Известны способы изготовления вырубных штампов, при которых ,в плитах штампа получают отверстия, в отверстиях одной из плит закрепляют направляющие колонки, а сборку режущих элементов штампа производят, центрируя пуансон относительно рабочего отверстия матрицы.
Предложенный способ Позволяет упростить изготовление вырубных штампов. Это достигается тем, что непосредственно из нижней плиты после закрепления в ней колонок изготовляют матрицу, образуя В ней рабочее отверстие, причем получают отверстия в предварительно закаленной илите. Каждую направляющую колонку закрепляют в верхней плите путем, ио крайней мере, частичного вдавливания кольца, которое размещают в предварительно образованной в колонке кольцевой выемке, выполненной таким образом, чтобы при расположении колонки по оси отверстия .в верхцей .плите эта выемка прилегала к внутренней новерхности плиты. Кольцо, используемое для закрепления колонки, выполняют из материала, способного деформироваться в холодном состоянии.
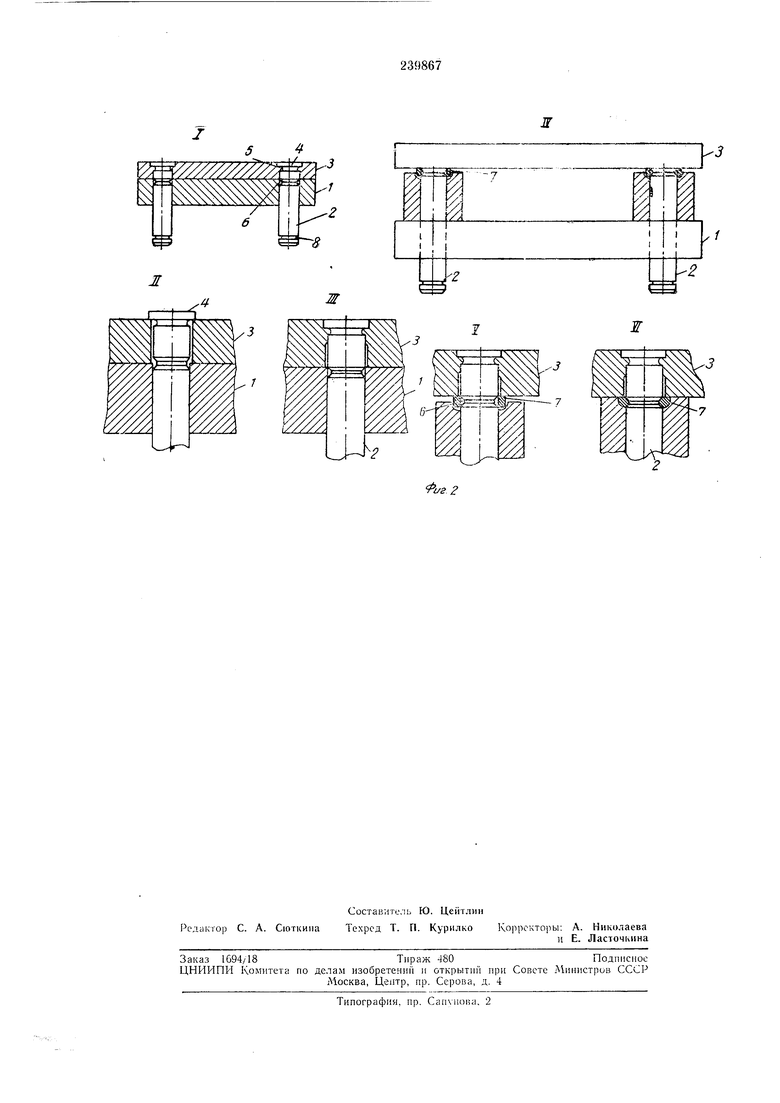
В предварительно закаленной стальной плите /, служащей матрицей, .выполняют отверстия для направляющпх колонок 2. Рабочее отверстие в ллите I может быть образовано до сборки штампа или после нее.
Матрииу (позпцпя 1) сближают с верхней плитой 3 штампа и выполняют в верхней п.пите заранее размеченные отверстия под направляющие колонки.
Каждую направляющую колонку устанавливают в совмещенные отверстия верхней плпты и матрицы (позиция И), располагая
головку 4 колонки на верхней плоскости верхней плиты. Головку 4 колонки вдавливают в верхнюю плиту (позиция И1). При этом происходит деформация материала верхие1 или1Ы, в результате KOTopoii кольцевая выемка 5,
предварительно выполненная на колонке, заполняется выдавливаемым из BepxHcii плиты материалом.
Диаметр отверстия в верхней больше диаметра отверстия в матрице, и колонка до вдавливания головки размещается в верхней плите с зазором. При вдавливании головки колонка может сдвигаться, при этом будет центрироваться ноложенце колонки в отверстиях верхней нлиты и матрицы.
Для дополнигелыюго крепления нанравлик)щпх колонок к верхней нлнте в каждой направляющей колонке выполняют кольцевую выемку 6, которая прн установке направляющей колонки в отверстии верхней плиты прилегает к нижией иоверхностн носледией. П эту выемку пол ен1ают кольцо 7 (позндня IV), нзготовлеииое нз .материала, сиособиого дефорлпфоваться в холодном состоянин, например из алюмлння.
К колонкам, установленным в отверстьях верхней плиты, прикрепляют ннжнююплиту / (матрниу) и на кольцевые выемки 8 на коиаах колонок надевают ограничительиые кольца 9, не позволяющие разъедтшть матрицу е верхней плнтой.
Далее в матрице получают рабочее отверстие (если оно не было получено до сборки щта41ла), центрируют и закрепляют на верхней плите пуансон 10. Образование рабочего отверстия возможно также в матрице после получения отпечатка центров отверстий для направляющих колонок, но до закрепления колонок в верхней плите и матрице.
И J) е д .м е т и з о б р е т с и и я
1.Способ изготовления вырубных шта.мпов, ири котором в плитах шта.мпа получают отверстия, в отверстиях одной нз плит закрепляют исправляющие колонки, а сборку режущих элементов щта.мпа производят центри)уя иуамсои относительно рабочего отверстня матрицы, отличающийся те.м, что, с целью упрощения изготовления, непосредственно в 1П1Жней плите нолучают рабочее отверстие .матрицы.
2.Способ по н. 1, отличающийся те.м, что нижиюю нлнту до получения в ней отверстий закаливают.
3.Способ по П. 1, отличающийся тем, что каждую направляющую колонку закрепляют в верхней плите путе.м, но крайней .мере, частичного вдавливания кольца, выполненного из материала, способного к дефор.мацни в холодном состоянии, в предварительно образованную в колонке кольцевую вые.мку, прилегающую к внутренней поверхностн верхней плиты.

| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫРУБКИ И МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ | 2006 |
|
RU2322321C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ РАБОЧИХ ДЕТАЛЕЙ ВЫРУБНОГО ШТАМПА | 1992 |
|
RU2021061C1 |
| Штамп совмещенного действия для пробивки и вырубки | 1980 |
|
SU902928A1 |
| Прецизионный штамп | 1980 |
|
SU946731A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Штамп для вырубки и многопереходной вытяжки | 1990 |
|
SU1801671A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| Автоматический штамповочный станок для изготовления ножовочных полотен из ленты | 1948 |
|
SU84545A1 |
| Многопуансонный штамп для обработки листового материала | 1978 |
|
SU770612A1 |
У
/,
.
i
