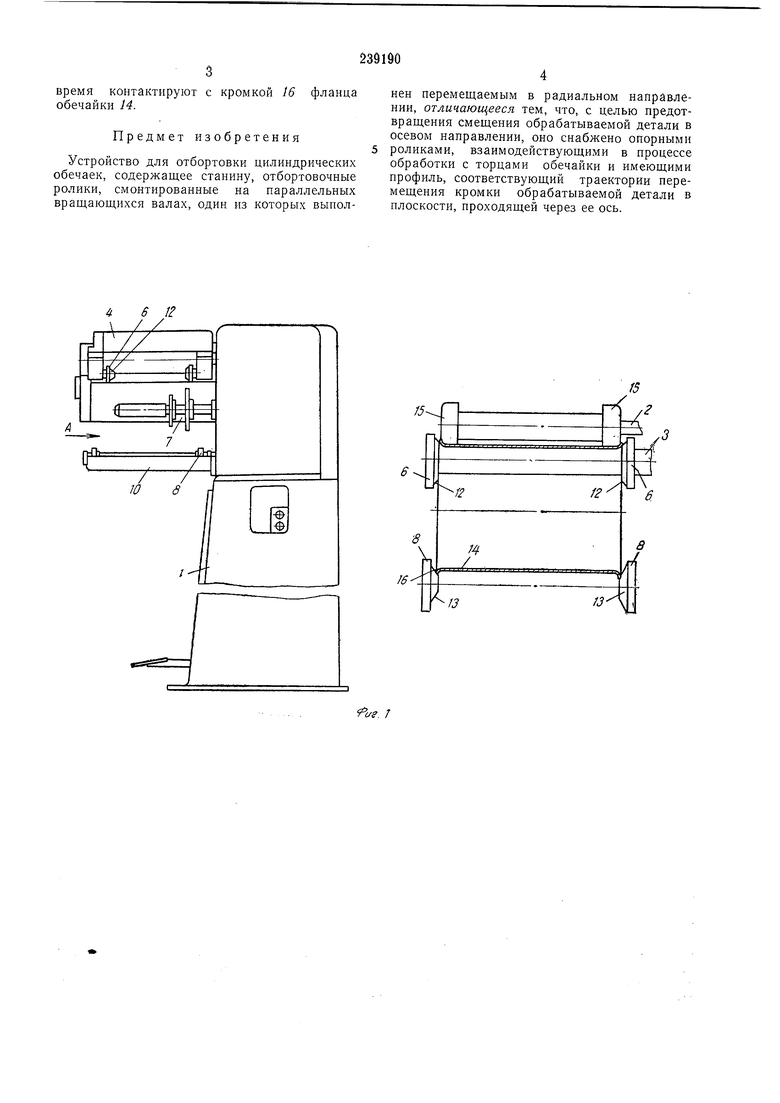
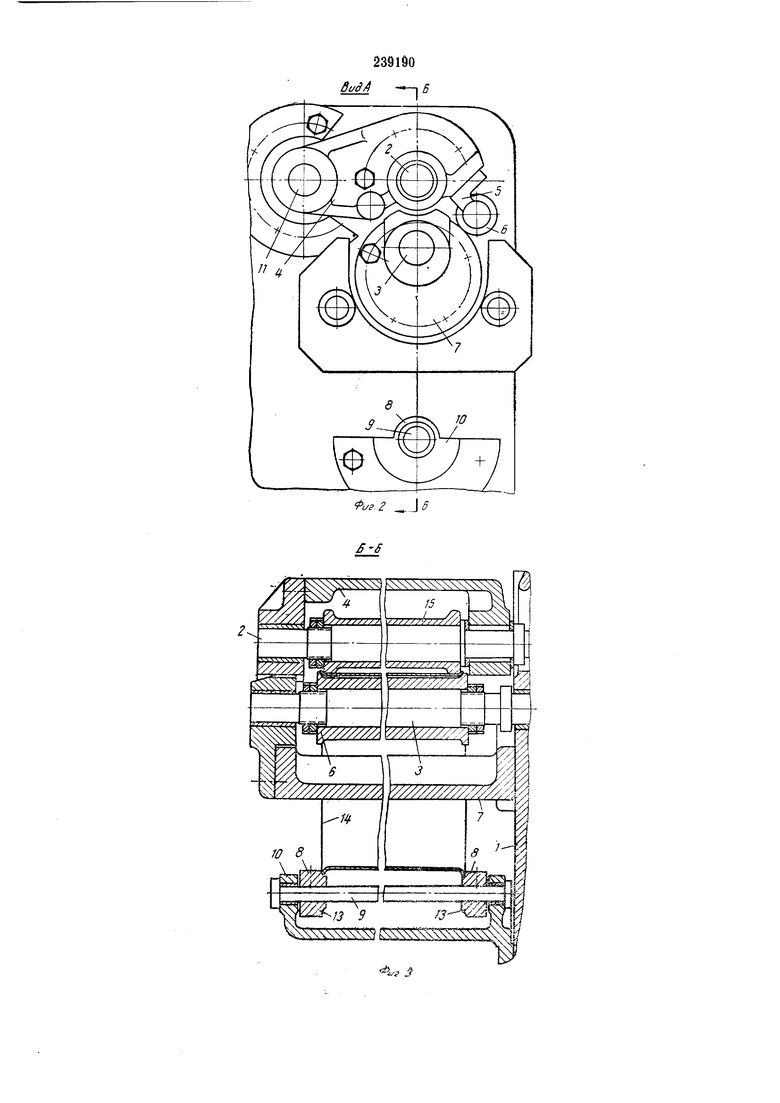
Па фиг. 1 схематически показано предлагаемое устройство; иа фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 2.
В станине / установлен привод, осуществляющий вращение верхнего 2 и нижнего рабочих валов, а также качание кронштейна 4, несущего верхний рабочий вал 2. К кронштейну 4 крепятся опоры 5 отбортовочных роликов 6. Пижний рабочий вал 5 вращается в кронштейне 7, жестко связанном со станиной. Опорные ролики 8 установлены на оси 9, которая свободно вращается в опорах кронштейна 10, укрепленных на станине. Кронштейн 4 посредством привода качается относительно горизонтальной осп // так, что межцентровое расстояние валов 2 и 3 пзменяется в заданных пределах.
Профили участков 12 и 3 роликов 6 8 соответственно повторяют траекторию, описываемую в процессе отбортовки кромко торца обечайки 14 в плоскости, проходящей через ось последней.
Такая конфигурация роликов, постоянно взаимодействующих при обработке с торцами обрабатываемой детали, предотвращает ее
осевые смещения. Рабочий вал 3 несет отбортовочные ролики 15.
Работа устройства проис.ходит следующим образом.
При разведенных валах 2 и 3 подлежащая
отбортовке обечайка 14 надевается на нижний рабочий вал 3. Затем валы 2 и 3, синхронно вращаясь, начинают сближаться, и ролики 6 и 15 производят огбортовку фланцев на обоих торцах обечайки 14. При этом в связи с образованием борта обечайка укорачивается и одновременно увеличивается диаметр торцов. Кроме того, обечайка У-..,перемещается вниз по вертикали до тех пор, пока не закончится формование бортов. Поверхновремя контактируют с кромкой 16 фланца обечайки 14.
Предмет изобретения
Устройство для отбортовки цилиндрических обечаек, содержащее станину, отбортовочные ролики, смонтированные на параллельных вращающихся валах, один из которых выполнен перемещаемым в радиальном направлении, отличающееся тем, что, с целью предотвращения смещения обрабатываемой детали в осевом направлении, оно снабжено опорными роликами, взаимодействующими в процессе обработки с торцами обечайки и имеющими профиль, соответствующий траектории перемещения кромки обрабатываемой детали в плоскости, проходящей через ее ось.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для отбортовки обечаек | 1980 |
|
SU854511A2 |
| МАШИНА ДЛЯ ОТБОРТОВКИ ОБЕЧАЕК | 1972 |
|
SU347101A1 |
| Устройство для отбортовки | 1983 |
|
SU1097410A1 |
| Устройство для отбортовки цилиндрических изделий | 1977 |
|
SU747574A1 |
| Устройство для отбортовки изделий | 1978 |
|
SU768523A1 |
| Устройство для отбортовки цилиндрических изделий | 1985 |
|
SU1329866A1 |
| Устройство для формообразования фланцев на обечайках | 1987 |
|
SU1733161A1 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ И ЗИГОВКИ ПОЛЫХ ИЗДЕЛИЙ | 1990 |
|
RU2010644C1 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ И СПОСОБ ОТБОРТОВКИ ДЕТАЛЕЙ РОЛИКАМИ | 2007 |
|
RU2425725C2 |
| Станок для ротационной обработки давлением полых изделий | 1989 |
|
SU1639833A1 |
/5
