(54) ЭЛЕКТРОЭРОЗИОННЫЙ ДВУХКООРДИНАТНЫЙ СТАНОК С числовым УПРАВЛЕНИЕМ
Известны эпектроарозионные двухкоор- динатные станки с программным управлением МОД8ПИ 4531 к для обработки эпектродом-прггаагюкой, перематываемой с небопьшой и посги-янной сксрост-ыо при
восстановлении ее формы в зоне обрабаткп. В этих станках консгрукция стопа не об опечиваег требуемой точности обработки aeisпей весом более 2G-25 кг, вспедсгвие возникающих деформаций изгиба каретки
tt угловой призмы от веса консопьно закрегр ленной детали. Кроме того, призматические направпяющие с подпружиненной прижимной пластиной дпя эпектрода-провопоки пригодны пишь дпя узкого диапазона диаметров провопоки.
Предлагаемый станок отличается от известных тем, что его рабочий стоп в плоскости, перпендикулярной дв окению электрода-проволоки, имеет Г образную фор му и укреплен на жестко установленной на станине цилиндрической копонне, проходящей через дно подъеьошй.ванны, Дпя электрод а-провопоки выполнена проводка из двух призм, расположенных по обе стороны рабочего пространства. Это повышает жесткость базирования деталей. Кроме того, дпя повышения надежности базирования эпектродапроволо«и различного диаметра в призматических .гаправпйющих дпя прижима проволоки служит укрепленный на пойпружиненном рычге зуб, имеющий форму паза направляквдей призмы.
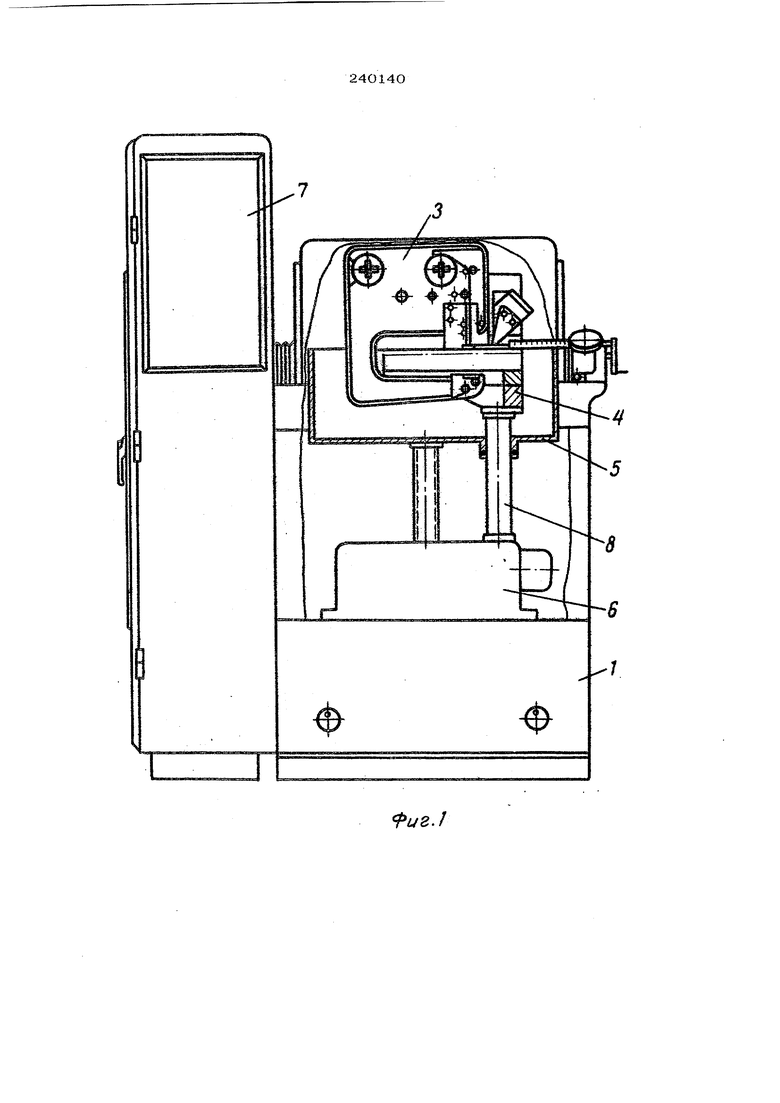
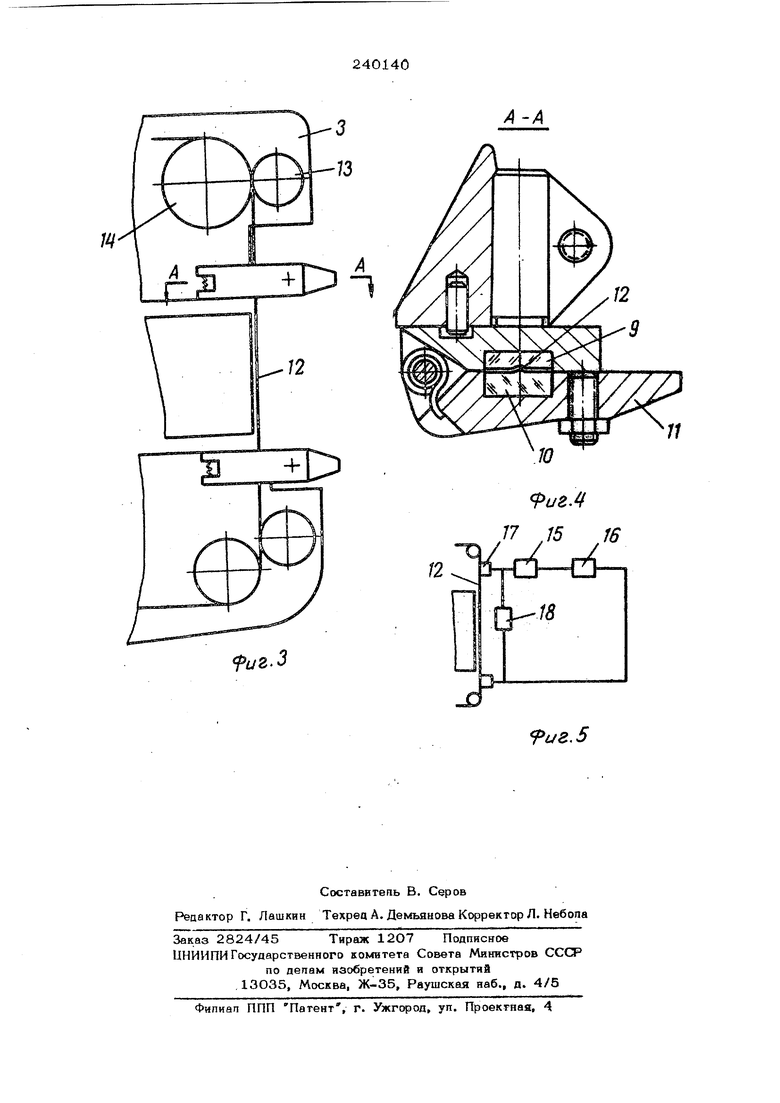
На фйг. 1 изображен описываемый стакок, вид спереди; на фйг. 2-го же, в плане; на фиг. 3 - схема распопожения направляющих устройств и тянущих роликов; на фиг. 4 - направляющие устройства; на фиг. 5 - схема контропя отрыва проволоки.
Станок содержит станину 1, крестовый суппорт 2, скобу 3 с механизмом перемот ки и натяжения проволоки-электрода, стоп 4 для установки детали, ванну 5 постоянного объема для рабочей жидкости, редуктор в подъема ванны и электрошкаф 7 с панелью управпения.
Стол станка выпопнен Г-образным и неподвюкно установлен на цилиндрической колонне 8, жестко закрешенной на корпусе редуктора механизма подъема ванны. При этом ось ко гонны Совпадает с цантром ТЯ жести стопа, Высоге стопа выбрана, такой} чтобы нюак.ая часть скобы прпходипв под детапью к над фпагэдем копомны. В станке имеется гшдъемнай ванна постоянного объема дпя рабочей жидкостИ} сквозь дно догорой прокодит колонна дпа креплений сгопа. Направляющими устройствами для поово вокй на рабочем участке спуясат выполненные из износоустойчивого материал йа (керарлйка,, рубин). Проволока базируе г ей пе призме 9, нмбвдцей трэугоггьный пае. Свповое saivibiKarnte осуществлпегся привмой iOs иаходшдейса на псдпрзэкииенкой ппашсе . 11. В прнзмб 10 я i6этcя зуб, совпадающий по форме с пааом в приеме Э. Такая копструкцпы позволяет испопьво-вагь одни и те же гфпзмы дпя надежного безироваиня провопокя 12 разного диаметра При эгом провопока прижимимаагся по всей высоте приемы, что обесг ечнвает высокую точность ее перемешения. Отведя на угол ЗО гшаику 11, можно, пегко и быстро вынуть,проволоку их призм и вставить обратно. Проволока D зоне обработки подвергает- ся эпектроэрозионному ианосуг BCfieacTBHG чего ее прочность у леньшаетсяо Дпп сохран .нйя иегаостности необкоаимо исключить пию ние nepens6bi рровопокп после выхода из зоны обработки. Дгш этого в предлагаемом статнее по оса рабочего участка провопоки электрода распоггожены тянущие ролики 13 и 14. В энектрическую цепь спедшпего элементэ контроля обрыва.провопоки входят провопока 12, источник 15 пктания постоян аого тока небольшого напряжения (5-6 В), спед.щдий эпемент - репе 16 и токосъемники 17. Черев блсжиругощие .контакты спе дяшего элемента включается схема управпения станком. При обрыве провопоки цепь разрывается, следяшнй элемент обесточивае ся, отключая рабочую подачу станка. Время откпючешш подачи зависит топько от време ни отключения следящего эпемента. При возникновении короткого замыкания между алектродаья (провопокон и леталью) ff рабочему промежутку подключается устройство ликвидации короткого замыкания и одновременно от него отключаются остальные электрические цепи станка. Для гого чтобы схема контроля не давала при втом ложного сигнала обрыва проволоки, 0 нее включен блокирующий элемент 18, контакты которого замыкаются при возникновении короткого замыкания. При этом схема контроля остается под ТОЕОМ. Дпя заправки проволоки-электрода в начале обработки в детали необходимо делать отверстие. Обычно эта операция производится на других станках. Предлагаемый станок оснащен поворогribiM приспособлением для закрепления стержневого инструмента, позволяющим производигь прошивку заправочного отверстия по одной из координат. При этом применяется прокачка диэлектрической жидкости (керо- сина) через межэпектродный промежуток. Формула изобретения 1.Электроэрозионный двухкоординатный станок с числовым управлением.для обработки злектродом проволокой, перемещаемо Б рабочем пространстве с постоянной скоростыо, отличающийся тем,что, с целью повышения жесткости базиро вания деталей, рабочий стоп в плоскости, перпевдикулярной движению элэктрода- провопоки, имеет Г-образную форму и укрепле на жестко установленной на станине нилиидт рической колонне, проходящей через дно подъемной ванны, а для элек1рода прово 1окв выполнена проводка на двух призм, располсокенных по обе стороны рабочего прост ранства. 2.Станок по п. 1, о т п и ч а ю щ и с я тем, что, с целью повышения надеж ности базирования эпектрояа-проволоки раэ личного диаметра в призматических направляющих, дпя прижима провопоки спужиг укрепленный на подпружиненном рычаге зуб, имеющий форму паза напраоляющей призмы.
иг.1
i/a,2
IPn
иВЗ
A-A
иг.5
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОЭРОЗИОННЫЙ ВЫРЕЗНОЙ СТАНОК | 1995 |
|
RU2098241C1 |
| Электроэрозионный вырезной станок для обработки по копиру сложных профилей электродом-проволокой | 1966 |
|
SU219716A1 |
| Устройство для электроэрозионной обработки | 1978 |
|
SU936797A3 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ СЛОЖНОФАСОННЫХ ПОВЕРХНОСТЕЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 1992 |
|
RU2014184C1 |
| Устройство направления электрода-проволоки к электроэрозионному вырезному станку | 1979 |
|
SU860980A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ И ЭЛЕКТРОД-ИНСТРУМЕНТ | 1991 |
|
RU2044610C1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ ВЫРЕЗНОЙ СТАНОК | 1996 |
|
RU2098242C1 |
| Способ электроэрозионной обработки | 1968 |
|
SU303843A1 |
| Электроэрозионный вырезной автоматизированный станок | 1984 |
|
SU1177096A1 |