Полуавтомат предназначен для применения в области механической обработки специзделий из взрывчатых веществ.
Известны станки и полуавтоматы для обработки специзделий, состоящие из станины трансмиссии, шпинделя и суппорта. Существенным их недостатком является то, что на них производят обработку изделия пооперационно, т.е. можно выполнять только одну операцию.
Предложенный полуавтомат лишен указанного недостатка и отличается тем, что имеются два суппорта, работающих одновременно: суппорт обработки внутренней сферы и суппорт обработки торца, что позволяет одновременно производить обработку двух поверхностей.
Суппорт обработки внутренней сферы имеет Г-образный шпоночный паз, посредством которого он подвижно соединен со станиной, что позволяет вручную устанавливать суппорт - в рабочем положении и выводить его из рабочего положения - поступательным и вращательным движениями.
Передача от центрального вала суппорта обработки внутренней сферы к державке резцедержателя обеспечена двумя цилиндрическими шестернями и паразитной шестерней, что позволяет при вводе суппорта обработки внутренней сферы и при выводе его из рабочего положения, державке резцедержателя совершать параллельное перемещение.
Пазы для установки резцов в резцедержателе выполнены наклонными и угол наклона равен переднему углу резания, что позволяет изготовлять резцы с передней гранью, параллельной задней опорной грани, и, кроме того, в процессе износа резца, после последующей его заточки, не требуется регулировка путем подкладывания регулирующих прокладок под заднюю грань.
Чаша для крепления изделия выполнена составной: из оправки, закрепленной на шпинделе, и собственно чаши, что позволяет регулировать ее положение относительно оправки в вертикальном и горизонтальном направлениях регулировочными винтами и, кроме того, имеется возможность снимать изделие с чашей, не нарушая соединение оправки со шпинделем.
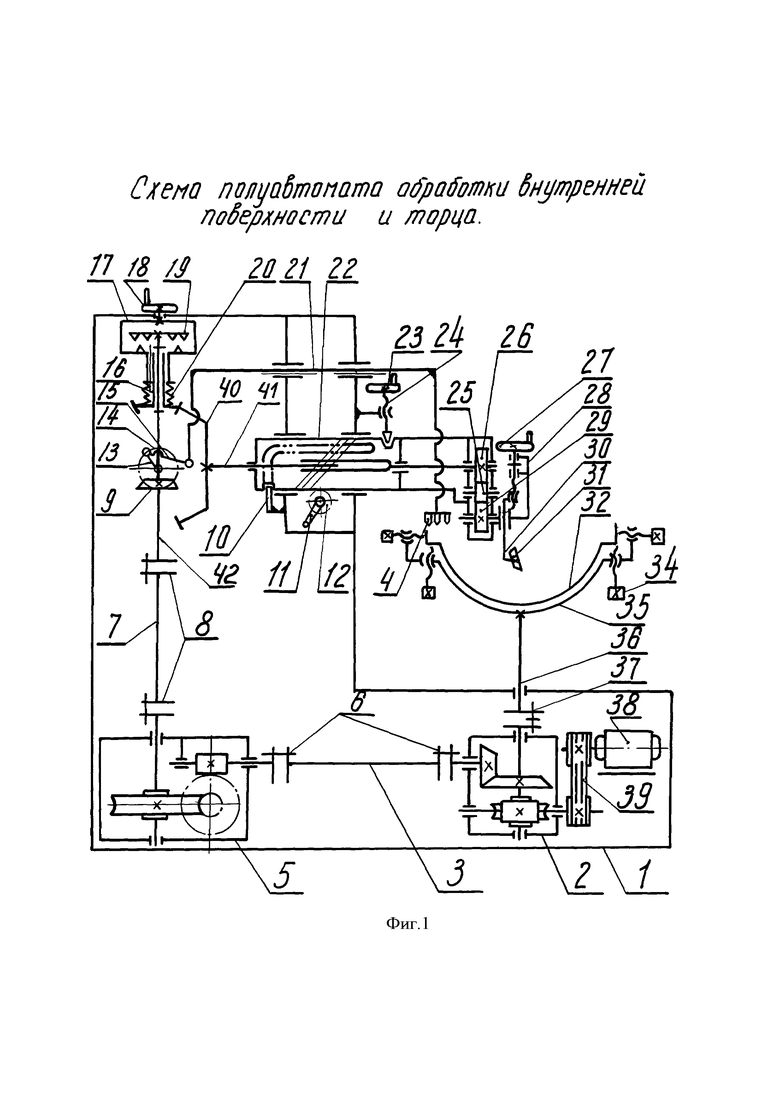
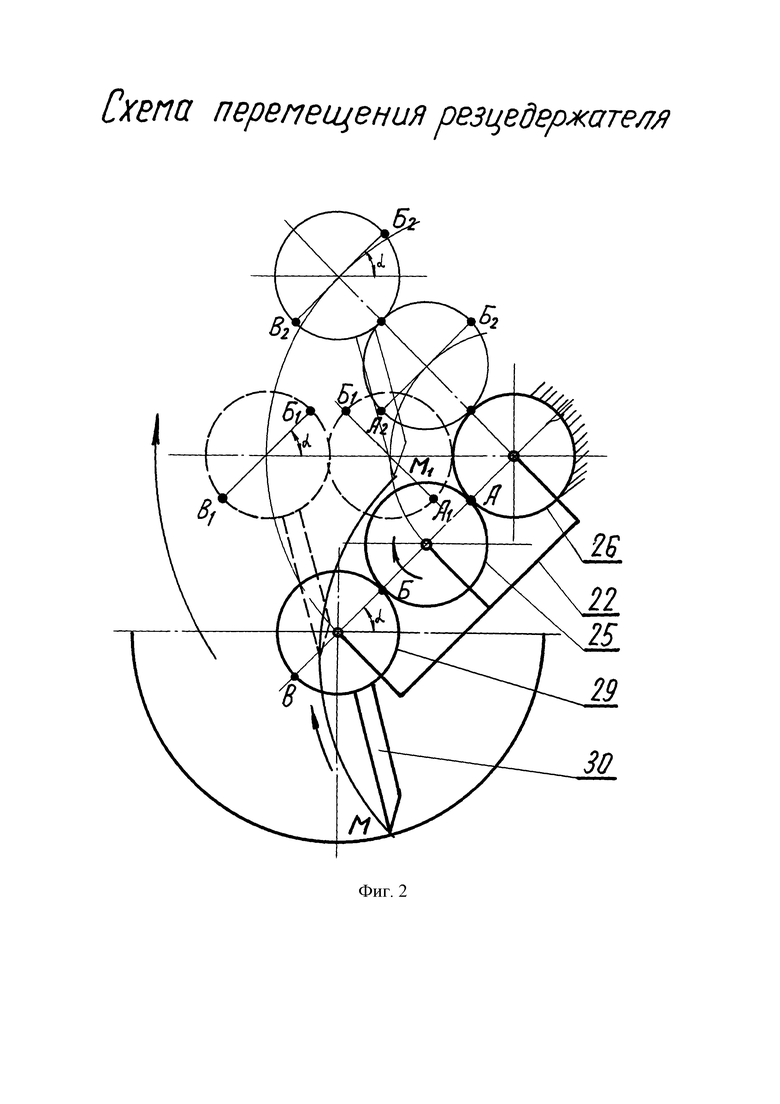
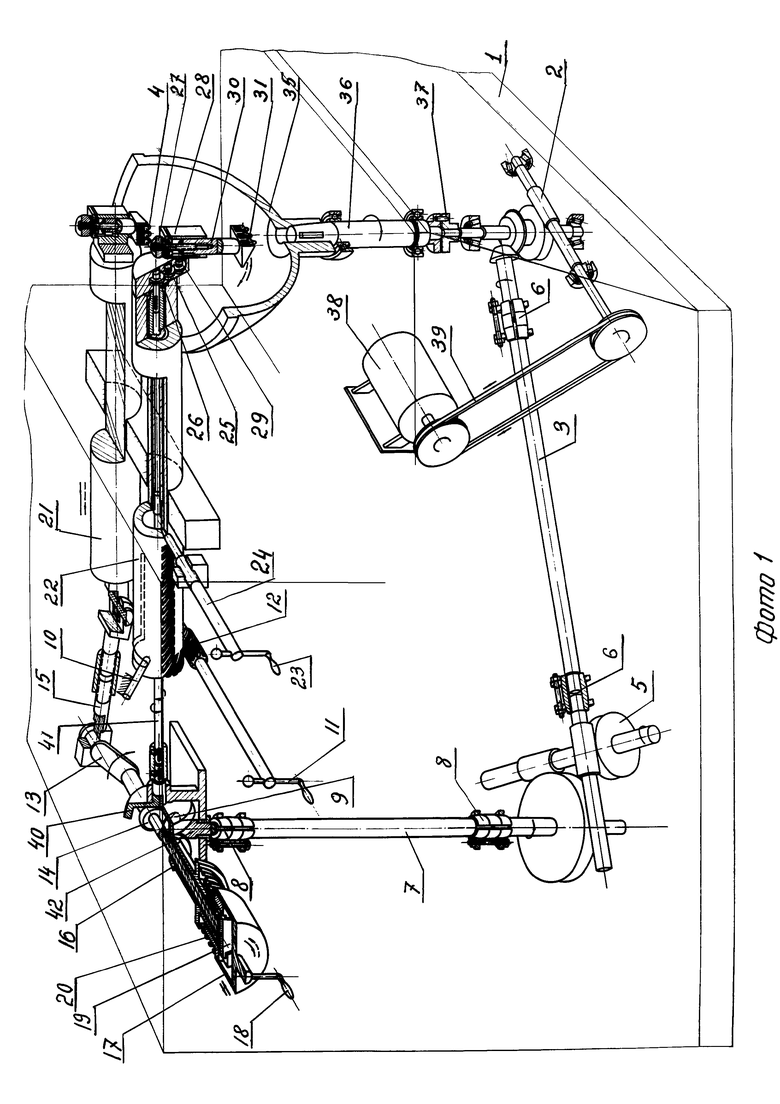
Предлагаемый полуавтомат схематично изображен на чертежах (фиг. 1 и 2, фото 1). На фиг. 1 приведена схема полуавтомата обработки внутренней поверхности и торца, на фиг. 2 - схема перемещения резцедержателя, на фото 1 – кинематическая схема станка обработки внутренней поверхности.
Он состоит из станины (1), на которой крепятся все узлы. Имеется червячно-конический редуктор (2), связанный через клиноременную передачу (39) с электродвигателем (38), через промежуточный вал (3) и муфты (6) с двухчервячным редуктором (5). Имеется чаша (32) для установки обрабатываемого изделия, которая расположена на оправке (35) с регулировочными винтами (34). Оправка (35) крепится на валу (36), который связан через предохранительную муфту (37) с редуктором (2).
Имеется суппорт обработки торца (21) с резцами (4), который может получить возвратно-поступательное движение.
Суппорт обработки торца (21) получает возвратно-поступательное движение при помощи шатуна (15) и кривошипа (13), который закреплен на конической шестерне (14). Коническая шестерня (14) получает вращение от двухчервячного редуктора (5) через шестерню (9), промежуточный вал (7) и муфты (8).
Для обработки внутренней сферической поверхности изделия имеется суппорт обработки внутренней сферы (22), который связан подвижно со станиной (1) через шпонку (10), закрепленную на станине (1).
Для фиксации суппорта обработки внутренней сферы (22) в рабочем положении имеется фиксирующий винт (24) с маховичком (23).
Для ввода суппорта обработки внутренней сферы (22) в рабочее положение и вывода из рабочего положения имеется шестерня (12) с винтовыми зубьями. Винтовые зубья имеются также и на наружной поверхности суппорта обработки внутренней сферы (22). С шестерней (12) связана рукоятка (11).
Резцы (31) крепятся к резцедержателю (30), который может поступательно перемещаться относительно державки (28) при вращении маховичка (27).
На оси державки (28) закреплена цилиндрическая шестерня (29), которая находится в зацеплении, через паразитную шестерню (25) с шестерней (26), закрепленной на телескопическом валу (41). На другом конце телескопического вала (41) закреплена коническая шестерня (40), которая находится в зацеплении с хвостовиком (16).
Хвостовик (16) свободно вращается на валу (42), но в осевом направлении зафиксирован. В зацеплении с хвостовиком (16) находится зубчатая полумуфта (17), которая может перемещаться в осевом направлении.
В рабочем положении полумуфта (17) прижимается пружиной (20) к полумуфте (19). Полумуфта (19) закреплена к торцу вала (42). Таким образом хвостовик (16) сцепляется с валом (42) в случае, когда полумуфта (17) прижата пружиной (20) к полумуфте (19). К полумуфте (17) закреплен маховичок (18), которым можно разъединить полумуфты (17) и (19) при нажатии на маховичок (18) в направлении оси вала (42) и таким образом отключить хвостовик (16) от вала (42). Кроме того, при разъединенном положении полумуфт (17) и (19) путем вращения маховичка (18), и следовательно и полумуфты (17), можно вращать хвостовик (16) относительно вала (42), т.е. имеется возможность ставить державку (28) в любое положение при отключении основной трансмиссии, так как хвостовик (16) постоянно связан с державкой (28) через коническую шестерню (40), телескопический вал (41) и цилиндрические шестерни (26), (25) и (29).
Обработка изделия осуществляется следующим образом.
Обрабатываемое изделие ставится в чашу (32) и прижимается при помощи вакуума, подводимого под изделие через полый вал (36). Положение изделия регулируется винтами (34). При помощи рукоятки (11) приводится во вращение шестерня (12), которая передает движение суппорту обработки внутренней сферы (22). Причем суппорт обработки внутренней сферы (22) движется сначала в осевом направлении, а затем вращается вокруг своей оси, согласно Г-образному пазу относительно шпонки (10), закрепленной на станине (1). После этого суппорт обработки внутренней сферы (22) фиксируется фиксирующим винтом (24), причем гнездо для фиксирующего винта (24) в теле суппорта обработки внутренней сферы (22) расположено в определенном месте с тем расчетом, чтобы в зафиксируемом положении суппорта обработки внутренней сферы (22) ось вращения державки (28) совпала с центром внутренней сферической поверхности чаши (32). Кроме того, резцы (31) устанавливаются по шаблону и при помощи маховичка (27).
Резцедержатель (30) должен быть в исходном положении для обработки изделия, начиная с "экватора" сферы к "полюсу".
Суппорт обработки торца (21) в исходном положении должен занимать крайнее левое положение. Резцы (4) должны быть установлены по шаблону. Для работы станка необходимо, чтобы полумуфты (17) и (19) были включены.
При включении электродвигателя (38) передается вращение через клиноременную передачу (39) к червячно-коническому редуктору (2). Через червячную пару редуктора (2) вращение передается через муфту (37), вал (36) и оправку (35) на чашу (32) с изделием.
Через червячную и коническую пары редуктора (2) вращение передается с помощью промежуточного вала (3) и муфты (6) на двухчервячный редуктор (5).
От двухчервячного редуктора (5) через промежуточный вал (7), муфты (8) и вал (42) вращение передается на коническую шестерню (9) и полумуфту (19).
От конической шестерни (9) вращение передается на коническую шестерню (14) с кривошипом (13). Кривошип (13) через шатун (15) сообщает суппорту обработки торца (21) с резцами (4) прямолинейное движение.
От полумуфты (19) вращение передается через полумуфту (17), хвостовик (16), шестерню (40), телескопический вал (41), шестерни (26), (25) и (29) к державке (28) с резцедержателем (30). И таким образом начинается обработка внутренней сферы изделия резцами (31) и обработка торца изделия резцами (4).
Обработка изделия должна быть кончена, когда последний из резцов (31) перейдет центр вращения изделия, причем одновременно с этим суппорт обработки торца (21) должен возвратиться в крайнее заднее положение.
После этого путем нажатия и вращения маховичка (18) разобщаются полумуфты (17) и (19) и передается вращение только на хвостовик (16).
С хвостовика (16) вращение передается через шестерню (40), телескопический вал (41), шестерни (26), (25) и (29) на державку (28) с резцедержателем (30) и таким образом резцедержатель (30) возвращается в исходное положение, причем предварительно в случае необходимости резцедержатель (30) с резцами (31) отводится от изделия маховичком (27). После чего маховичок (18) освобождается и полумуфты (17) и (19) включаются пружиной (20). Затем маховичком (23) и винтом (24) освобождается суппорт обработки внутренней сферы (22) и отводится в исходное положение.
Во время движения суппорта обработки внутренней сферы (22) державка (28) с резцедержателем (30) перемещается параллельно самой себе, так как вся трансмиссия в это время остановлена и шестерня (29) обкатывается через паразитную шестерню (25) по неподвижной в данное время шестерне (26).
После этого можно отключать вакуум и снимать чашу (32) с изделием.
На момент подачи заявки полуавтомат изготовлен и в результате опробования показал свою работоспособность и отвечает предъявленным требованиям.
| название | год | авторы | номер документа |
|---|---|---|---|
| Суппорт резьботокарного полуавтомата | 1974 |
|
SU584976A1 |
| Токарный многорезцовый полуавтомат | 1982 |
|
SU1119780A1 |
| Станок для обработки сферических поверхностей колец подшипников качения | 1983 |
|
SU1110547A1 |
| Устройство для отделочно-упрочняющей обработки сферических поверхностей деталей | 1985 |
|
SU1342708A1 |
| Устройство для обработки деталей имеющих сферические поверхности | 1983 |
|
SU1175609A1 |
| Устройство для расточки и подрезки торца | 1983 |
|
SU1129034A1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| РЕЗЬБОТОКАРНЫЙ ПОЛУАВТОМАТ С НЕРЕВЕРСИВНЫМ ШПИНДЕЛЕМ | 1969 |
|
SU241904A1 |
| Устройство для обработки внутренних фасонных поверхностей на токарных автоматах | 1989 |
|
SU1717287A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ | 1991 |
|
RU2016704C1 |
Полуавтомат предназначен для применения в области механической обработки изделий из взрывчатых веществ. Полуавтомат состоит из станины, трансмиссии и шпинделя с чашей, суппорта обработки внутренней сферической поверхности и суппорта обработки торца, резцедержателя. При этом кинематическая связь к резцедержателю выполнена таким образом, что при вращении суппорта резцы проходят не по внутренней сфере изделия, а по траектории, при движении по которой резцы отходят от обработанной сферы изделия. При этом находящаяся в зацеплении с шестерней привода винтовая нарезка суппорта обработки внутренней сферы выполнена с двумя переходящими друг в друга цилиндрическими и реечным участками, в корпусе суппорта выполнен коленообразный паз, взаимодействующий с жестко укрепленной на станине направляющей шпонкой, а суппорт обработки торца связан с приводом через шатунно-кривошипную передачу, а вал суппорта обработки внутренней сферы связан с резцедержателем через две равные и расположенную между ними паразитную шестерни. Устройство позволяет одновременно производить обработку двух поверхностей, уменьшить количество выполняемых операций и повысить производительность. 1 з.п. ф-лы, 3 ил.
1. Полуавтоматический станок для механической обработки полусферических изделий из взрывчатых веществ, содержащий станину, трансмиссию, шпиндель с составной чашей для установки изделия, два суппорта с резцедержателями - для обработки торца и внутренней полусферы с червячно-шестеренчатым приводом, отличающийся тем, что, с целью уменьшения времени перевода суппортов из рабочего в нерабочее положение, в нем находящаяся в зацеплении с шестерней привода винтовая нарезка суппорта обработки внутренней сферы выполнена с двумя переходящими друг в друга цилиндрическим и реечным участками, в корпусе суппорта выполнен коленообразный паз, взаимодействующий с жестко укрепленной на станине направляющей шпонкой, а суппорт обработки торца связан с приводом через шатунно-кривошипную передачу.
2. Полуавтоматический станок по п. 1, отличающийся тем, что, с целью упрощения условий наладки, в нем вал суппорта обработки внутренней сферы связан с резцедержателем через две равные и расположенную между ними паразитную шестерни.

