По основному а;вт. св. № 217556 известна машина для контактной стыковой оварки тонких листов, содержащая (подвижное и неподвижное зажимпые устройства, а также направляющие плиты, связанные с заЖИмньгми :гу|бками при помощи синхронизирующих устрОйст1в и установленных на штангах, перемещаю1щихся в пазах зажимных приспособлений.
Предлагаемая машина отличается от известной тем, ЧТО о«а оборудована устройством для съема (Грата ло всей протяженности стыка непосредственно -после сварки ,в горячем состоянии, что значительно увеличивает производительность труда и устраняет необходи мость установки в технологических линиях дополнительньрх гратосни,мающих устройств.
Кроме того, при съеме трата сходящиеся вплотную «ожи дополнительно обжимают раЗ01гретый металл, чем доститается значительное улучшение качества сварного соединения.
Устройство позволяет на обычных стьькосварочных машинах с одной подвижной плитой производить сварку тонких листов с одновременным последующим удалением грата. Это достигается выполнением направляющих плит из двух взаимоподпружиненных частей, между которыми устанавливается регулируемый зазор, равный величине осадки, а равные расстояния между подвижной и неподвижной колоннами и соот1ветствующими прилегающими плитами составного калибра определяют величину оплавления. Части плит снабжены ножами, срезающими 1грат в конце осадки.
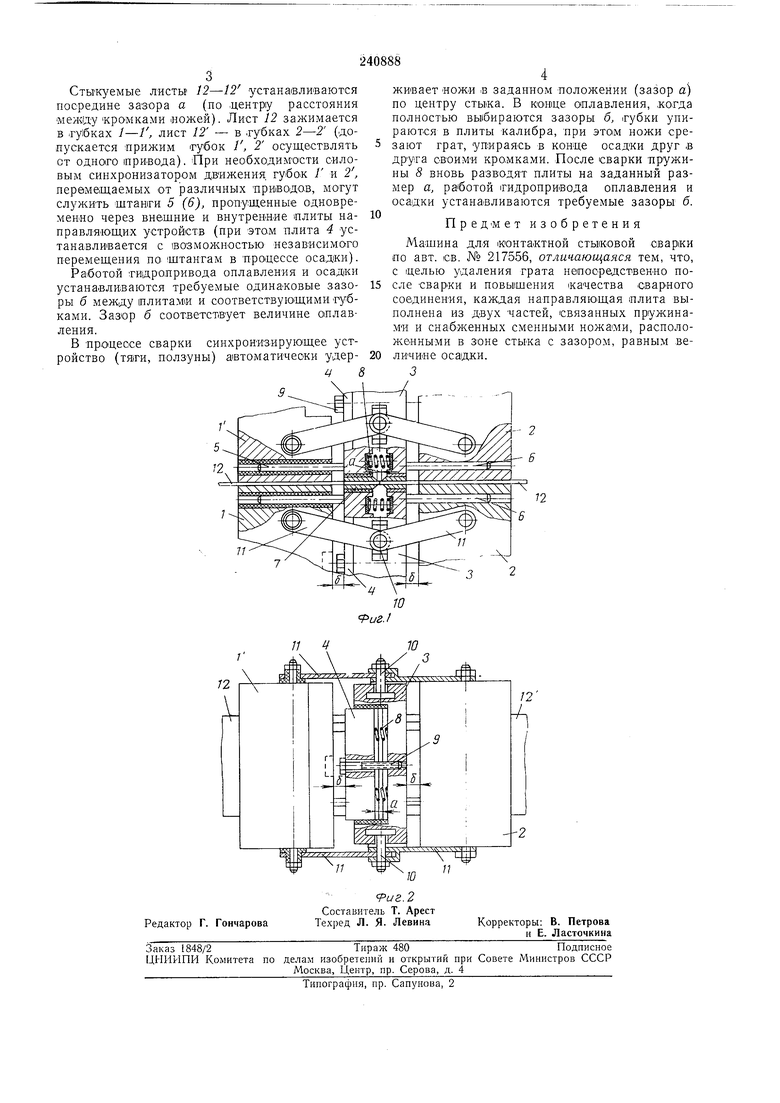
На фиг. 1 изображено устройство, продольный разрез; на фиш 2 - то же, вид сверху.
Устройство содержит губки /-/ неподвижного зажимного устройства, губки 2-2 подвижного зажимного устройства, внешние 3 и внутренние 4 плиты направляющего устройства. Плиты 4, на жестко соединенных с ними
штангах 5 могут перемещаться в губках /-/,
плиты 3 на штангах 6 могут перемещаться в
губках 2-2.
В зоне стыка на направляющих плитах закреплены на изолирующих прокладках сменные ножи 7, срезающие грат. Плиты направляющего устройства, связаны разл имными пружинами 8 с таким расчетом, чтобы между кромками нол-сей в зоне стыка образовался
рег}-лируемый зазор а, равный величине осадки. Регулировка зазора производится вращением винтов 9.
Внешние плиты имеют пазы, в которых перемещаются ползуны 10, соединенные тягами
// с обеими парами зажимных губок. Тяги соединены с ползунами и губками на шарнирах. Направляющие плиты изолированы друг от друга И от губок 1-/ неподвижного зажима.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU263775A1 |
| Устройство токоподводящих зажимов для контактной стыковой сварки | 1989 |
|
SU1712100A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| Машина для контактной стыковой сварки | 1988 |
|
SU1556846A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОСТРЯКОВ И РЕЛЬСОВ | 2021 |
|
RU2766092C1 |
| Машина для стыковой сварки труб | 1980 |
|
SU961891A1 |
| МАШИНА ПОДВЕСНАЯ ДЛЯ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2021 |
|
RU2765959C1 |
| Автомат для стыковой сварки давлением | 1988 |
|
SU1668074A1 |
| МАШИНА ПОДВЕСНАЯ ДЛЯ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2020 |
|
RU2748185C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1971 |
|
SU308837A1 |
