Изобретение относится к обла-сти плазменно-дуговой обработки материалов и предназначено преимущественно для пробивки отверстий в металлах.
Известен способ плазменно-дуговой резки металлов, при котором внутрь полости реза подают воду. Недостатком такого способа является то, что при заглублении плазменной дуги в полость пробиваемого отверстия давление дуги и плазмообразующего газа оказывается недостаточным для вытеснения расплавленного металла из образующейся воронки. Эта ванна расплавленного металла изолирует анодное пятно от взаимодействия с новыми объемами обрабатываемого металла, что в свою очередь ограничивает глубину пробиваемого отверстия и значительно повыщает время пробивки. Все это ведет к избыточным затратВМ электрической мощности на перегрев и расплавление объема металла, ограниченного внутрен;ней полостью пробиваемого отверстия.
Предложенный способ отличается от известного,тем, что воду подают порциями с регулируемой частотой, лричем величину порции выбирают 10-60 ли, а частоту 2-0,75 гц. Это позволяет увеличить толщину пробиваемого металла до 80-100 мм, а также увеличивает производительность пробивки металла зада.нной толщины в 1,5-2 раза.
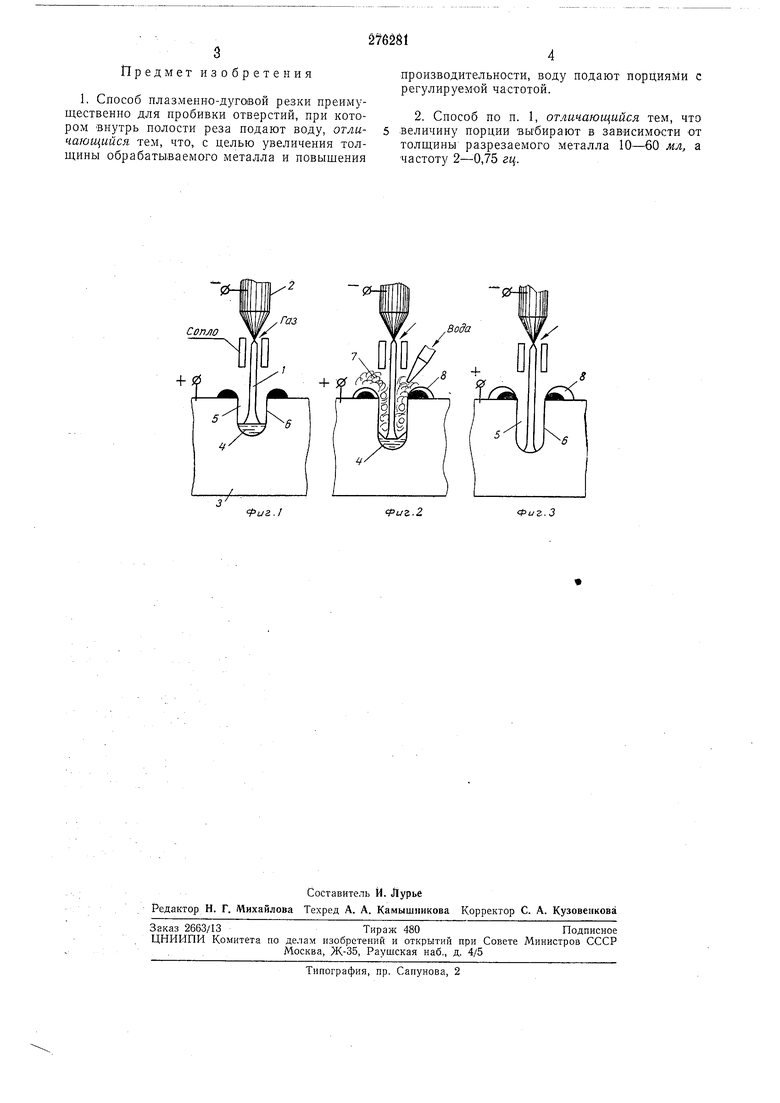
На фиг. 1-3 приведена с.хема, поясняющая описанный способ.
Первоначально возбуждают дугу / между электродом 2 и изделием 3 (фиг. 1), в результате чего образуется ванночка 4 расплавленного металла, а анодное пятно дуги располагается на поверхности ванночки и внутри полости 5 пробиваемого отверстия 6. Затем подают воду (фиг. 2) в полость отверстия, вода испаряется и возникающее избыточное давление водяного пара 7 выбрасывает -выплавляемый металл 5 из полости 5. После этого прекращают подачу воды (фиг. 3), при этом
анодное пятно дуги помещается на твердом металле изделия, и процесс образования ванночки расплавленного металла повторяется снова.
Подачу воды в полость реза осуществляли периодически порциями по 10-60 мл за 0,2- 0,5 сек с интервалом между каждой подачей порядка 0,3-1 сек.
Предложенным способом, например, удалось пробить отверстие в горизонтально расположенной чугунной плите толщиной 80 мм. за 30 сек при токе плазменной дуги 500 а. При непрерывной подаче воды это оказалась
предмет изобретения
1. Способ плазменно-дуговой резки преимущественно для пробивки отверстий, при котором внутрь полости реза подают воду, отличающийся тем, что, с целью увеличения толщины обрабатываемого металла и повышения
производительности, воду подают порциями с регулируемой частотой.
2. Способ по п. I, отличающийся тем, что величину порции выбирают в зависимости от толщины разрезаемого металла 10-60 мл, а частоту 2-0,75 гц.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ плазменно-дуговой резки | 1976 |
|
SU580070A1 |
| Способ дуговой обработки | 1979 |
|
SU821104A1 |
| Способ плазменной обработки | 1989 |
|
SU1632670A1 |
| Способ плазменно-дуговой обработ-Ки | 1979 |
|
SU812482A1 |
| Способ плазменно-дуговой поверхностной резки | 1979 |
|
SU854651A1 |
| Устройство для плазменно-дуговой резки | 1979 |
|
SU854652A1 |
| Способ плазменно-дуговой поверх-НОСТНОй РЕзКи | 1979 |
|
SU816727A1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВЫХ ПРОЦЕССОВ | 2003 |
|
RU2248868C1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВЫХ ПРОЦЕССОВ И СПОСОБ СВАРКИ ПОСТОЯННЫМ ТОКОМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2013 |
|
RU2556256C2 |
| КОММУТИРУЮЩЕЕ СИЛЬНОТОЧНОЕ УСТРОЙСТВО | 2016 |
|
RU2638954C2 |
Фиг.
fuz.Z
фиг.З
