Изобретение относится к области плазменной резки металлов и может быть использовано при ремонте аппаратуры в химической, нефтяной, энергетической промышленности.
Известен способ плазменно-дуговой резки, при котором скорость перемещения резака изменяют в зависимости от толндины разрезаемого металла.
Предложенный способ отличается от известного тем, что при изменении скорости резки напряжение на дуге поддерживают постоянным, соответствующим максимальной длине дугового промежутка.
Это обеспечивает гарантированное прорезание металла при отсутствии возможности визуального наблюдения за процессом резки, например, при проведении демонтажных работ, связанных с необходимостью отрезки разветвленных трубопроводов в труднодоступных местах, в частности, при ремонте котельных устаповок.
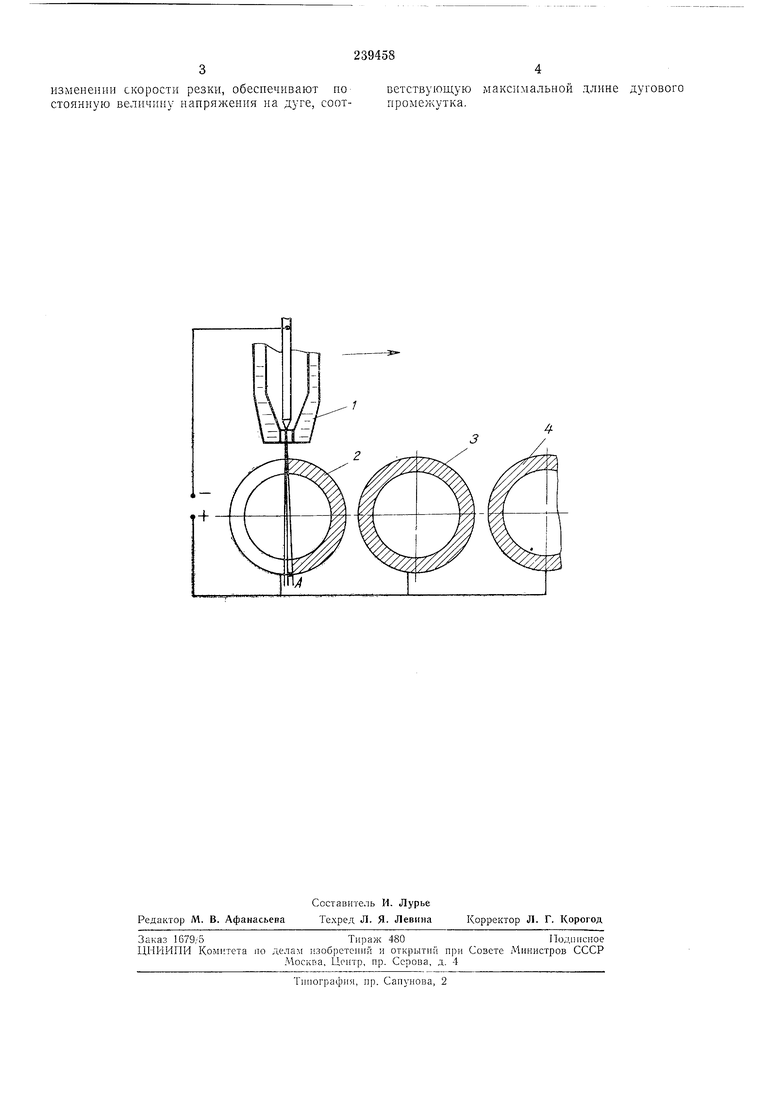
Схема выполнения резки трубопроводов по данному способу представлена на чертеже.
Пусть, например, необходимо разрезать резаком 1 трубы 2, 3, 4 и т. д. Резку можно осуществить в данном случае только движением по направлению, указанному стрелкой, так как ввести резак между трубопроводами невозможно.
В зависимости от различной толщины :,геталлов, из которых изготовлены трубы, резка производится с различнылп скоростями, которым соответствуЕОт различные напряжения на дуге.
Предварительно определяют величину напряжения Од ,п,,:о соответствующую максимальной длине дугового промежутка, а также наиболее удаленной точке прорезаемого участка трубы (точка А на трубе 2).
Подводят резак к трубе 2, возбуждают режущую дугу вначале на ближней к резаку стенке и по достижении на дуге напряжения, равного Ьдп„,;, начинают перемещение резака в направлении резки.
В процессе резки изменяют скорость движения, поддерживая напряжение на дуге L,
постоянным и равным дшлхТаким образом разрезают все трубы за один проход.
Предмет изобретения
Способ плазменно-дуговой резки металлов, при котором скорость перемещения резак изменяют в зависимости от толщины разрезаемого металла, отличающийся те.м, что, с целью обеспечения гарантированного прорезания металла при отсутствии возможностг; визуального наблюдения за процессом npi:
изменении скорости резки, обеспечивают поветствующую
стоянную величину напряжения на дуге, соот-промежутка.
максимальной длине дугового
| название | год | авторы | номер документа |
|---|---|---|---|
| •1дТЕ11ТНО-Т?ХКп"?СИпН БНБЛИОТЕ:!-:Д | 1973 |
|
SU366049A1 |
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ РЕЗКИ | 1973 |
|
SU368953A1 |
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ РЕЗКИ | 1971 |
|
SU425754A1 |
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ РЕЗКИ | 1970 |
|
SU271678A1 |
| Способ плазменно-дуговой разделительной резки | 1972 |
|
SU437593A1 |
| ПАТЛГШ-ИХИИЧЕСКАГ!с'-^ьЛИО 1 tKAУСТАНОВКА для | 1970 |
|
SU263058A1 |
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ РЕЗКИ | 1973 |
|
SU393061A1 |
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ РЕЗКИ | 1969 |
|
SU233133A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1999 |
|
RU2158661C2 |
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ РЕЗКИ | 1970 |
|
SU276281A1 |