Известные автоматические штамиснючные для иепрерывноо изготовления ножовочных полотен из стальной ленты конструктивно сложны и не обеспечивают бесперебойную работу механизмов в процессе :)ксилуатации. Одним из наиболее серьезных дефектов таких станков обычно является нарушение синхронности работы пода1оии-1х ленту механизмов с работой вырубных штампов.
Вследствие указанных недостатков автоматические штамиовочные станки для полного непрерывного изготовле1П я ножовочных полотен не получили широкого распространепия.
В описываемом штамповочном стапке отмеченные недостатки в значительной степени устранены в результате того, что периодическая подача ленты обеспечивается без применении отдельных подающих механизмов, а лпшь с помоплыо штампа для пробивки отверстий и разрезания ленты, который выполнен возвратно-поступательно подвижным по ходу ленты для ее подачи носле каждого очередного рабочего хода пуансонов штампа.
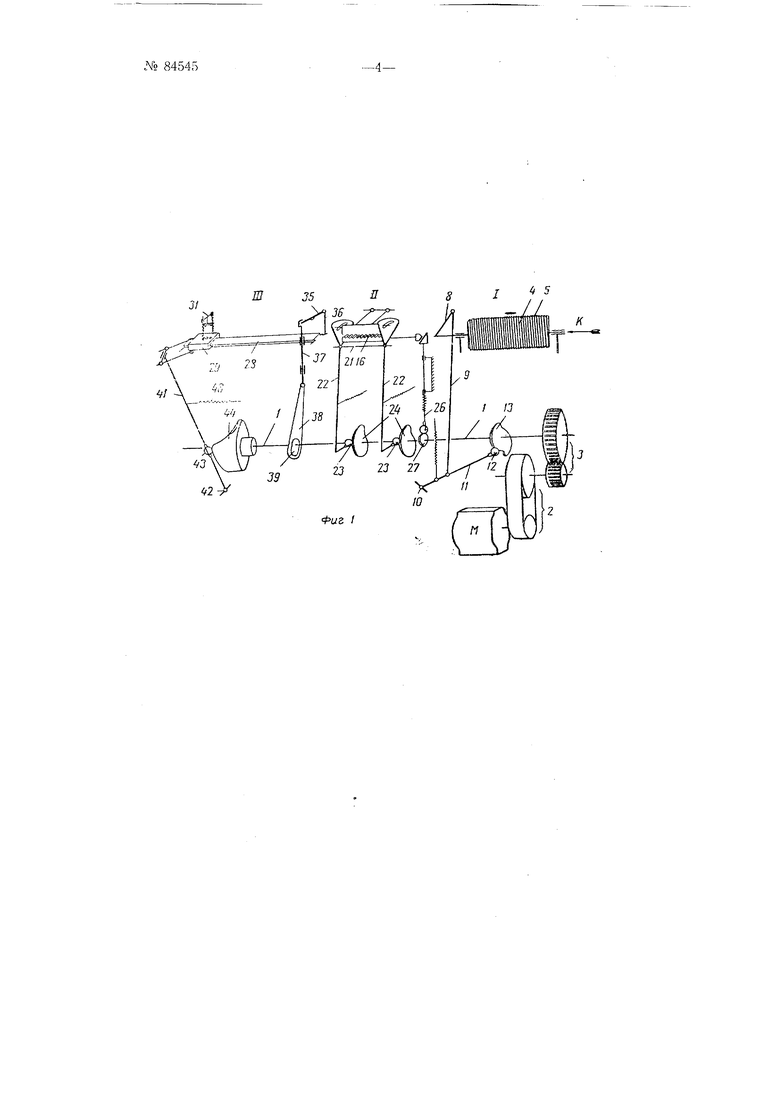
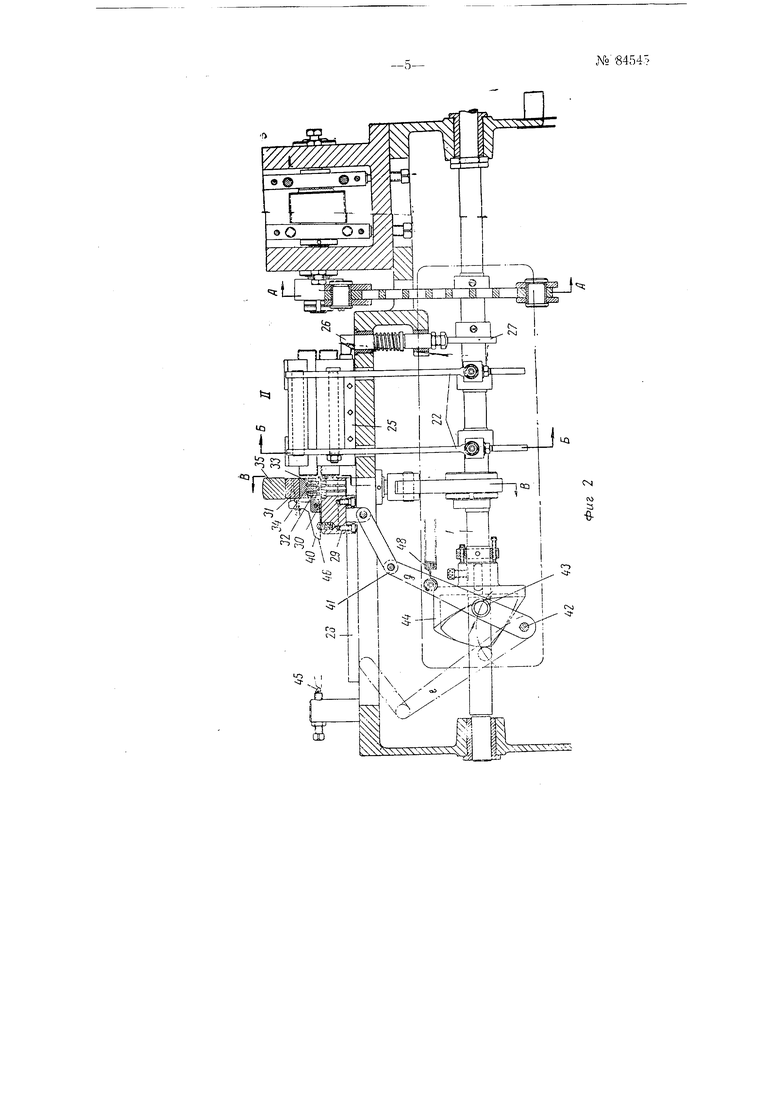
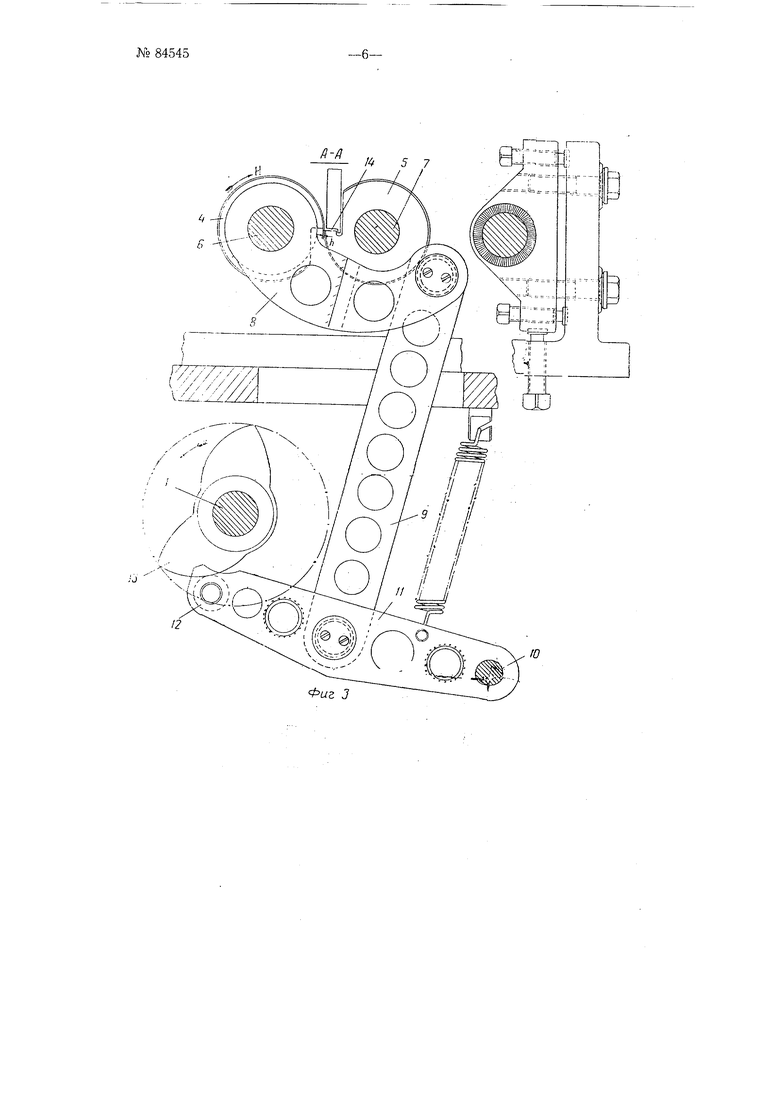
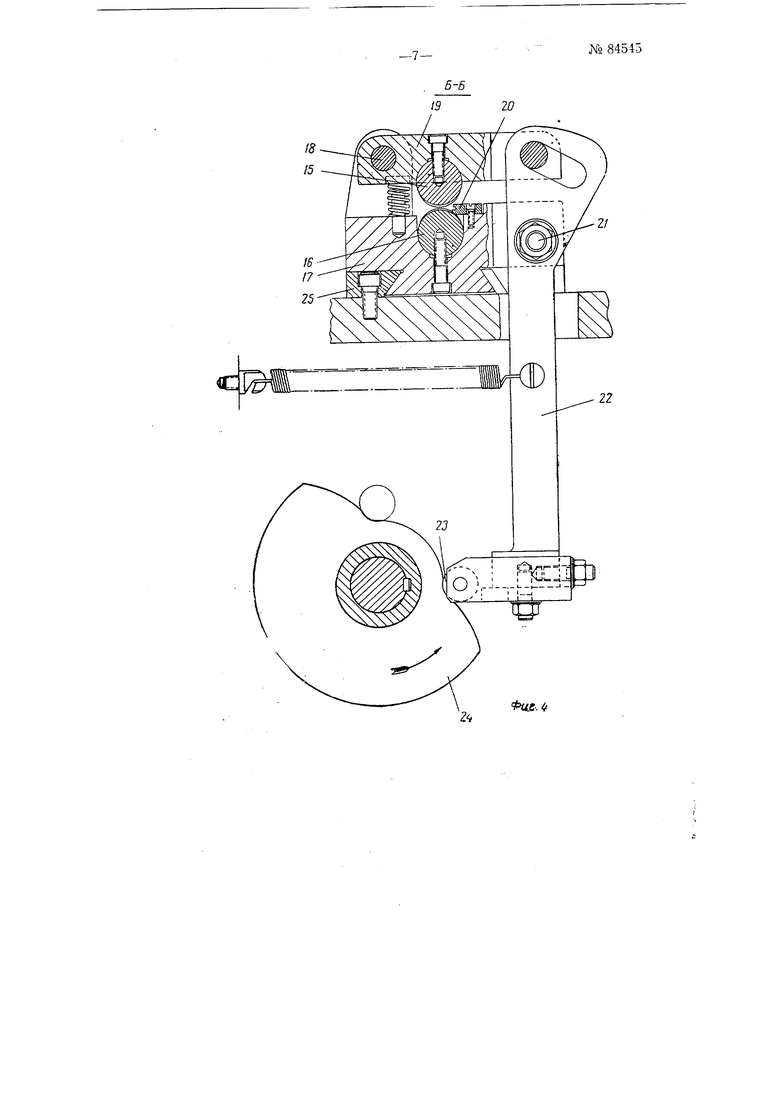
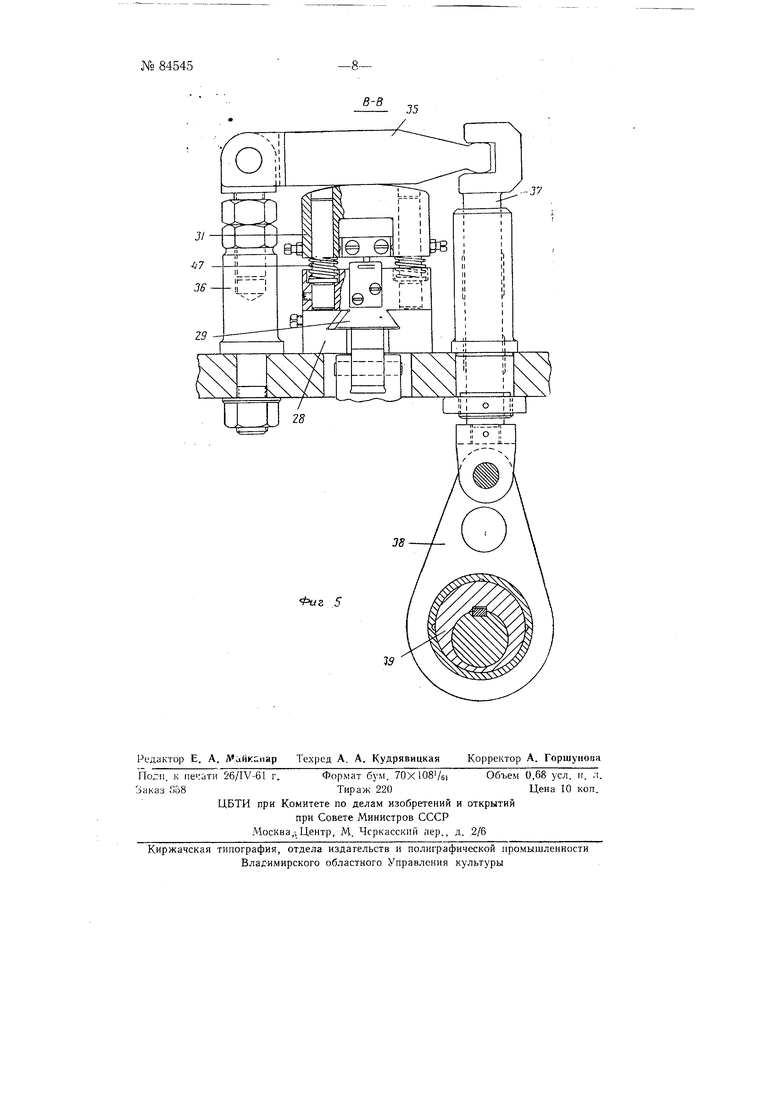
На фиг. 1 изображена кинематическая схема автоматического штамповочного станка для нолного непрерывного изготовле1И1я ножо1ЮЧНЫХ полотен из ленты; на фиг. 2-продольный разрез штамповочного станка; на фиг. 3-разрез станка по А-А па фиг. 2; на фиг. 4-разрез станка но Б-Б па фпг. 2; на фиг. 5-разрез станка но В-В на фиг. 2.
Штамновочн1 п 1 станок (фиг. 1 и 2) состоит из трех иоследовательно размещенных по ходу движения ленты (по направлению стрелки К) самостоятельных штамновочных агрегатов /, // и //, приводимых is синхронное периодическое движение от приводного вала / посредством кулачковых механизмов. Приводной вал получает равно.мерное ненрерывпое вращение от электродвигателя Л через ременную передачу 2 и зубчатую передачу 3.
Подача стальноГ .тенты в аггамповочпьп станок осущест1 ляется нз
№ 84545-2-
бунта и производится периодически иосле каждого двойного хода штамповочиы.х инструментов, которые осуществляют одиовременное вырубание зхбцов, развод зубцов, пробивание отверстий и отрезку готового иожовочного полотна на различных последовательно расположенных участках ленты, прохочящей через весь штамповочный станок.
Штамповочный агпегат / осуществляет вырубание зубцов в ленте и выполнен в виде двух параллельно расположенных цилиндрических гребенок 4 и 5 (фиг. 3) с взаимно Г1ерекрыва1ощими друг друга зубцами высотой h, равной высоте зубцов ножовочного полотна.
Гребенки установлены на валиках 6 и 7, иричем гребенка 5 закреплена неподвижно, а гребенка 4 вынолнена поворотной относительно оси валика 6 посредством связанного с ней качающегося рычага 8. Рычаг 5 ujapHHpHO связан тяго1( 9 с качающимся относительно оси 10 поднружиненным коромыслом 11. ролик 12 которого взаимодействует с вращающимся кулачком 13, насаженным на нриводном валу 1. При повороте гребенки 4 по стрелке Н ее зубцы, смещенные на полшага относительно зубцов гребеикп 5, вырубают зубья на лейте, которая проходит между гребрнками в направляющем пазу 14.
Штамповочный агрегат // осуществ яет развод зубцов ножовочного полотна па заданную велнчину. Пуансон 15 и матрица 16 разводного штампа (фиг. 4) выпо,ппен1з1 в виде двух иара.плельных цилиндрических валиков, снабженных винтовой нарезкой, профиль которой соответствует профилю зубцов иожовочного полотна. Валики расположены так, что против впадины па одном ва.тпке приходится резьбовой выступ на другом. Валик-матрица 16 закреилен в пенодвил ной нлите 17, а валикнуансон 15 связан с качающейся на оси 18 подпружиненной п;1итой 19.
Для осуществления развода зубцов после их вырубки на ленте, которая проходит между валиками и направляется в пазу планки 20, плита 19 поворачивается под действием двух качаюпдихся на оси 21 подпружиненных рычагов 22, верхние плечи которых связаны скользящими шарнирами с плитой 19, а нижние плечи посредством роликов 23 взаимодействуют с кулачками 24, иасаженными на приводной вал /.
Кроме рабочих движений плиты 19, весь разводной штамп, смонтированный на плите 17, может иеремеи1,аться в продольном направлении относптель}ю .аеиты па велпчииу одпого шага зубцов. Это перемещение необходимо в связи с тем, что шаг зубцов нарезки иа валиках 15 и / рекомендуется выполнять равны.м удвоенному шагу зубцов ножовочного полотна (ввиду малых размеров последних).
Таки.м образом, процесс развода всех зубцов на ленте на длине нарезанной части валиков осуществляется за два рабочих хода пуансона 15, что обеспечивается соответственной формой кулачка 24.
Продольное перемещение штампа осуществляется в направляющих 25 станины станка посредством подпружиненного толкателя 26 (фиг. 2), управляемого кулачком 27, насаженным на приводном валу /.
Штамповочный агрегат /// предназначен для вырубки отверстий в ленте и отрезки готового ножовочного полотна. Помимо этой операции, агрегат осуществляет периодическую подачу ленты на длину одного ножовочного полотна, в связи с чем исключается потребность в наличии каких-либо отдельных механизмов для подачи ленты и обеспечивается строгая синхронность рабочих движений всех агрегатов и перемещения ленты.
Весь вырубной шталмн (фиг. 2, 5) смонтирован на плите 29, подвижно) по направляющим 28 станины.
Матрица щтампа 30 укреплена на плите 29. На ползуне 31 укреплены три пуансона, из которых два 32 и 33 предназначены для вырубки
отверстий по крс...... ,лух соседних иожовочпых полотен, а средний пуансон 34, выполненный в виде плоского ножа, для разрезки ленты в месте стыка двух ножовочных полотен.
Рабочее движение ползуна 31 с пуансонами осуп;ествляется посредство.м качающейся траверсы 35, укреи ченио на оси колонны 36. Траверса приводится 5 движение тягой 37. шарнирно связанной с шатуном 38, эксцентриковый кривонп1п 39 которого пасажен на приводном валу . После окончания рабочего хода ио.чзхп ./ удерживается в нижнем положении подпружиненной защелкой 40, благодаря чему между матрицей и верхним ползуном удерживается конец ленты.
Плита 29 связана с тягой 4, качаюп1ейся на оси 42, закрепленной р, станине станка. Тяга посредством ролика 43 взаимодействует с торцовым кулачком 44, насаженным на приводном Ba;iy /. Под действием кулачка, при его вращении тяга переходит из положения д в положение с, увлекая за собой плиту 29. Вместе с илптой перемещается лента, которая удерживается на нлите пуансоном 33. Когда плита 29 приходит в левое крайнее положение, упор 45, падаи.чивая на скос 46 заще.чки 40, освобождает ползун 31, который под деГктвием пружин 47 поднимается вместе с иуансопами вверх, освобождая конец ленты.
При дальнейше.м вращении к лачка 44 тяга 4} иод действием пружины 4S возв11ащает плиту 29 со штампом в ее исходное рабочее положение и весь цикл повторяется снова.
П р е д .м е т и з о б р е т е н и я
1.Автоматический штамповочный станок для изготовления ножовочных полотен из ленты, состоящий из отдельных агрегатов, управляемых кулачковыми механиз.мами от общего привода н последовательно выполняющих вырубку зубцов, разводку зубцов, пробивку отверстий н разрезку леиты, о т л и ч а ю щ и и с я тем, что, с целью обеспечения периодической подачи лепты без применения отдельпых подающих механизмов, щтамп для пробивки отверстий и разрезки .ленты выполнен возвратно-поступате,1Ы10 подвижным гю ходу .ченты для ее подачи после каждого очередного рабочего хода нуансонов щтамиа.
2.Форма выполнения штамповочного стапка по п. I, отличаю1Ц а яся те.м, что, с целью удержания .ченты во время продольного хода штампа, ннжпяя неподвижная плита шта.мпа снабжеиа откидной нодпружинеиной собачкой, предназначенной для фиксации верхней плиты шта.мпа в нижне.м по,1оже1шп до окопча Н1я очередного продольного хода штампа.
3.Штамповочный станок по пи. 1 и 2, о т.i и ч а ю щи и с я тем, что, с целью осуществления развода каждого зубца ножовочного но.потна нри уд1юенном шаге зубцов разводного штампа, штамн вынолнен возвратно-поступательно подвижнь|м вдо.чь ленты на ве.личину одного шага зубцов.
4.Форма вьпюлнения штамиовочпого станка по п. 3, от.1ичак.ь щаяся тем, что tiyancoH и .матрица разводиого штампа выполнены в виде параллельных цилиндрических валиков, снабженных винтовой нарезкой, ирофи.пь которой соответствует профи.чю зубцов пожовочного полотна.
5. Штамповочный станок по rni. 1,2,3 и 4, о т л и ч а1,ю щ и и с я тем, что зубовырубиой штамп выполнен в виде двух иараллельно расноложенных цилиндрических гребенок с взаимно перекрывающи.ми друг друга зубцами, одна из которых вьшолнепа возвратно-поворотной нод де11ствпем кулачкового механизма.
-3-, № 84545
4 5
Фиг J
«.е. If