Изобретение относится к средствам измерения линейных размеров в машиностроении.
Известны автоматы для контроля и сортировки по линейным размерам прецизионных цилиндрических деталей малого диаметра, например игл распылителей форсунок, содержащие загрузочное устройство, измерительную станцию с контролирующими органами, с базовой роликовой призмой и с датчиками, блок Преобразования сигналов датчиков в команды адресования деталей, сортировочное устройство и привод с кулачковым распределительным валом.
Цель изобретения - повышение точности контроля и исключение поврелсдения поверхностей сортируемых деталей. Для этого в предлагаемом автомате контролирующие органы измерительной станции выполнены в виде жесткой П-образной скобы, образованной корпусом с базовой роликовой призмой и двумя закрепленными на корпусе колодками, в каждой из которых выполнено несколько, например три щелевые сопла, параллельных оси базовой роликовой нризмы и связанных с соответствующими датчиками.
Такое исполнение автомата позволяет с высокой точностью проверить все отклонения от правильной геометрической формы (бочкообразность, корсетность, конусность, овальность), не контактируя при контроле с поверхностью детали.
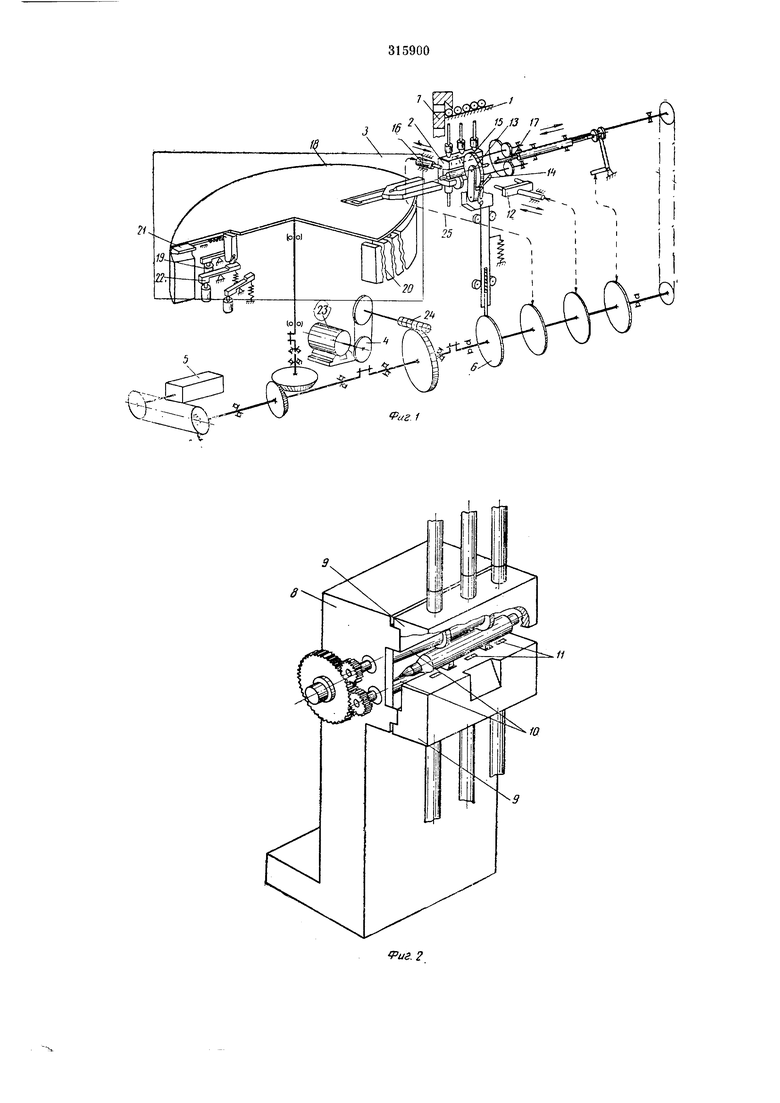
На фиг. 1 изображена схема предлагаемого
автомата; на фиг. 2 - его измерительная станция.
Автомат содержит загрузочное устройство /, измерительную станцию 2, блок преобразования сигналов измерительной станции в команды адресования деталей сортировочного устройства 3, привод 4, электромеханический командоаннарат 5 и кулачковый распределительный вал 6. Загрузочное устройство /- кассетного типа с механизмом 7 поштучной
выдачи деталей в станцию 2.
Станция 2 выполнена в виде жесткой П-образной скобы, образованной корпусом 8 и двумя колодками 9, закрепленными на корпусе. В нем установлены высокоточные ролики 10.
образующие базовую призму. Ролики кинематически связаны с приводом автомата и во время его работы непрерывно вращаются. В колодках 9 выполнены по три щелевых пневматических сопла //, параллельных оси базовой призмы. Станция оснащена механизмами, устана-в ливающими деталь на базы (ползун 12), прижимающими изделие к вращающимся роликам (рычаг 13, нагруженный пру-, жиной 14 и несущий поджимной диск 15).
(шток /6) и посылающими ее (каретка 17) в устройство 3.
Изделия контролируются в трех сечениях с вращением. Сопла 11 соединены ионарно. Каждая пара сопел, контролирующая одно сечение, включена на пневмомеханотронный датчик, входящий в состав блока преобразования. Последний состоит из ячеек, которые усиливают сигналы датчиков, сравнивают их с другими для выявления конусности, бочкообразности, корсетностп и определяют номер сортировочной группы ПО максимальному сигналу одного из трех датчиков. Кроме того, вращение изделий в базовой призме нозволяет выявить овальность детали, для чего служит одна из ячеек.
Сортировочное устройство представляет собой вращающийся диск 18, нод которым расположены исполнительные электромагниты 19 и приемные кассеты 20. Диск 18 несет поворотную каретку 21 с сортируемой деталью, срабатываемой в кассету, когда электромагнит 19 воздействует на каретку через рычаг 22. Количество электромагнитов равно числу групп сортировки.
Привод 4 состоит из электродвигателя 23, червячного редуктора 24, вала 6, щариковых передающих механизмов 25, сообщающих механизмам автомата перемещения, заданные профилями кулаков. С валом 6 кинематически связан командоаппарат 5, коммутирующий электрические цепи управления.
Автомат работает следующим образом.
Детали из устройства / пощтучио подаются в станцию 2, в которой они устанавливаются на вращающуюся роликовую призму и контролируются в трех сечениях бесконтактным пневматическим методом. Блок преобразования определяет номер сортировочной группы или вид брака и подает команду на один из нсполнительных магнитов сортировочного устройства. Шток 16 снимает проверенные детали с баз, а каретка 17 перекладывает их на диск 18 сортировочного устройства. Располагаясь в каретке 21 диска 18, деталь транспортируется до электромагнита, воспринявшего сигнал блока преобразования.
Наезжая на рычаг 22, каретка поворачивается и сбрасывает деталь в приемную кассету, соответствующую размерам этого изделия.
Предмет изобретения
Автомат для контроля и сортировки по линейным размерам прецизионных цилиндрических деталей малого диаметра, например
игл распылителей форсунок, содержащий загрузочное устройство, измерительную станцию с контролирующими органами, с базовой роликовой призмой и с датчиками, блок преобразования сигналов датчиков в команды адресования деталей, сортировочное устройство и привод с кулачковым распределительным валом, отличающийся тем, что, с целью повыщения точности контроля и исключения повреждения поверхностей сортируемых деталей,
контролирующие органы измерительной станции выполнены в виде жесткой П-образной скобы, образованной корпусом с базовой роликовой призмой и двумя закрепленными на корпусе колодками, в каждой из которых выполпено несколько, например три щелевых сопла, параллельных оси базовой роликовой призмы и связанных с соответствующими датчиками.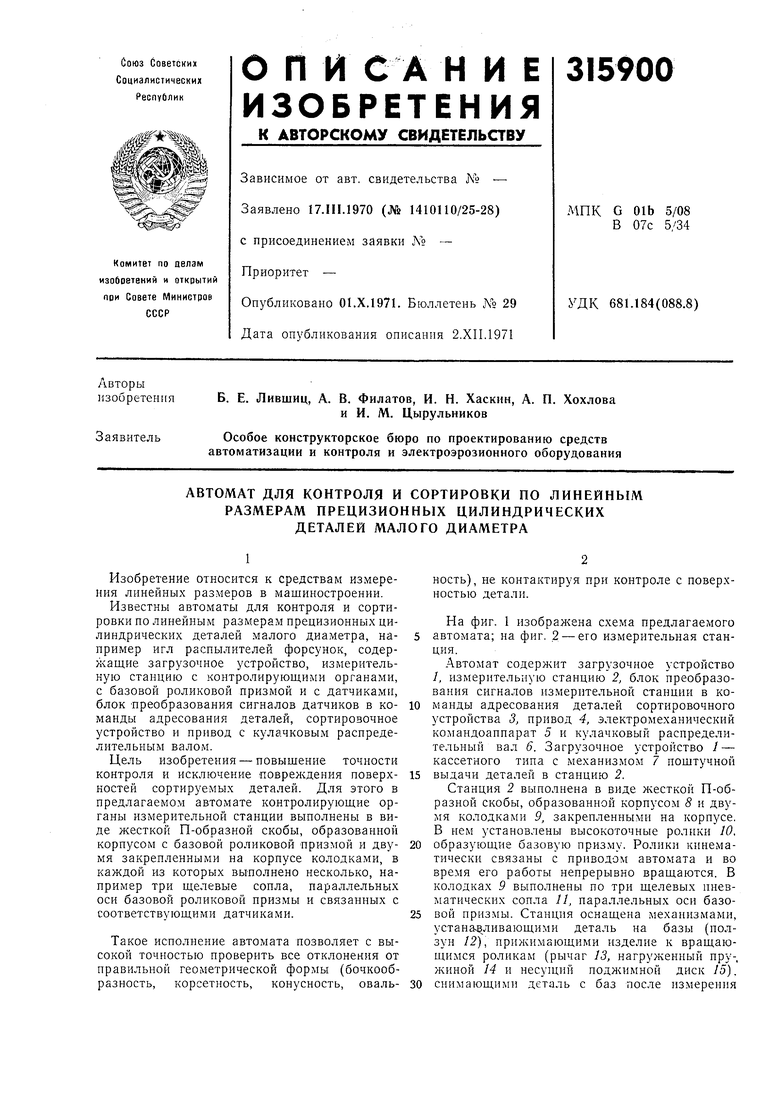
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для КОНТРОЛЯ и СОРТИРОВКИпо | 1972 |
|
SU326433A1 |
| Автомат для контроля поршней двигателей внутреннего сгорания | 1973 |
|
SU526763A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ АВТОМАТ | 1966 |
|
SU179953A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ ВЫСОТЫ ПОРШНЕВЫХ КОЛЕЦ | 1970 |
|
SU281834A1 |
| Контрольно-сортирующий автомат для плоских деталей типа шайб | 1983 |
|
SU1087205A1 |
| Автомат для контроля и сортировки цилиндрических деталей | 1987 |
|
SU1443978A1 |
| ПОЛУАВТОМАТ ДЛЯ СОРТИРОВКИ ЦИЛИНДРИЧЕСКИХДЕТАЛЕЙ | 1972 |
|
SU340466A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ РАДИАЛЬНОЙ ТОЛЩИНЫ ВКЛАДЫШЕЙ ПОДШИПНИКОВ ДВИГАТЕЛЕЙ | 1970 |
|
SU267094A1 |
| АВТОМАТ ДЛЯ СОРТИРОВКИ ДЕТАЛЕЙ | 1968 |
|
SU221319A1 |
| Автомат для контроля деталей цилиндрической формы | 1986 |
|
SU1466815A1 |