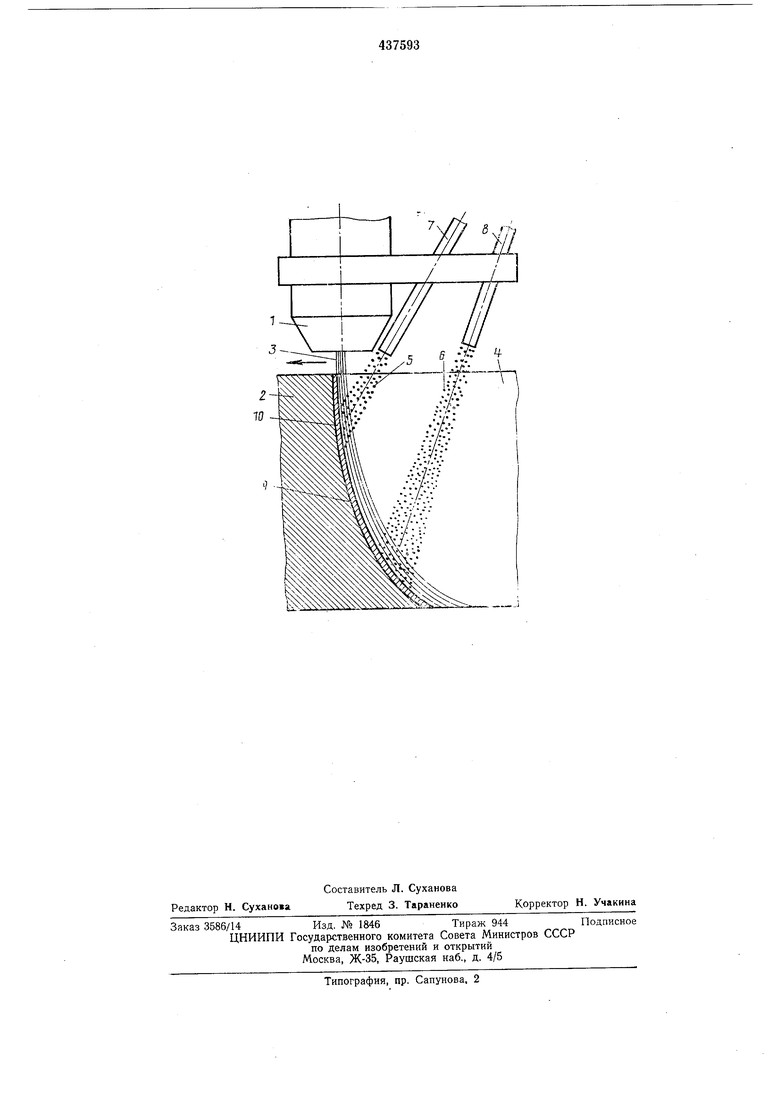
Изобретение относится к области термической резки материалов, в частности к плазменно-дуговой резке металлов и сплавов, преимущественно большой толщины. Известен способ плазменно-дуговой резки материалов большой толщины, обладающих низкой теплопроводностью. Этот способ характеризуется подачей флюса в полость реза и дополнительным подогревом дальней от резака части полости реза. В качестве флюса Ю служат мелкодисперсные частицы, механически воздействующие на расплав и способствующие его удалению из полости реза. Дополнительный подогрев дальней от резака части полости реза вьпюлняют с помощью 15 пламени химического горения, например кислородно-ацетиленового. Известный способ характеризуется небольшим диапазоном толщин разрезаемых материалов, нецелесообразностью использования способа для материалов с высокой теплопроводностью и отсутствием концентрированного подогрева дальней от резака части полости реза, что обусловливает относительно низкую производительность процесса, особенно при 25 резке материалов с высокой теплопроводностью, например алюминия. Целью изобретения является расширение диапазона толщин разрезаемых материалов, в частности с высокой теплопроводностью, на- 30 5 20 пример алюминия, и повышение производительности процесса. Это достигается тем, что по предлагаемому способу дополнительный подогрев удаленной от резки части полости реза осуществляют путем подачи в нее экзотермической смеси, а флюс, обладающий способностью образовать газообразные продукты, подают в начало лобовой полости реза. При необходимости в среднюю часть полости реза дополнительно подают в разных соотношениях экзотермическую смесь и газообразующий флюс. Соотношение (по весу) между ними можно изменять в пределах от 1:0,15 до 1:0,6. Целесообразно, чтобы в случае резки алюминия и его сплавов, флюс, подаваемый в начало лобовой полости реза, содержал соединение галогенов с металлами, а экзотермическая смесь-окислы железа. Этот способ позволяет повысить производительность процесса резки, расширить диапазон обрабатываемых толщин, а также выполнять резку металла с разными теплофизическими свойствами при меньших значениях мощности режущей дуги. Предлагаемый способ иллюстрируется чертежом. Плазменный резак 1 подводят к разрезаемому материалу 2, возбуждают плазменную дугу 3 и перемещают резак в направлении.
показанном стрелкой (см.чертеж). В образующуюся полость реза 4 вводят газообразующий флюс 5 и экзотермическую смесь 6, которые подают соответственно через сопла 7 и 8. При этом газообразующий флюс 5 подают в начало лобовой полости реза, а экзотермическую смесь 6 - в удаленную от резака часть полости реза.
При резке алюминиевых сплавов целесообразно использовать в качестве газообразующего флюса соединения галогенов с металлами. При этом в начале лобовой полости реза протекает химическая реакция
A1F, + 2A1 3A1F.
Таким образом, взаимодействие порощкообразного флюса, содержащего А1Рз, с расплавленным металлом 9 обеспечивает образование газообразных продуктов в виде A1F, которые увеличивают кинетическую энергию потока плазмообразующего газа, действующего на ванну расплавленного металла.
В результате возрастает скорость стекания расплавленного металла 9 по лобовой кромке 10 реза. Это способствует более эффективной передаче тепла от плазменной дуги 3 к кромке 10 реза.
Температура плазменной дуги в удаленной от резака части полости реза значительно снижена по сравнению с температурой в ближней части полости реза, поэтому удаленная часть полости реза не может быть достаточно эффективно нагрета теплом дуги. Подача в эту часть полости экзотермической смеси, содержащей в случае резки алюминия окислы железа, обеспечивает протекание следующей реакции
ЗРе,О« + 8А1 4AUO, + 9Ре + 773,7 - .
моль
-Экзотермическая реакция создает концентрированный интенсивный подогрев удаленной от резака части полости реза, что обеспечивает интенсивное плавление металла в этой части полости, вследствие чего увеличивается диапазон разрезаемых толщин. Сонетание интенсивного подогрева удаленной части полости реза с увеличением кинетической энергии потока плазмообразующих газов способствует повышению производительности процесса. Кроме того, более равномерное тепловложение по высоте полости реза обеспечивает лучщую форму реза, вследствие уменьщения бочкообразности, а благодаря повыщению скорости резки уменьщается щирина плазменно-дугового реза.
Предмет изобретения
1.Способ плазменно-дуговой разделительной резки материалов больших толщин, при котором на лобовую полость реза подают флюс и удаленную от резака часть полости реза дополнительно подогревают, отличающийся тем, что, с целью повыщения производительности процесса и увеличения диапазона толщин разрезаемых материалов, флюс подают в начало лобовой полости реза, причем в качестве флюса используют вещество, обладающее способностью образовывать газообразные продукты, а дополнительный подогрев удаленной от резака полости реза осуществляют путем подачи в нее веществ, вступающих в экзотермическую реакцию с разрезаемым материалом.
2.Способ по п. 1, отличающийся тем, что в среднюю часть полости реза дополнительно подают выщеуказанные вещества и флюс в соотношении (по весу) от 1 :0,15 до 1 :0,6.
М
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ плазменно-дуговой резки | 1980 |
|
SU889350A1 |
| Способ плазменно-дуговой поверхности резки | 1976 |
|
SU572353A1 |
| Способ плазменно-дуговой поверхностной резки | 1979 |
|
SU854651A1 |
| Способ плазменно-дуговой поверхностной резки | 1975 |
|
SU554977A1 |
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ РЕЗКИ | 1973 |
|
SU393061A1 |
| Способ определения степени износа сопла плазменно-дугового резака | 1988 |
|
SU1660894A1 |
| Флюс для поверхностной плазменно дуговой резки | 1976 |
|
SU602336A1 |
| Способ плазменно-дуговой поверхностной резки | 1977 |
|
SU738804A1 |
| Горелка для плазменно-дуговой резки | 1977 |
|
SU727367A1 |
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ РЕЗКИ | 1970 |
|
SU276281A1 |