1
Изобретение относится к способам плазменно-дуговой резки и может быть использовано в химической и нефтеперерабатывающей промышленности и энергетике.
Известен способ плазменно-дуговой резки, преимущественно тонкостенных труб, от источника постояиного тока, при котором отрицательный плюс подключен к электроду, а положительный - к изделию; с целью повышения качества резки между электродом и изделием предварительно вводят металлическую пластину, которую подключают к положительному полюсу источника питания, ее толщину выбирают в 2-4 раза превышающей толщи-ну стенки трубы, а резку трубы осуществляют одновременно с резкой пластины.
Для повышения производительности резки и обеспечения полного прорезания изделия в труднодоступных местах в качестве стабилизирующего электрода используют цилиндрическое тело, которое вводят внутрь разрезаемого изделия соосно с ним, причем диаметр стабилизирующего электрода выбирают иа 30-40% меньше диа-метра обрабатываемого изделия.
Введение внутрь обрабатываемой трубы дополнительно цилиндрического анода приводит к тому, что анодное пятно располагается на значительно меньшем расстоянии от дальней стенки трубы, а это обеспечивает ее более быстрое прорезание.
Кроме того, за счет увеличения длины столба дугового разряда поток газа в течение большего периода контактирует со столбом дуги, благодаря чему повышается его энтальпия, что в свою очередь также способствует повышению температуры потока ионизированного газа, выделенного из столба дугового
разряда. Вследствие этого производительность резки труб повышается.
Предложенный способ осуществляют следующим образом.
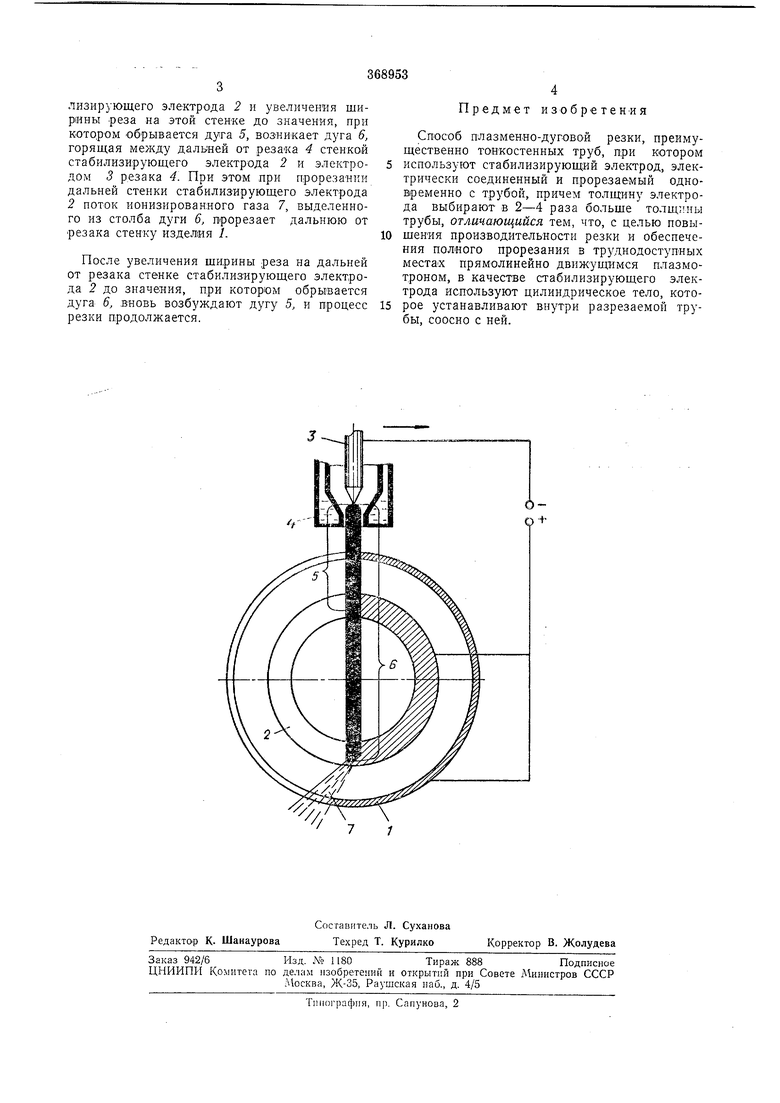
Внутри обрабатываемого изделия / помещают соосно с ним стабилизирующий электрод 2. Изделие / и стабилизирующий электрод 2 подключают к положительному полюсу источника питания, а электрод 3 резака 4 - к отрицательному полюсу. обрабатываемым изделием / и электродом 3 резака 4 возбуждают дугу. После прорезания ближней к резаку 4 стенки обрабатываемого изделия / возбуждают режущую дугу 5 между ближней к резаку 4 стенкой стабилизирующего электрода 2 и электродом 3 резака. Перемещая резак 4 в иаправлеиии, показанном стрелкой, обеспечивают прорезание ближней к резаку стенки изделия 1 за счет теплоизлучения от столба дуги 5. После ироплавления ближней к резаку 4 стенки стабилизирующего электрода 2 и увеличения ширины .реза на этой стен-ке до значения, при которОМ обрывается дуга 5, возникает дуга 6, горящая между дальней от резака 4 стенкой стабилизирующего электрода 2 и электродом 3 резака 4. При этом при прореза-нин дальней стенки стабилизирующего электрода 2 поток ионизированного газа 7, выделенного из столба дуги 6, прорезает дальнюю от резака стенку изделия ).
После увеличения ширины реза на дальней от резака стенке стабилизирующего электрода 2 до значения, при котором обрывается дуга 6, Вновь возбуждают дугу 5, и процесс резки продолжается.
Предмет из обретен-и я
Способ плазменно-дуговой резки, преимущественно тонкостенных труб, при котором используют стабилизирующий электрод, электрически соединенный и прорезаемый одноВ1ременно с трубой, причем толщину электрода выбирают в 2-4 раза больше толщ; ны трубы, отличающийся тем, что, с целью повыщения производительности резки и обеспечения полиого прорезания в труднодоступных местах прямолинейно движущимся плазмотроном, в качестве стабилизирующего электрода используют цилиндрическое тело, которое устанавливают внутри разрезаемой трубы, соосно с ней.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ РЕЗКИ | 1969 |
|
SU233133A1 |
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ РЕЗКИ | 1971 |
|
SU425754A1 |
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ РЕЗКИ | 1970 |
|
SU271678A1 |
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ РЕЗКИ МЕТАЛЛОВ | 1969 |
|
SU239458A1 |
| •1дТЕ11ТНО-Т?ХКп"?СИпН БНБЛИОТЕ:!-:Д | 1973 |
|
SU366049A1 |
| Способ плазменно-дуговой поверхностной резки | 1975 |
|
SU554977A1 |
| Способ плазменно-дуговой поверхности резки | 1976 |
|
SU572353A1 |
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |
| Способ плазменно-дуговой поверхностной резки | 1979 |
|
SU854651A1 |
| СВЧ ПЛАЗМОХИМИЧЕСКИЙ РЕАКТОР | 2004 |
|
RU2270536C9 |
