Изобретение относится к средствам измерения линейных размеров в машиностроении, а именно к устройствам для контроля и сортировки массовых высокоточных хрупких деталей.
Известны устройства для контроля и сортировки по линейным размерам прецизионных цилиндрических деталей, например плунжеров топливных насосов высокого давления, содержащие загрузочный механизм, измерительную станцию с датчиками, электроблок, преобразующий команды датчиков в световые сигналы электроламп, и магазин рассортированных деталей с кассетами по числу групп сортировки, оснащенными сигнальными лампами. Однако надежность сортировки с помощью этих устройств невысока, так как в магазине рассортированных деталей отсутствуют какие-либо механизмы, исключающие неправильное адресование деталей.
Предложенное устройство отличается от известных тем, что, с целью повыщения надежности сортировки, каждая кассета магазина снабжена клавишей и концевым выключателем, срабатывающим при нажиме на клавищу и передающим в электроблок сигнал, разрешающий контроль очередной детали только при нажиме на клавишу, соответствующую размерам предыдущей сортируемой детали.
Такое выполнение устройства позволяет исключить случаи неправильного адресования сортируемых деталей.
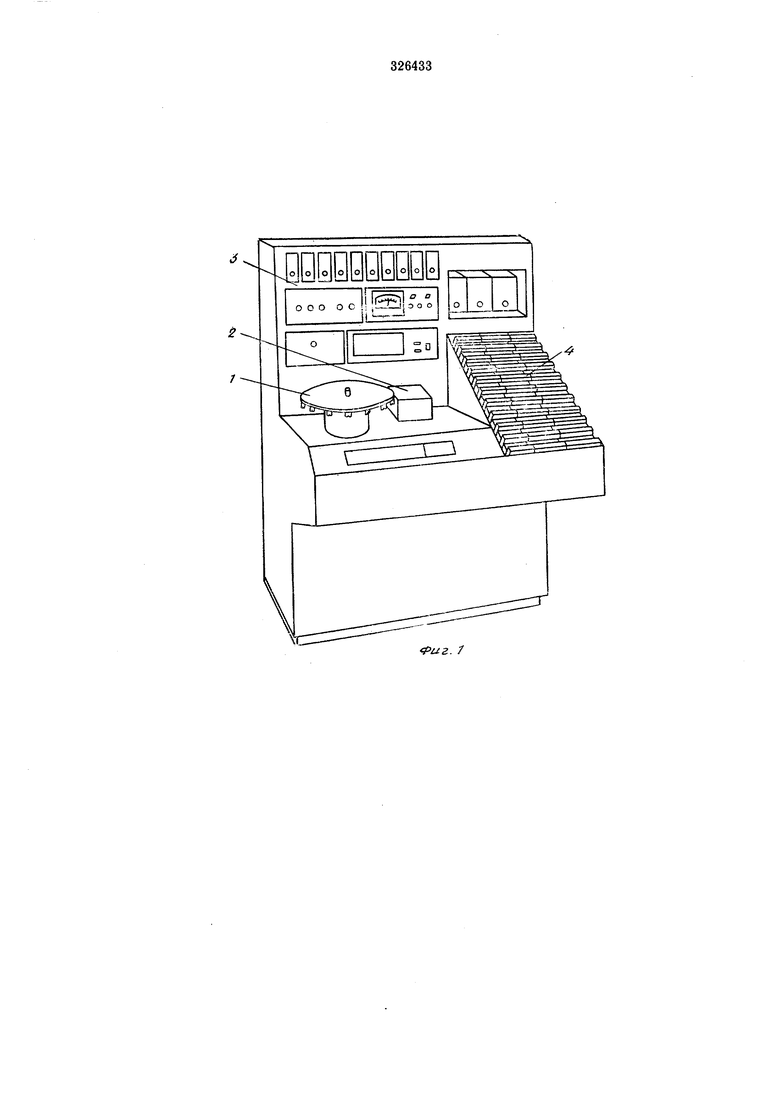
На фиг. 1 показано устройство, общий вид; на фиг. 2 - кассета магазина.
Устройство состоит из загрузочного механизма /, измерительной станции 2, электроблока 3 и магазина 4 кассет. Загрузочный механизм / дискового типа имеет захваты, в которые вручную устанавливаются контролируемые детали.
Бесконтактная измерительная станция содержит пневмоэлектронные датчики.
Деталь измеряется в трех сечениях и при этом вращается, что позволяет одновременно контролировать конусность, бочкообразность, корсетность и овальность изделия, а также определять сортировочную группу, характеризующую диаметр. Станция подвижна и производит контроль деталей, не извлекая их из загрузочного устройства.
Электроблок 3 состоит из ячеек, усиливающих сигналы датчиков, выявляющих отклонения по каждому из параметров изделия и определяющих номер сортировочной группы. Магазин 4 представляет собой наклонный стеллаж с кассетами по числу сортировочных групп.
ЛИЯ 6, клавиши 7, подсвечиваемые сигнальными лампами 8, и концевой выключатель 5, на который воздействует клавиша. Последняя установлена на плоскопружинном параллелограмме 10.
Расположение колодки 5 и клавиши 7 таково, что при введении изделия в гнезда колодки необходимо нажать клавишу.
Работает прибор следуюш;им образом.
Оператор вручную закладывает детали в загрузочный механизм 1, и последний поштучно подводит их к измерительной станции 2. Перемешаясь радиально относительно диска загрузочного механизма, станция наезжает на деталь и контролирует ее. Сигналы датчиков станции посылаются в электроблок 3, который преобразует эти команды н включает лампы 8 под прозрачной клавишей 7 кассеты той сортировочной группы, в которую должно быть направлено изделие.
Оператор извлекает деталь из загрузочного механизма и укладывает ее в гнездо колодки 5, расположенной под светяш,ейся клавишей, нажимая при этом на клавишу и воздействуя тем самым на конечный выключатель 9. Последний подает команду, разрешаюшую контроль очередной детали.
Если оператор ошибочно направит деталь 3 любую другую группу, он не нажмет на требуемую клавишу и команда, разрешаюш,ая
контроль следующей детали, не будет подана. Блокировка может быть выполнена любым известным способом (отключением электроблока или прибора или перемешением измерительной станции и т. д.).
Прибор не будет включен до тех пор, пока ошибочно адресованная деталь не будет установлена в кассету сортировочной группы, соответствующей ее размерам.
Предмет изобретения
Устройство для контроля и сортировки по линейным размерам прецизионных цилиндрических деталей, например плунжеров топливных насосов высокого давления, содержаш;ее загрузочный механизм, измерительную станцию с датчиками, электроблок, преобразующий команды датчиков в световые сигналы
электроламп, и магазин рассортированных деталей с кассетами по числу групп сортировки, оснаш,енными сигнальными лампами, отличающееся тем, что, с целью повышения надежности сортировки, каждая кассета магазава снабжена клавишей и концевым выключателем, срабатывающим при нажиме на клавишу и подающим в электроблок сигнал, разрешающий контроль очередной детали только при нажиме на клавишу, соответствующую
размерам предыдущей сортируемой детали.

| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ по ЛИНЕЙНЫМ | 1971 |
|
SU315900A1 |
| Устройство для контроля и сортировки линз | 1980 |
|
SU910231A1 |
| Автомат для многодиапазонной сортировки прецизионных деталей | 1982 |
|
SU1107904A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 2010 |
|
RU2464530C2 |
| Автомат для контроля и сортировки по электрическим параметрам селеновых элементов | 1952 |
|
SU96738A1 |
| Автомат для сортировки электродов по толщине | 1976 |
|
SU603438A1 |
| Автомат для контроля и сортировки тел вращения | 1977 |
|
SU716641A1 |
| Полуавтомат для сортировки диафрагм по толщине | 1972 |
|
SU445483A1 |
| Автомат для сортировки деталей | 1990 |
|
SU1789311A1 |
| Автомат для сортировки деталей | 1985 |
|
SU1331592A1 |