Изобретение относится к способам плазменно-дуговой резки и может быть использовано в металлургической промышленности при раскрое длинномерных труб на мерные куски, а также при ремонте энергетического и химического оборудования.
Известен способ плазменно-дуговой резки тонкостенных труб от источника постоянного тока, при котором между обрабатываемым изделием и соплом плазмотрона вводят дополнительный анод в виде пластины, резку которой осуществляют одновременно с резкой трубы.
Однако при осуществлении известного способа необходимость перехода к каждому последующему резу связана с передвижением дополнительного анода, что обусловливает увеличение подготовительно-заключительного времени и снижает производительность обработки, а также прорезание дополнительного анода одновременно с обрабатываемым изделием обусловливает потери материалов, применяемых при резке, что в свою очередь снижает экономичность процесса. Кроме того, невозможно программирование тепловложения в обрабатываемое изделие по длине реза, что обусловливает необходимость поддержания строго определенной мощности режущей дуги при обработке каждого диаметра труб.
Для упрощения процесса возбуждения дуги при повторных резах и регулирования нагрева изделия в процессе резки, а также для повышения срока службы дополнительного анода и уменьшения ширины реза по предлагаемому способу дополнительный анод в процессе резки перемещают одновременно с дугой, причем последовательно переключают дугу с обрабатываемого изделия на вспомогательный
анод, а с него - на изделие. При этом момент переключения дуги с изделия на дополнительный анод определяют по величине рабочего напряжения, необходимого для прорезания данного участка трубы, а момент переключения дуги с дополнительного анода на изделие определяют по соприкосновению потока ионизированного газа, выделенного из столба дугового разряда, с близрасположенной стенкой трубы. Донолнительному аноду в плоскости
его перемещения сообщают возвратно-поступательное перемещение с регулируемой периодичностью относительно оси режущей дуги, причем в момент горения плазменной дуги на обрабатываемое изделие дополнительный анод
располагают коицентрично относительно режущей дуги, а в момент горения дуги на дополнительный анод его смещают в направлении поперек оси режущей дуги. При этом амплитуду смещения дополнительного анода
программируют по длине реза таким образом.
чтобы в момент горения дуги на дополнительный анод расстояние от конца электрода до цилиндрической кольцевой поверхности дополнительного анода было меньшим, чем до близрасположенной стенки трубы, а в момент горения дуги на обрабатываемое изделие это расстояние устанавливают большим, чем до близрасположенной стенки трубы. При горении дуги на дополнительный анод ей придают колебания, например, посредством магнитного поля, а при переносе дуги на изделие эти колебания прекращают.
Предлагаемый способ позволяет повысить производительность обработки при выполнении резательных работ, а таклсе уменьшить расход материалов, применяемых при резке.
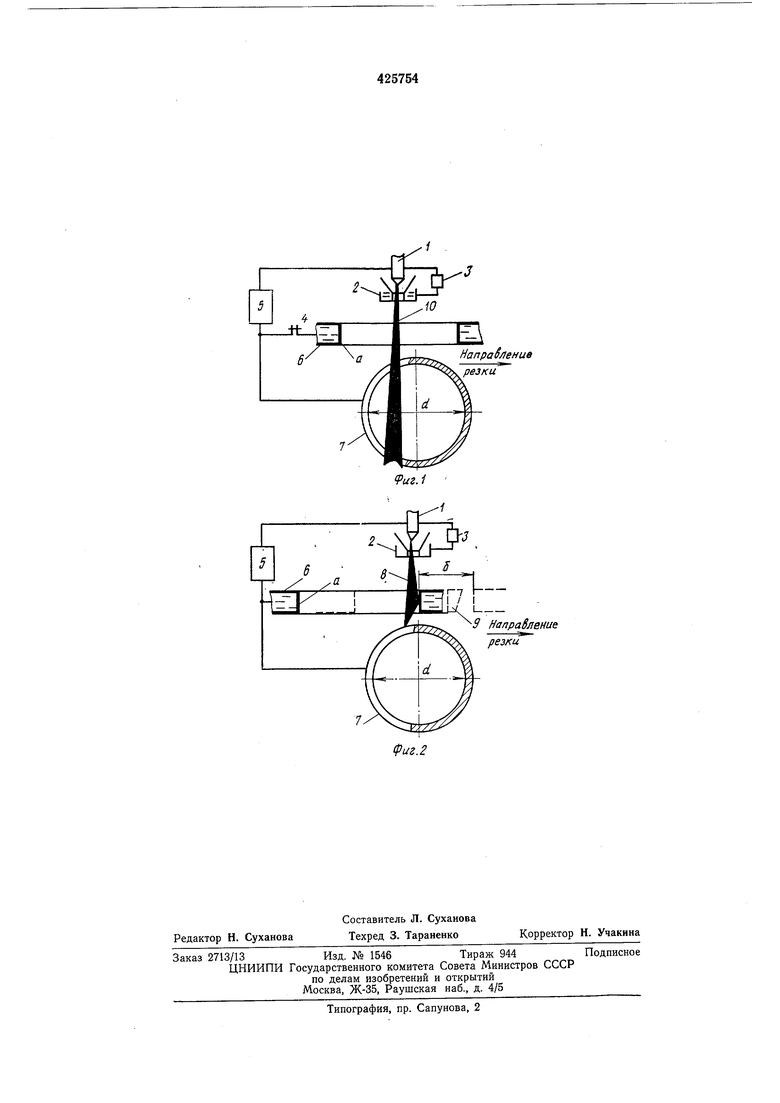
На фиг. 1 приведена схема, поясняющая период горения дуги на изделие; на фиг. 2 - период горения дуги на дополнительный анод.
Предлагаемый способ осуществляют следующим образом.
Между электродом 1 и соплом 2, формирующим плазменную дугу, возбуждают дуговой разряд. Его питание производят от источника 3 дежурной дуги. При этом контактор 4 замыкают, и напряжение от источника питания 5 плазменной дуги подают на дополнительный анод 6, в качестве которого используют медное неохлаждаемое сопло, и обрабатываемое изделие 7.
Соприкосновением потока ионизированного газа, выделенного из столба дежурной дуги, горящей на сопло 2, с дополнительным анодом 6 возбуждают плазменную дугу 8, основание которой локализовано на внутренней цилиндрической поверхности дополнительного анода 6. При этом одновременно включают отклоняющую систему 9, и импульсы напряжения обеспечивают колебания плазменной дуги 8, горящей на дополнительный анод 6, что обеспечивает перемещение основания дуги 8 по цилиндрической кольцевой поверхности дополнительного анода. Такое смещение основания дуги 8 на рабочем токе обеспечивает долговечность эксплуатации дополнительного анода 6. Затем перемещают дугу 8 в направлении, показанном стрелкой.
При соприкосновении потока ионизированного газа, выделенного из столба дуги 8, с обрабатываемым изделием 7 разрывают контактор 4 и возбуждают дугу 10, горящую на обрабатываемое изделие на рабочем токе. При этом одновременно отключают отклоняющую систему 9. Горение плазменной дуги на изделие поддерживают до тех пор, пока напряжение на дуге не достигнет величины, необходимой для прорезания данного участка трубы, после чего виовь замыкают контактор 4 и смещают основание дугового разряда с изделия 7 на дополнительный анод 6. Горение
плазменной дуги 8 на дополнительный анод происходит до тех пор, пока поток ионизированного газа не соприкоснется с близрасположенной стенкой изделия. Таким образом, при перемещении сопла 2 с
дополнительным анодом 6 вдоль диаметра d трубы основание дуги располагают то на донолнительном аноде 6, то на изделии 7. При смещении дополнительного анода 6 относительно оси режущей дуги внутреннее цилиндрическое отверстие а устанавливают с возможностью изменения в процессе резки величины смещения б, за счет чего обеспечивают возможность переноса плазменной дуги 10, горящей на обрабатываемое изделие 7 на различных участках трубы. За счет соответствующего выбора величины смещения б дополнительного анода обеспечивают возможность регулирования тепловложения в обрабатываемое изделие 7 по длине реза.
Предмет изобретения
1.Способ плазменно-дуговой резки, преимущественно труб, с использованием дополнительного анода, отличающийся тем, что, с целью упрощения процесса возбуждения дуги при поворотных реза-х и регулирования нагрева изделия в процессе резки, используют охватывающий столб дуги неразрезаемый дополнительный анод, который перемещают в процессе резки относительно столба дуги в перпендикулярной к «ему плоскости в соответствии с изменением рабочего напряжения, переключая при этом дугу с изделия на дополнительный анод или обратно.
2.Способ по п. 1, отличающийся тем, что, с целью повышения срока службы дополнительного анода и уменьшения ширины реза, при горении дуги на дополнительный анод,
дуге сообщают колебания, например, посредством переменного магнитного поля.
Напраёленив
I
9 Направление резки
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ РЕЗКИ | 1973 |
|
SU368953A1 |
| Способ плазменно-дуговой поверхностной резки | 1979 |
|
SU854651A1 |
| Способ плазменной обработки | 1977 |
|
SU737151A1 |
| Способ дуговой обработки | 1979 |
|
SU821104A1 |
| •1дТЕ11ТНО-Т?ХКп"?СИпН БНБЛИОТЕ:!-:Д | 1973 |
|
SU366049A1 |
| Установка для плазменно-дуговой резки | 1978 |
|
SU716746A1 |
| Устройство для плазменно-дуговой резки | 1979 |
|
SU903041A1 |
| Способ плазменно-дуговой наплавки | 1988 |
|
SU1569133A1 |
| Способ настройки режима плазменно- дуговой резки | 1977 |
|
SU716738A1 |
| Способ плазменно-дуговой обработки | 1977 |
|
SU782973A1 |