Известно, что в головках существующих конструкций к шприц-машинам для изготовления полых изделий из резины или из других пластических материалов, приходится подбирать наружные и внутренние калибры в отдельности для каждого размера изделия и для различных сортов материала, даже для одного и того же сорта, но в зависимости от предварительной его обработки.
Предлагаемая головка к шприц- машинам, с выдвижным унитарным внутренним калибром и набором быстро снимающихся наружных калибров, имеет целью дать возможность выпускать, при ограниченном количестве калибров, изделия различных размеров и с точно отрегулированной толщиной стенок, без предварительного опытного подбора калибров, как это делается в головках существующих конструкций.
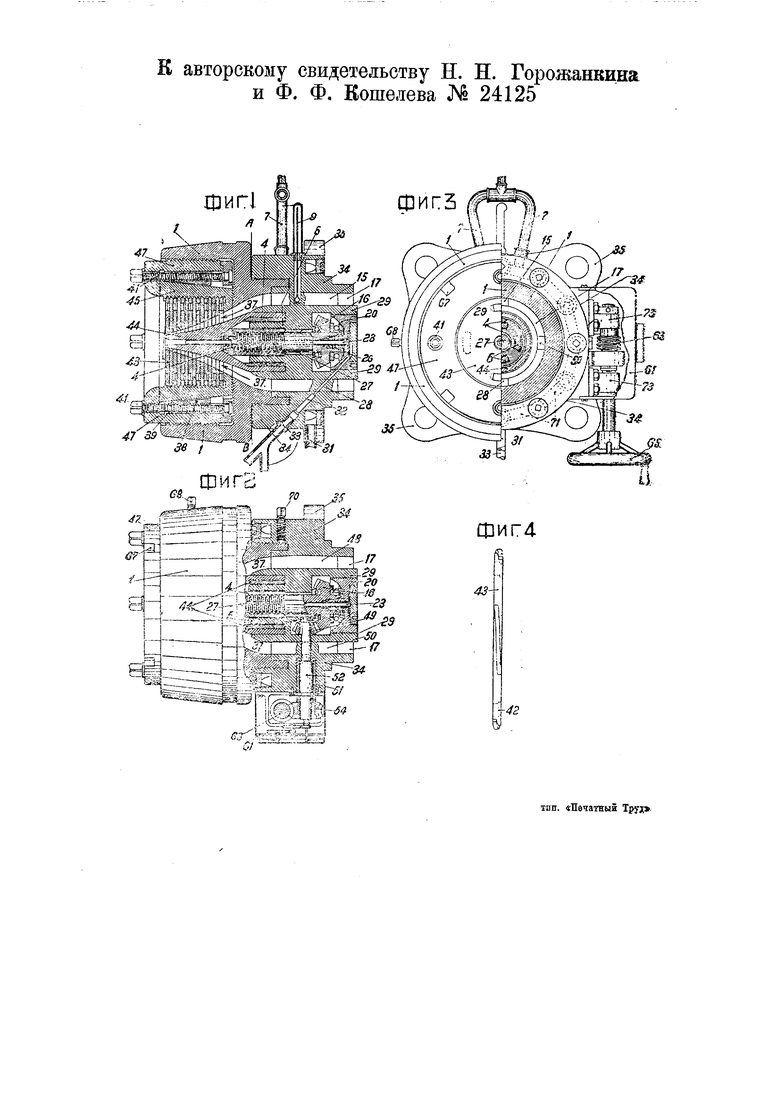
На чертеже фиг. 1 изображает вертикальный разрез головки; фиг. 2-вид сверху головки с частичным горизонтальным разрезом; фиг. 3-вид спереди головки с разрезом одной половины ее по линии АБ и фиг. 4-внешний вид наружного калибра.
Корпус 34 предлагаемой головки соединяется с двойным стаканом 29, при помощи четырех крыльев 15, 28, 48 и 50, и образует внутри себя кольцевой канал 17, в который поступает пластичный
материал. В переднюю часть стакана 29 плотно входит хвостовая часть унитарного калибра 44, перемещающаяся вдоль оси стакана при вращении винта 27, при чем от вращательного движения сам калибр удерживается четырьмя пальцами 5, составляющими одно целое со стаканом 29 и входящими в соответствующие гнезда втулки 4, скрепленной при помощи винтовой нарезки с унитарным калибром 44 и служащей как гайка для винта 27. Этот винт может вращаться в стакане 29, при чем от продольного перемещения удерживается упорными шарико-подшипниками и шайбой 20, ввернутой по резьбе в стакан 29. Шестерня 16, составляющая одно целое с винтом 27, сцепляется с конической шестерней 49 (фиг. 2), сидящей на одном конце вала 52, проходящею через крыло 50, расположенное в горизонтальной плоскости, и может вращаться во втулке 51 корпуса 34 головки; червячное колесо 54, сидящее на другом конце вала 52, сцепляется с червяком 63, вал которого с маховичком 65 на конце, установлен в подшипниках 73 (фиг. 3).
Выдвигание унитарного калибра 44, для изменения толщины стенок изготовляемых изделий на ходу машины, осуществляется вращением маховичка 65 червячного вала 63; величина выдвижения калибра указывается на циферблате.
укрепленном на коробке 61, прикрывающей червячную передачу.
Трубка 23, проходящая внутри канала, высверленного в винте 27 и в унитарном калибре 44, проводит в полость изготовляемых изделий воздух и пудру, подвод которых к головке осуществляется двумя коленами тройника 33 (фиг. 1), -откуда дальнейший путь воздуха и пудры ;идет через канал 32. При этом сальник 26 предотвращает проникновение в полость -изготовляемых изделий смазки, а другой сальник, в вершине втулки 4, препятствует засорению пудрой резьбы винта 27.
Наружные калибры представляют из себя пластинки 43 (фиг. 1, 4), ребра внутренних отверстий которых в совокупности образуют, вместе с плавно изменяющимся профилем унитарного «алибра 44, рабочий кольцевой канал 37, -составляющий продолжение такаго же канала 17 в корпусе головки.
Каждый калибр 43 имеет отверстия 42 „для торцового ключа и снабжен по наружной цилиндрической части нарезкой, помощью которой все калибры ввинчиваются в обойму 45 (фиг. 1), представляющую собою коническое тело с четырьмя прорезами на наружный поверхности. В прорезах помещаются своею скошенною частью клиновидныекамниЗЗ, тыловой стороной упирающиеся в стенку патрона 47. Соответственно числу камлей, патрон снабжен четырьмя гнездами 39, в которых камни будут иметь .11еремещение в продольном направлении ;при вращении винтов 41, неизменно по своей длине установленных в патроне 47; перемещение камней в поперечном направлении позволяет смещать в любом направлении обойму 45 со всеми наружными калибрами центрировать ее с унитарным калибром с желаемой точностью. Патрон 47 помощью ключа, вставляемого в его отверстия 67, ввинчивается в оправку 1, которая сама также на резьбе укреплена в корпусе 34 головки. Стопорные болты 68 и 70 предотвращают отвертывание патрона и оправки. Обогревание или охлаждение головки производится помощью ряда, зигзагообразно расположенных в корпусе 34 каналов 71 (фиг. 3), подвод в которые охлаждающих или обогревающих агентов осуществляется двумя трубами 7, а отвод- трубой 31 (фиг. 1).
Измерение температуры поступающего шприцуемого материала производится термометром 9, для которого имеется в крыле 5 корпуса 34 гнездо. В зависимости от системы шприц-машины, для которой назначена головка, корпус 34 ее снабжается ушками 35 или иными приспособлениями для прикрепления к машине.
Предмет изобретения.
1.Головка к шприц-машинам для изготовления полых изделий из резины или других пластических материалов, отличающаяся применением унитарного калибра 44, установленного в головке подвижно, в целях регулирования толщины изготовляемых изделий на ходу рабочего процесса.
2.Головка по п. 1, отличающаяся применением, в целях подбора размеров изготовляемых изделий, набора пластин 43 с нарезкой по наружной цилиндрической части их для ввинчивания в обойму 45. к авторскому свидетельству Н. и Ф. Ф. Кошелева № Н. Горожанкина 24125