Известны контрольные и сортирующие устройства, содержащие две последовательно действующие идентичные измерительные станции, блок памяти, блок сравнения информации, поступающей от измерительных станций, и узел адресования.
Предложенное устройство отличается от известных тем, что оно содержит два блока памяти, включенных на блок сравнгпия информации, блок проверки правильности адресования, бункер неправильно адресованных деталей, предбункеры по числу групп сортирозки, снабженные датчиками правильности адресования и механизмами сброса деталей в бункеры групп сортировки или в бункер неправильно адресованных деталей, счегчик, который установлен в бункере неправильно адресованных деталей и предназначен для включения автоматической поднастройки измерительной станции или выключения устройства в зависимости от количества и частоты попадания изделий в бункер неправильно адресованных деталей.
Такое выполнение устройства позволяет повысить надежность контроля.
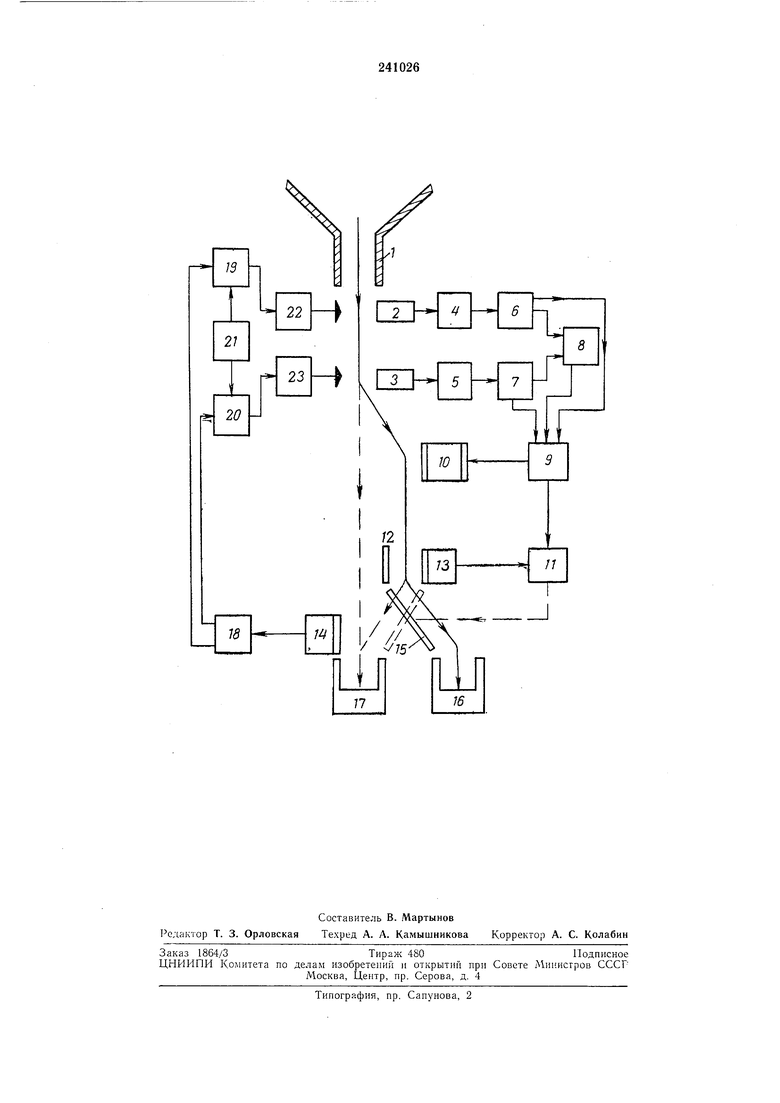
На чертеже изображена блок-схема предложенного устройства.
мерительные станции 2, 3, два пороговых устройства 4, 5, два блока 6, 7 памяти, логпческий блок 8 сравнения информации, узел сортировки 9, исполнительный механизм 10 узла
сортировки, блок // проверки правильности адресования, предбункер 12, датчики 13, 14 механизма 15 сброса, бункеры 16, 17, счетчик 18, узлы 19, 20 поднастройки реле 21 времени и датчики 22, 23 размера детали.
Описываемое устройство работает следующим образом.
Деталь из угла загрузки / попадает на первую измерительную станцию 2. Размер детали определяется датчиком 22, в результате чего
срабатывает пороговое устройство 4. Срабатывание порогового устройства 4 фиксируется блоком 6 памяти.
Затем деталь передается на вторую измерительную станцию 3, размер детали фиксируется датчиком 23, что вызывает срабатывание порогового устройства 5 и блока 7 памяги.
С блоков 6, 7 памяти сигнал поступает на логический блок 8 сравнения информации ог двух измерительных станций 2, 3. Далее сигнал с блоков 6, 7 памяти и логического блока 8 передаются на узел 9 сортирорки, например, по больщему диаметру.
править деталь. Если результаты измерения расходятся больше, чем на одну группу, блок 8 сравнения дает команду на сброс детали. Блок 8 сравнения дает сигналы на исполнительные механизмы W узла 9 сортировки и на блок 1} проверки правильности адресования.
Деталь, ироверенная на второй измерительной станции 3, направляется в предбункер 12, возбуждая сигнал в датчике 13. Если адресование правильное, деталь из предбуикера 12 будет сброшена механизмом 15 сброса в бункер 16 соответствуюш,ей группы. Если адресование неправильное, цепь проверки правильности адресования включит механизм 15 сброса и деталь будет отправлена в бункер 17 сброса.
Перед бункером 17 сброса установлен проходной датчик 14, дающий сигнал па счегчик 18.
При условии, что две детали иодряд будут иметь разноразмерность или будут неправильно адресованы, включатся узлы 19, 20 проверки и поднастройки устройства. При этом цикл контроля деталей автоматически прерывается и иоследовательно на каждую измерительную станцию вместо контролируемых деталей вводится образцовая деталь, а ири рассогласовании станций они поднасгранваютсл. Кроме того, узлы 19, 20 проверки и поднастройки периодически включаются от реле 21 времени.
Предмет изобретения
Устройство для автоматического контроля и сортировки деталей по линейным размерам, содержащее узел загрузки, две последовательно действующие идентичные измерительные станции, логический блок сравнения информации, блок памяти, узел адресования с бункерами по числу групп сортировки и узел автоматической поднастройки измерительной станции, отличающееся тем, что, с целью новышения иадежности контроля, оно снабжено вторым блоком памяти, включенным совместно с первым блоком намяти на блок сравнения информации для анализа идентичности команд, поступивших с двух измерительных станций, блоком проверки правильности адресования, бункером неправильно адресованных деталей, предбункерами по числу групп сортировки,
оснащенными датчиками правильности адресования и механизмами сброса деталей в бункера груип сортировки или в бункер неиравильно адресованных деталей, счетчиком, который установлен в бункере неправильно адресованных деталей и предназначен для включения автоматической поднастройки измерительной позиции или выключения устройства в зависимости от количества и частоты иопадания изделий в бункер неправильно адресованных деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для КОНТРОЛЯ и СОРТИРОВКИпо | 1972 |
|
SU326433A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ по ЛИНЕЙНЫМ | 1971 |
|
SU315900A1 |
| АВТОМАТ ДЛЯ РАЗМЕРНОГО КОНТРОЛЯ И СОРТИРОВКИ | 1973 |
|
SU360987A1 |
| ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ СОРТИРОВКИ ДЕТАЛЕЙ НА РАЗМЕРНЫЕ ГРУППЫ | 1972 |
|
SU435012A1 |
| АВТОМАТ ДЛЯ СОРТИРОВКИ ДЕТАЛЕЙ ПО КОЭРЦИТИВНОЙСИЛЕ | 1966 |
|
SU188036A1 |
| УСТАНОВКА ДЛЯ ПРОВЕРКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ АВТОМОБИЛЕЙ | 1969 |
|
SU238197A1 |
| РАЗМЕРОВ В МАШИНОСТРОЕНИИ | 1965 |
|
SU171596A1 |
| ЭЛЕКТРОННЫЙ ПРЕОБРАЗУЮЩИЙ БЛОК К АВТОМАТАМ ДЛЯ МНОГОДИАПАЗОННОЙ СОРТИРОВКИ ДЕТАЛЕЙ | 1970 |
|
SU274392A1 |
| Устройство для автоматической сортировки ферромагнитных деталей | 1978 |
|
SU766673A1 |
| Автоматическая линия для технологических операций | 1981 |
|
SU1527471A1 |