Изобретение может быть иеиользоваио в химической и нефтеиерерабатывающей промышленности и в энергетике.
Известен сиособ илазменно-дуговой резки от источника иоетоянного тока, лри которОМ отрицательный полюс лодключен к электроду, а положительный - к изделию.
По предложенному сиособу для иовышения качества резки между электродом и изделием предварительно вводят технологический элемент - металлическую пластину, которую подключают кПоложительному полюсу источника питания, причем толщина пластины в 2-4 раза превышает толщпну стенки трубы. Резку трубы осуществляют одновременно с резкой лластииы.
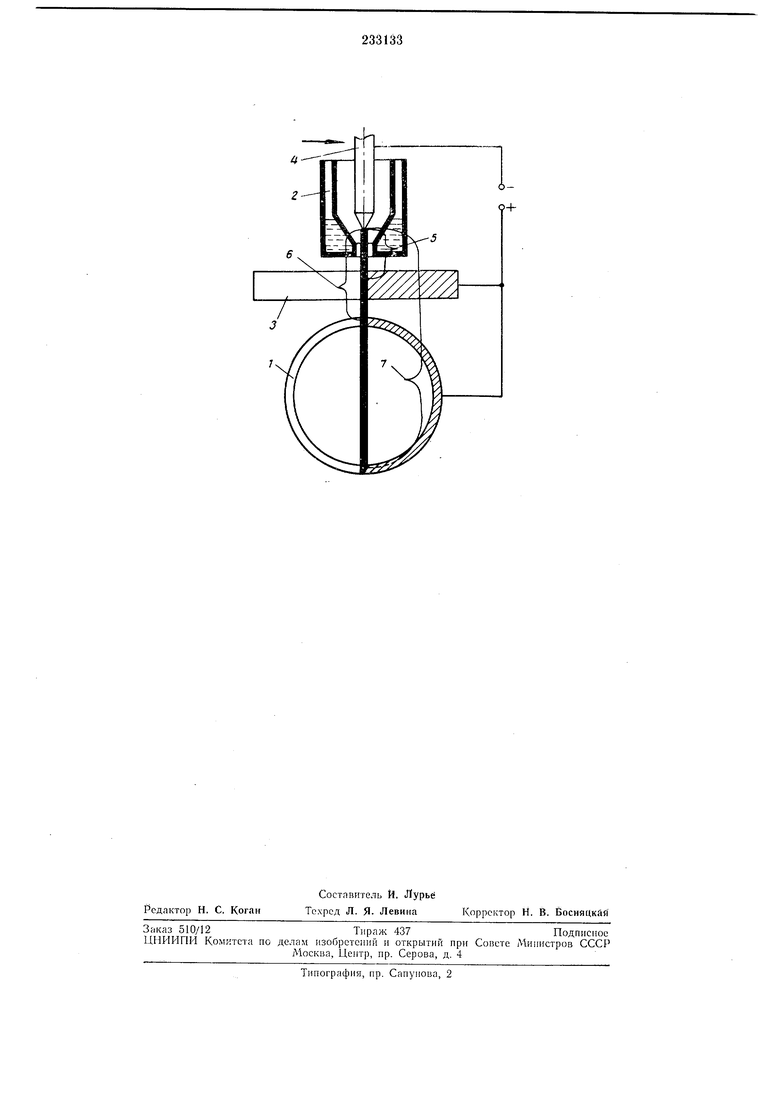
Па чертеже .представлена схема устройства для осуш,ествления данного способа.
Между изделием / и резаком 2 помещают пластину 3, толщина которой в 2-4 раза иреБышает толщину разрезаемого изделия. Пзде;гие / и пластину 3 подключают к иоложительному полюсу источника питания, а электрод резака 2 - к отрицательному лолюсу.
Возбуждают режущую дугу 5. После прорсзания пластины 3 начинают исремсщать резак 2 в направлении резки, показанном на чертеже стрелкой, при этом сквозь прорезь, образовавшуюся в -пластине возбуждается дуга 6, так как дута 5 иоиизирует промежуток между
пластиной и изделием. Ближняя к резаку 2 стенка изделия 1 прорезается за счет прямого действия дуги 6. Дальняя стенка прорезаегся за счет действия плазменной етруи, выделенной из столба дуги 6, ввиду чего прпходится вести резку на пониженной скорости. Последнее обуславливает увеличение ширины реза в ближней стенке изделия 1 до значения, ири котором обрывается дуга 6. При этом возбуждается дуга 7.
Таким образом, на протяжении всего процесеа резки ropiiT либо дуга 6, либо дуга 7 и эти дуги легко возбуждаютея. благодаря наличию потока ионизированных газов от дуги 5, которая торит постоянно.
Предмет изобретения
Сиоеоб плазменио-дуговой резки, преимущественно тонкостенных труб, от источника постоянного тока, при котором отрицательный 10ЛЮС подключен к электроду, а положительный-- к изделпю. отличающийся тем, что, с целью иовышения качества резки. электродом и изде.тием предварительно вводят металлическую пластину, которую подключают к положительному полюсу Источника пита))ия, причем толщину лластиНы выбирают в 2-4 раза иревышающей толи1,ину стенки трубы, г резку трубы осуидествляют одновременно с резкой -пластины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ РЕЗКИ | 1973 |
|
SU368953A1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| Устройство для плазменной резки | 1975 |
|
SU569413A1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2015 |
|
RU2598715C1 |
| СПОСОБ ДУГОВОЙ МЕХАНИЗИРОВАННОЙ ИМПУЛЬСНОЙ НАПЛАВКИ | 2017 |
|
RU2641940C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2023 |
|
RU2815965C1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАЦИИ | 2008 |
|
RU2386720C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И РЕЗКИ МЕТАЛЛА | 2003 |
|
RU2256540C1 |
| Способ механизированной наплавки дугой косвенного действия | 2015 |
|
RU2609592C2 |