Изобретение относится к устройству для отбортовки с многоосевым промышленным роботом, в частности с промышленным роботом, несущим в своей руке инструмент с отбортовочной головкой и по меньшей мере одним отбортовочным роликом, установленным на отбортовочной головке.
Такое устройство для отбортовки известно, например, из DE U-29910871. Показанный там отбортовочный инструмент, направляемый роботом, содержит отбортовочный ролик, с помощью которого отбортовочный край детали отгибается и прижимается. Предварительная и окончательная отбортовка при необходимости могут производиться в несколько рабочих операций.
Однако при использовании такого устройства для отбортовки во время предварительной отбортовки в материале края образуют складки. Эти складки для получения бездефектной поверхности необходимо устранять на этапе окончательной отбортовки, что, однако, обычно удается лишь в ограниченном объеме и, кроме того, требует затрат.
Поэтому задачей изобретения является создание устройства для отбортовки, которое позволяет производить отбортовку деталей максимально просто и без складкообразования.
Кроме того, другой задачей настоящего изобретения является создание способа отбортовки деталей роликами, с помощью которого можно надежно предотвратить образование складок.
Согласно изобретению эта задача решается с помощью предмета независимых пунктов формулы изобретения. Предпочтительные усовершенствования изобретения являются предметом зависимых пунктов формулы изобретения.
Устройство для отбортовки согласно изобретению содержит предусмотренную для приема детали отбортовочную станину и многоосный манипулятор, в частности промышленный робот, несущий в своей руке отбортовочный инструмент по меньшей мере с одним отбортовочным роликом. По меньшей мере части отбортовочного ролика имеют форму конуса или усеченного конуса с вершиной, осью симметрии, проходящей через вершину конуса, и с углом α раскрытия, причем для угла α раскрытия имеет место: 180°>α≥140°.
Идея изобретения заключается в том, что складкообразование при предварительной отбортовке должно предотвращаться заранее. Как удалось показать опытным путем, так и с помощью моделирования, складкообразование объясняется локальными удлинениями материала, в частности поблизости от кромки края, при предварительной отбортовке.
Поэтому, в частности, в области кромки края локальное удлинение материала должно удерживаться сравнительно малым. Удлинение, вызываемое «обматыванием» материала края вокруг отбортовочного ролика, может уменьшаться, в частности, в области кромки края, за счет того, что вместо обычного цилиндрического отбортовочного ролика выбирают конический, причем термин «конический» здесь и далее используется в качестве сокращения и понимается как отбортовочный ролик, который имеет или форму полного конуса, или форму усеченного конуса, или имеет по меньшей мере в некоторых областях форму полного конуса или форму усеченного конуса.
Такой конический отбортовочный ролик благодаря своей прямой направляющей обкатывает с помощью робота не всю боковую поверхность конуса, а, строго говоря, только одну окружность. Другие области боковой поверхности оказывают на край заметно меньшее прижимное усилие. Таким образом, прижимное усилие вдоль участка боковой поверхности между основанием и вершиной конуса имеет градиент, препятствующий локальным удлинениям кромки края.
Как оказалось, оптимальной является величина градиента прижимного усилия при величине угла α раскрытия конуса минимум 140°, предпочтительно минимум 160°.
Наряду с углом раскрытия конуса важное значение для предотвращения локальных удлинений имеют и другие параметры, как, например, диаметр отбортовочного ролика. Основание конического отбортовочного ролика имеет диаметр d, равный, предпочтительно, минимум 60 мм.
В одном примере осуществления изобретения предусмотрен конический отбортовочный ролик в качестве ролика предварительной отбортовки, а другой цилиндрический ролик - в качестве ролика окончательной отбортовки. Однако отбортовочный ролик может быть выполнен таким образом, чтобы он имел коническую область или область в виде усеченного конуса и цилиндрическую область, так чтобы он мог быть использован как в качестве ролика предварительной, так и ролика окончательной отбортовки.
Предпочтительно, что отбортовочный ролик жестко расположен на выходном валу привода, с помощью которого отбортовочный ролик во время отбортовки приводится с заданным числом оборотов. Направление вращения отбортовочного ролика осуществляется в направлении движущегося промышленного робота, причем скорость вращения отбортовочного ролика больше скорости движения промышленного робота.
Трение между подлежащим отбортовке краем и поверхностью отбортовочных роликов, обрабатывающих отбортовочный край, должно быть максимально возможным. «Прокручивания» приводимых отбортовочных роликов на отбортовочном краю, в любом случае следует избегать. При этом в качестве целесообразного варианта выполнения отбортовочных роликов оказалось их выполнение из твердосплавного, предпочтительно стального ядра с находящейся на нем эбонитовой оболочкой. При этом эбонитовая оболочка может быть нанесена вулканизацией.
Устройство согласно изобретению имеет то преимущество, что материал края благодаря оптимизированной конической геометрии отбортовочного ролика испытывает меньшее локальное удлинение, чем в случае традиционных отбортовочных роликов. В результате складки на детали образуются реже, и поэтому можно также отказаться от затратных усилий для уменьшения складок при окончательной отбортовке или от снижения скорости поступательного движения.
Согласно настоящему изобретению способ отбортовки роликами металлических деталей включает следующие этапы: сначала подлежащая отбортовке деталь устанавливается своим краем на отбортовочную станину. Край с помощью ролика предварительной отбортовки, направляемого многоосным манипулятором, например промышленным роботом, подвергается предварительной отбортовке, причем ролик предварительной отбортовки имеет форму конуса или усеченного конуса с осью симметрии, вершиной конуса и углом α раскрытия конуса, где угол α раскрытия конуса составляет минимум 140°. Затем край подвергается окончательной отбортовке, предпочтительно с помощью цилиндрического ролика окончательной отбортовки.
Благодаря оптимизированной конической геометрии отбортовочного ролика, особенно вблизи кромки края, локальные удлинения, которые могут привести к складкообразованию, оказываются меньшими по сравнению с традиционными способами. При этом для направления отбортовочного ролика существуют две возможности:
ось симметрии конического отбортовочного ролика в процессе отбортовки расположена почти перпендикулярно плоскости отбортовочной станины. При этом «почти перпендикулярно» означает, что ось симметрии пронизывает плоскость отбортовочной станины под углом более 45°.
В этом случае ось симметрии ролика предварительной отбортовки повернута, предпочтительно, на угол β против часовой стрелки относительно перпендикуляра к направлению поступательного движения.
Однако ось симметрии конического отбортовочного ролика в процессе отбортовки может также располагаться почти параллельно плоскости отбортовочной станины. При этом «почти параллельной» означает, что ось симметрии пронизывает плоскость отбортовочной станины под углом менее 45°.
В этом втором случае ось симметрии ролика предварительной отбортовки повернута, предпочтительно, на угол β по часовой стрелке относительно перпендикуляра к направлению поступательного движения.
Перед началом предварительной отбортовки краевой угол γ между краем и отбортовочной станиной и тем самым плоскостью детали должен составлять максимум 90°.
Скорость v1 поступательного движения, с которой отбортовочный ролик направляется во время предварительной отбортовки, составляет, предпочтительно, 1000-1600 мм/сек. Как при предварительной, так и при окончательной отбортовке края может быть предусмотрено несколько этапов предварительной или окончательной отбортовки.
Устройство для отбортовки, в частности, пригодно для отбортовки роликами деталей автомобиля, как то: двери автомобиля, капоты двигателя и крышки багажника.
Примеры осуществления изобретения более подробно поясняются ниже на основе приложенных чертежей.
Фиг.1 - схематический вид сбоку устройства для отбортовки с промышленным роботом и отбортовочным инструментом с приводимым отбортовочным роликом;
фиг.2 - схематический вид отбортовочного ролика согласно первому варианту выполнения;
фиг.3 - схематический вид отбортовочного ролика согласно второму варианту выполнения;
фиг.4 - схематический вид отбортовочного ролика согласно третьему варианту выполнения;
фиг.5 - схематический вид сбоку отбортовочного ролика в процессе отбортовки.
Фиг.6 и 7 показывают две возможности осуществления отбортовки роликами. При этом:
фиг.6а - схематический вид сбоку первой возможности;
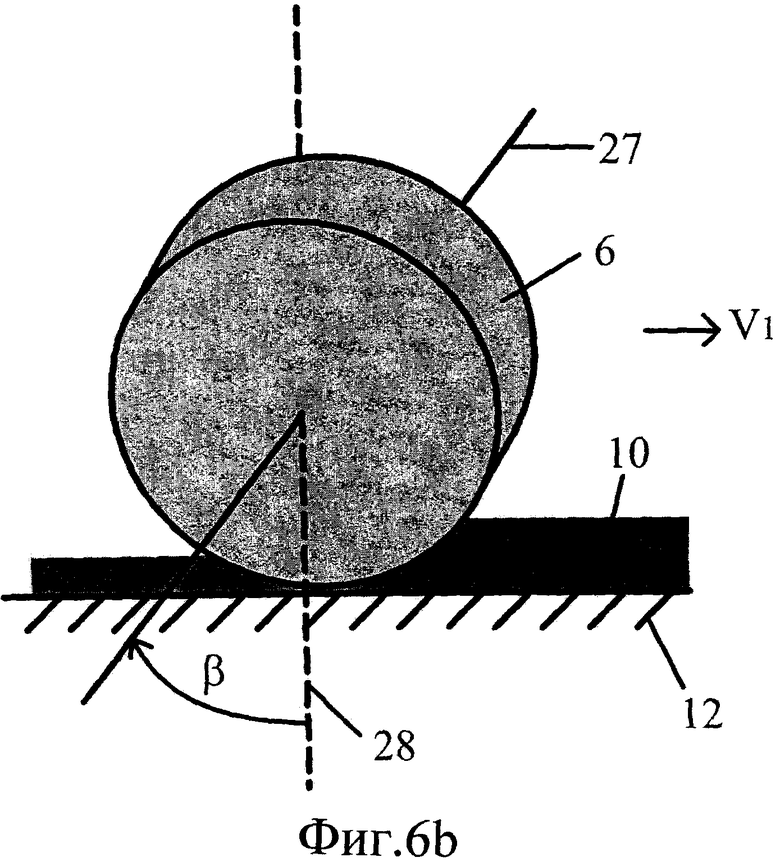
фиг.6б - схематический вид первой возможности в другой перспективе;
фиг.7а - схематический вид сбоку второй возможности;
фиг.7б - схематический вид второй возможности в другой перспективе.
Одинаковые элементы на всех чертежах имеют одинаковые ссылочные позиции.
На фиг.1 схематически изображено устройство 1 для отбортовки, которое по главной оси состоит из шестиосного промышленного робота 2 и отбортовочного (т.е. кромкозагибочного) инструмента 5.
Отбортовочный инструмент 5 перемещается промышленным роботом 2 относительно детали 10 с одним или несколькими отбортовочными краями 11, стационарно установленной на корпусе и закрепленной там на отбортовочной станине 12.
Корпус может быть выполнен в виде поворотного стола (не показан), на котором смонтирована отбортовочная станина 12, причем поворотный стол вращается против направления вращения робота и для этого включен в систему управления промышленным роботом 2 или управляется вместе с ним.
Промышленный робот, изображенный на фиг. 1, имеет шесть осей вращения. Однако число осей может быть меньше или больше. Промышленный робот 2 содержит устройство 13 управления роботом, с помощью которого управляются и регулируются его движения и при необходимости также ход процесса отбортовки. Для этого в устройстве 13 управления запрограммирован выведенный из контура отбортовочных краев процесс движения робота 2 и отбортовочного инструмента 5, а данные автоматизированного проектирования (САД-данные) и автоматизированного производства (САМ-данные) детали 10 записаны в оперативной памяти.
Промышленный робот 2 содержит кулису и стрему 3, на переднем конце которой установлен манипулятор или по-другому рука 4 робота с одной или несколькими осями движения. Со стороны выхода рука 4 робота имеет фланец, к которому прифланцован отбортовочный инструмент 5.
Отбортовочный инструмент 5, показанный на фиг. 1, содержит отбортовочный ролик 6. Отбортовочный ролик 6 жестко закреплен на выходном валу 7. Выходной вал 7 соединен с передачей 8, прифланцованной к приводному двигателю 9. Передача 8 и приводной двигатель 9 находятся внутри отбортовочного инструмента 5.
Для выполнения отбортовки роликами на детали 10 промышленный робот 2 приводится в движение устройством 13 управления и при этом объезжает отбортовочный край 11 со скоростью v1. Одновременно отбортовочный ролик 6 прижимается к отбортовочному краю, так что отбортовочный ролик 6 отгибает вниз отбортовочный край. При этом отбортовочный ролик 6 приводится во вращение, которое осуществляется за счет приводного двигателя 9, передачи 8 и, наконец, выходного вала 7. Вращение отбортовочного ролика 6 происходит в направлении движения робота 2 вдоль внешнего контура отбортовочного края 11.
При этом скорость v2 вращения или соответственно число оборотов отбортовочного ролика 6 больше скорости v1 перемещения двигающегося робота 2, т.е. v2>v1. Скорость v1 промышленного робота 2 обычно составляет 1000-1600 мм/сек.
Таким образом, деталь 10 в области отбортовочного края 11 слегка обжимается отбортовочным роликом 6 в направлении, противоположном перемещению робота. Благодаря этому раздача (расширение) детали 10 в области отбортовочного края 11 уменьшается.
Промышленный робот 2 содержит устройство 13 управления, с помощью которого измеряются и регулируются движения и весь ход процесса производимой отбортовки роликами. Устройство 13 управления выполнено в виде автоматизированной (т.е. управляемой ЭВМ) системы управления с одним или несколькими процессорами, несколькими интерфейсами для ввода-вывода данных и с несколькими запоминающими устройствами для рабочих параметров, параметров процесса и прочих релевантных данных.
В устройстве 13 управления запрограммированы и записаны в оперативную память траектория движения и соответствующий ход движений промышленного робота 2 и отбортовочного инструмента 8.
Устройство 1 для отбортовки содержит в области своей отбортовочной головки 15 измерительное устройство 20, с помощью которого измеряются регистрируемые в процессе отбортовки параметры отбортовки. Измерительное устройство 20 соединено с устройством 13 управления роботом 2 линией 19. Устройство 13 управления, в свою очередь, соединено с промышленным роботом 13 линией 21.
С помощью измерительного устройства 20 во время отбортовки роликами измеряются, в частности, число оборотов и прижимное усилие отбортовочного ролика 6 и подрегулируются за счет устройства коррекции заданное/фактическое значение. Подрегулирование учитывает, в частности, также точную установку прижимного усилия вращающегося отбортовочного ролика 6.
Поскольку скорость перемещения робота 2 при объезжании и обработке детали 10 может изменяться, число оборотов приведенного в действие отбортовочного ролика 6 должно подстраиваться под него. Эта коррекция также осуществляется в зависимости от скорости движения робота 2 с помощью устройства 13 управления, устанавливающего посредством записанных в оперативную память программных данных число оборотов отбортовочного ролика 6 в зависимости от скорости перемещения робота 2.
Для действенного предотвращения раздачи детали 10 в области отбортовочного края 11, приводящей к складкообразованию на отбортовочном краю 11, отбортовочный ролик 6 имеет особую геометрию.
На фиг.2, 3 и 4 схематически изображены альтернативные варианты выполнения отбортовочного ролика 6.
Отбортовочный ролик 6 согласно фиг.2 имеет форму конуса с боковой поверхностью 14 и основанием 16. Геометрия конуса характеризуется своим углом α раскрытия и диаметром d своего основания 16. Особенно благоприятным для предотвращения складкообразования является угол α раскрытия, составляющий минимум 140°. Диаметр d равен минимум 60 мм.
Отбортовочный ролик 6, как показано на фиг.2, может иметь форму полного конуса. Однако он может также, как показано на фиг.3, иметь форму усеченного конуса. Ролик 6 в форме конуса или усеченного конуса используется для предварительной отбортовки детали 10. Для окончательной отбортовки может быть использован, например, цилиндрический ролик окончательной отбортовки (не показан).
Однако технологические операции предварительной и окончательной отбортовки могут выполняться с помощью одного единственного отбортовочного ролика 6. Для этого отбортовочный ролик 6 согласно фиг.4 имеет конический участок 25 для предварительной отбортовки и цилиндрический участок 23 для окончательной отбортовки. Как предварительная, так и окончательная отбортовка могут осуществляться в несколько проходов.
На фиг.5 схематически изображен вид сбоку конического отбортовочного ролика 6 и отбортовочного края 11 в процессе отбортовки.
Отбортовочный ролик 6 подводится таким образом, чтобы он на первом участке 18 прижимался к отбортовочному краю 11 с относительно большим прижимным усилием и плотно прилегал к нему. На втором участке 22, расположенном ближе к вершине конуса, радиус отбортовочного ролика 6 из-за его конической геометрии заметно меньше, и боковая поверхность 14 конуса на этом втором участке 22 прилегает к отбортовочному краю 11 менее плотно. Таким образом, отбортовочный ролик 6 обкатывает не всю боковую поверхность 14, а, строго говоря, лишь одну ее окружность.
Локальные удлинения, приводящие к складкообразованию на отбортовочном краю 11, происходят в результате «обматывания» материала края вокруг отбортовочного ролика 6. Следствием конической геометрии отбортовочного ролика 6 из-за его меньшего радиуса на втором участке 22, расположенном ближе к вершине конуса, является особенно незначительное локальное удлинение вблизи кромки 24 края.
Край 11 образует с плоскостью детали 10 краевой угол γ. Перед началом предварительной отбортовки этот угол γ должен составлять максимум 90°.
На фиг.6 и 7 показаны две различные возможности направления отбортовочного ролика 6.
На фиг.6а ось 27 симметрии конического отбортовочного ролика 6 проходит почти параллельно плоскости отбортовочной станины 12 и тем самым по существу также и поверхности детали 10. Вершина 26 конуса обращена к детали 10. При этом «почти параллельно», означает, что ось 27 симметрии пронизывает плоскость отбортовочной станины 12 под углом менее 45°.
При такой ориентации отбортовочного ролика 6 угол β, как показано на фиг. 6b, согласно математическому определению должен быть отрицательным, т.е. образованным путем вращения из перпендикуляра 28 по часовой стрелке в направлении v1 поступательного движения.
В случае альтернативной возможности согласно фиг. 7а ось 27 симметрии почти перпендикулярна плоскости отбортовочной станины 12. При этом «почти перпендикулярна» означает, что ось 27 симметрии пронизывает плоскость отбортовочной станины 12 под углом более 45°.
При этой альтернативной ориентации отбортовочного ролика 6 угол β, как показано на фиг. 7b, согласно математическому определению должен быть положительным, т.е. образованным путем вращения из перпендикуляра 28 против часовой стрелки в направлении v1 поступательного движения.
Перечень ссылочных позиций
1. Устройство для отбортовки
2. Промышленный робот
3. Стрела
4. Рука робота
5. Отбортовочный инструмент
6. Отбортовочный ролик
7. Выходной вал
8. Передача
9. Приводной двигатель
10. Деталь
11. Отбортовочный край
12. Отбортовочная станина
13. Устройство управления роботом
14. Боковая поверхность
15. Отбортовочная головка
16. Основание
17. Первый участок
18. Линия
19. Измерительное устройство
20. Линия
21. Второй участок
22. Цилиндрический участок
23. Кромка края
24. Конический участок
25. Вершина конуса
26. Ось симметрии
26. Направление, перпендикулярное v1
α - угол раскрытия
β - угол перемещения
γ - краевой угол
v1 - скорость поступательного движения
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для заготовки и отбортовки | 1988 |
|
SU1754276A1 |
| СТАНОК ДЛЯ ОТБОРТОВКИ ДНИЩ | 2001 |
|
RU2212298C2 |
| Устройство для отбортовки кромок длинномерного листового материала | 1989 |
|
SU1776475A1 |
| УСТРОЙСТВО для ОТБОРТОВКИ | 1969 |
|
SU239190A1 |
| Устройство для отбортовки | 1986 |
|
SU1448481A1 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ И ФОРМОВКИ ТОНКОСТЕННОЙ КОНИЧЕСКОЙ ЗАГОТОВКИ | 2014 |
|
RU2580269C1 |
| Устройство для отбортовки | 1982 |
|
SU1031565A1 |
| Устройство для отбортовки и зиговки полых изделий | 1988 |
|
SU1532131A1 |
| Устройство для обрезки и отбортовки тонкостенных трубчатых заготовок | 1982 |
|
SU1031566A1 |
| Устройство для отбортовки изделий | 1978 |
|
SU768523A1 |







Заявленная группа изобретений относится к области обработки металлов давлением и может быть использована в автомобильной промышленности для отбортовки деталей. Устройство содержит станину для приема детали с промышленным роботом, несущим в руке отбортовочный инструмент по меньшей мере с одним отбортовочным роликом. По меньшей мере часть отбортовочного ролика имеет форму конуса или усеченного конуса с определенным углом раскрытия. При этом предварительно отбортовывают край детали с помощью конусного ролика. Повышается качество деталей. 4 н. и 18 з.п. ф-лы, 7 ил.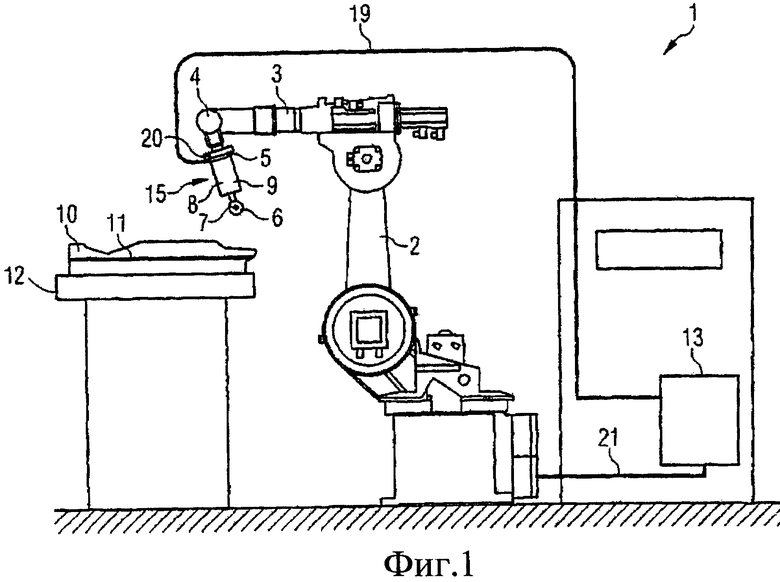
1. Устройство (1) для отбортовки роликами с предусмотренной для приема детали (10) отбортовочной станиной (12), с многоосным манипулятором, в частности промышленным роботом (2), несущим в своей руке отбортовочный инструмент (5) по меньшей мере с одним отбортовочным роликом (6), отличающееся тем, что по меньшей мере части отбортовочного ролика (6) имеют форму конуса или усеченного конуса с вершиной (26), осью симметрии (27), проходящей через вершину (26) конуса, и углом α раскрытия, причем угол α раскрытия составляет 180°>α≥140°.
2. Устройство (1) по п.1, отличающееся тем, что угол α раскрытия конуса составляет 180°>α≥160°.
3. Устройство (1) по п.1 или п.2, отличающееся тем, что основание (16) конического отбортовочного ролика (6) имеет диаметр d≥60 мм.
4. Устройство (1) по п.1, отличающееся тем, что отбортовочный ролик (6) предусмотрен в качестве ролика предварительной отбортовки.
5. Устройство (1) по п.1, отличающееся тем, что оно содержит дополнительный отбортовочный ролик цилиндрической формы, предусмотренный для окончательной отбортовки.
6. Устройство (1) по п.1, отличающееся тем, что отбортовочный ролик (6) предусмотрен как для предварительной, так и для окончательной отбортовки.
7. Устройство (1) по п.1, отличающееся тем, что отбортовочный ролик (6) жестко расположен на выходном валу (7) привода (8), с помощью которого отбортовочный ролик (6) во время отбортовки приводится во вращение с определенным числом оборотов.
8. Устройство (1) по п.1, отличающееся тем, что отбортовочный ролик (6), по существу, состоит из твердосплавного ядра с эбонитовой оболочкой.
9. Способ отбортовки деталей роликами, включающий следующие этапы:
- установка подлежащей отбортовке детали (10) краем (11) на отбортовочной станине (12);
- предварительная отбортовка края (11) с помощью ролика (6) предварительной отбортовки в форме конуса, направляемого многоосным манипулятором, причем для угла α раскрытия конуса справедливо 180°>α≥140°;
окончательная отбортовка края (11).
10. Способ по п.9, отличающийся тем, что окончательная отбортовка производится с помощью ролика окончательной отбортовки в форме цилиндра.
11. Способ по п.9 или 10, отличающийся тем, что локальное удлинение материала края на его кромке (24), вызываемое отбортовочным роликом (6), является минимальным и имеет градиент кромки от (24) края к его началу.
12. Способ по п.9, отличающийся тем, что ось (27) симметрии конического отбортовочного ролика (6) в процессе отбортовки расположена почти перпендикулярно плоскости отбортовочной станины (12).
13. Способ по п.12, отличающийся тем, что ось (27) симметрии отбортовочного ролика (6) повернута против часовой стрелки на угол β перемещения относительно перпендикуляра (28) к направлению v1 поступательного движения.
14. Способ по п.9, отличающийся тем, что ось (27) симметрии конического отбортовочного ролика (6) в процессе отбортовки расположена почти параллельно плоскости отбортовочной станины (12).
15. Способ по п.14, отличающийся тем, что ось (27) симметрии отбортовочного ролика (6) повернута по часовой стрелке на угол β перемещения относительно перпендикуляра (28) к направлению v1 поступательного движения.
16. Способ по п.9, отличающийся тем, что для краевого угла γ между краем (11) и отбортовочной станиной (12) перед началом предварительной отбортовки справедливо: γ≤90.
17. Способ по п.9, отличающийся тем, что отбортовочный ролик (6) во время предварительной отбортовки направляется со скоростью v1 поступательного движения, причем имеет место: 1000 мм/с≤v1≤1600 мм/с.
18. Способ по п.9, отличающийся тем, что осуществляется два или более этапов предварительной отбортовки.
19. Способ по п.9, отличающийся тем, что осуществляется два или более этапов окончательной отбортовки.
20. Способ отбортовки роликами деталей автомобиля, характеризующийся тем, что используют устройство для отбортовки по п.1.
21. Способ по п.20, отличающийся тем, что осуществляют отбортовку роликами дверей автомобиля, капотов двигателя и крышек багажника.
22. Деталь автомобиля с отбортовочным краем, обработанным с помощью устройства для отбортовки по п.1.
| Устройство для возбуждения пульсаций в потоке гидросмеси | 1982 |
|
SU1097759A1 |
| Устройство для отбортовки кромок длинномерного листового материала | 1989 |
|
SU1776475A1 |
| RU 446209 U1, 27.06.2005 | |||
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ КРОМОК ЛИСТОВОГО МЕТАЛЛА | 1994 |
|
RU2070457C1 |

