о со а
Изобретение относится к электрофизическим и э.ектрохимическим методам обработки, в частности касается вьфезной обработки электродом-проволокой на автоматизированных станках с числовым программным управлением.
Цель изобретения - повышение на-дежности работы станка.
Указанная цель достигается путем обнаружения аварийных ситуаций в работе станка, таких как отказ привода подачи, отказ канала обнаружения режима короткого замыкания.
На чертеже изображены основные элементы станка..
Выход генератора 1 импульсов подключен к электроду-проволоке 2, фиксируемой в рабочей зоне скобой 3, и к детали А. Скоба имеет приводы 5 и 6 координатных перемещений.
Возможны другие варианты компоновки, при которых в двух координатах перемещается деталь, а скоба неподвижна, или скоба и деталь имеют перемещения по одной из координат.
На приводах подач могут устанавливаться датчики 7 и 8 перемещений с блоком 9 цифрового отсчета.
. На скобе установлены два датчика 10 колебаний электрода-проволоки, расположенные вдоль координатных осе станка. На чертеже приведен вариант конструкции фотооптических датчиков. Каждая координата оснащена источником 11 света, призмой 12, фотоприемниками 13. Последние датчиков подключены к входам устройства сравнения, содержащего блок 14 выделения направления отжима и колебаний проволоки 14 и блок 1 5 сравнения, подключенный к уст ройству 16 числового программного управления, которое для этого оснащается выходом, задающим направление движения электрода-проволоки. Выход устройства сравнения подключен к блоку 17 аварийной остановки устройства. Последний имеет управляющий выход, подключенныйк генератору 1 и устройству 16 программного управлений.
Станок работает следующим образом
После включения генератора 1 импульсов и устройства 16 чис,пового программного управления начинается процесс обработки. Осуществляется пе ремепение электрода-проволоки в направлениях, заданных программой. Датчики 7 и 8 и блок 9 цифрового отсчета используют для контроля вьтолняемых перемещений. Силовые воздействия эрозионных разрядов на электрод-проволоку приводят к появлению колебаний проволоки, так как разряды возникают преимущественно со стороны обработки, наряду с колебаниями образуется статический отжим электрода-проволоки в сторону, противоположную направлению реза. Колебания и отжим фиксируются датчиком 10. Колебания одновременно фиксируются в двух координатах и блок 14 определяет фазовый портрет колебаний электрода-проволоки в плоскости перемещений. Интеграторы позволяют вьщелить статическое отклонение. Суммарный выходной сигнал блока 14 определяет направление отжима. Нормальное течение процесса обработки характеризуется наличием колебаний с небольшой амплитудой и постоянным отжимом.
На вход блока 15 сравнения от блока 14 поступают сигналы, показывающие величину, а также направление колебаний и отжима электрода-прово- .лОКИ. Сигналы могут быть представлены в числовой или аналоговой форме, в зависимости от конструктивного вьшолнения устройства.
На другой вход блока 15 поступает информация от устройства 16 числового программного управления о направлении перемещений, заданных программой. Сигнал сравнения управляет работой блока 17 аварийной остановки. Признаком нормальной работы станка считается наличие отжима определенной величины, направленного в сторону, противоположную направлению реза. Отсутствие отжима или несовпадение его направления с направлением подачи оценивается как аварийная ситуация. При этом блок 17 сигнализации вырабатывает соответствующи сигналы на остановку процесса обработк и выдает сообщение на пульт оператора.
Таким образом в станке выделяется несколько аварийных ситуаций; отклонение траектории обработки от заданной, нарушение стабильности обра-ботки, появление неустранимого короткого замыкания, необнаруженного другими схемами.
Расширенные возможности диагностики аварий повышают показатели надежности работы станка, так .как возникающие отказы не приводят, к. порче обрабатываемых деталей.
9
// /
136-1
13
/Jbp
to,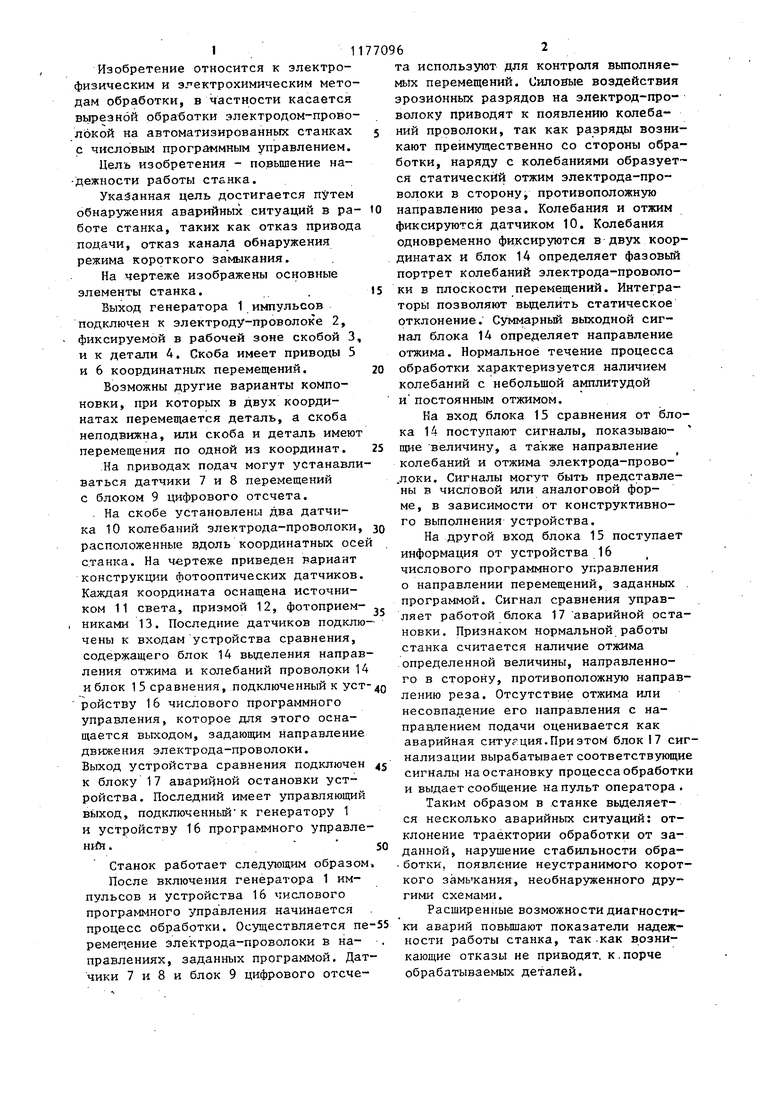
| название | год | авторы | номер документа |
|---|---|---|---|
| Адаптивное устройство для программногоупРАВлЕНия CTAHKOM | 1979 |
|
SU830313A1 |
| Система числового программногоупРАВлЕНия элЕКТРОэРОзиОННыМ CTAHKOM | 1979 |
|
SU798723A1 |
| Электроэрозионный вырезной станок с числовым программным управлением | 1980 |
|
SU948596A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ ВЫРЕЗНОЙ АВТОМАТИЗИРОВАННЫЙ СТАНОК | 2008 |
|
RU2399465C1 |
| Устройство для числового программного управления | 1976 |
|
SU574702A1 |
| ЭЛЕКТРОННЫЙ БЛОК СЕНСОРНОГО УПРАВЛЕНИЯ КООРДИНАТНЫМ СТАНКОМ | 2014 |
|
RU2571669C2 |
| Измерительная головка | 1990 |
|
SU1780930A1 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| УНИВЕРСАЛЬНЫЙ ОБУЧАЮЩИЙ КОМПЛЕКС | 2005 |
|
RU2280903C1 |
| Устройство для регистрации угловых и линейных перемещений | 1976 |
|
SU607105A1 |

ЭЛЕКТРОЭРОЗИОННЫЙ ВЫРЕЗНОЙ АВТОМАТИЗИРОВАННЫЙ СТАНОК с двухкоординатным устройством программного управления, содержащий линейный датчик колебаний электрода-проволоки, связанный с блоком аварийной остановки устройства программного управления, отл.ичающийся тем, что, с целью повьппения надежности работы, в станок введены второй датчик колебаний и устройство сравнения, причем датчики установлены с ориентацией вдоль координатных осей станка, к входам устройства i сравнения подключены выходы датчиков и выход устройства программного (Л управления, задающий направление движения электрода-проволоки, а выход устройства сравнения подключен к блоку аварийной остановки.
| Электрофизические и электрохимические методы обработки | |||
| - М.: НИИМАШ, 1979, вып | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Электрофизические и электрохимические методы обработки | |||
| - М.: НИИМАШ, 1979 вьт | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
