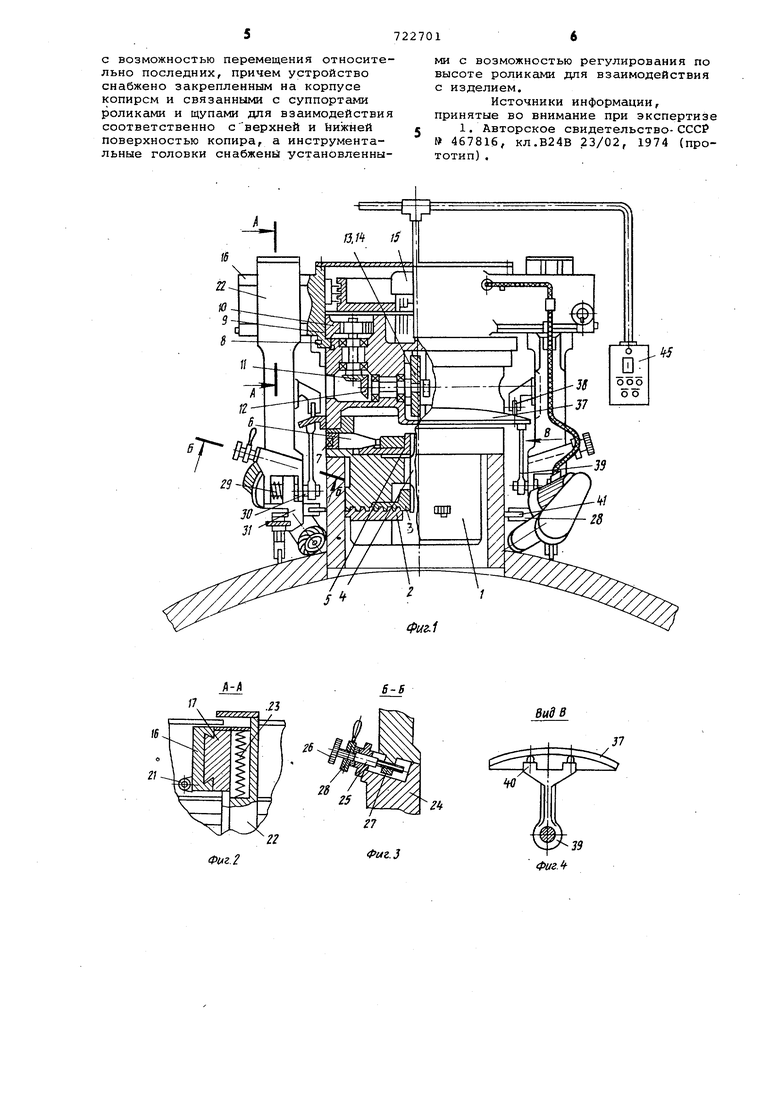
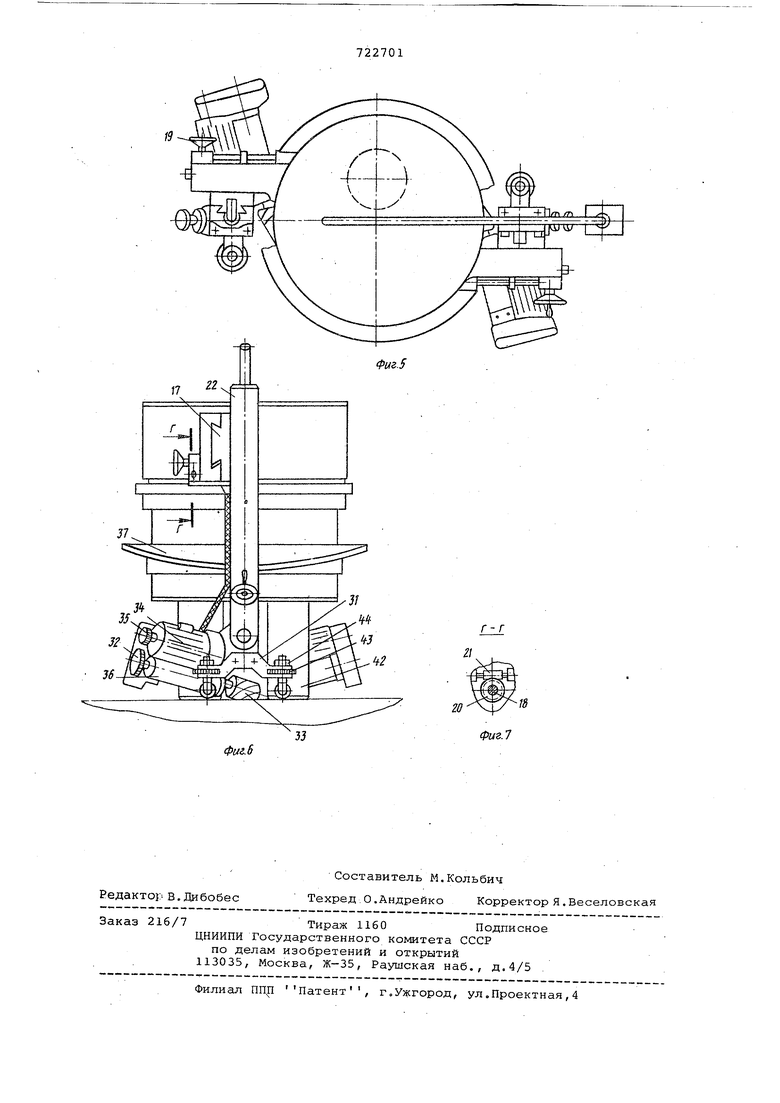
Изобретение может быть использовано для обработки швов в местах со пряжения свариваемых цилиндрических деталей, например патрубков и сосудов высокого . Известны устройства для зачистки сварных швов с установленнымив kopnyce устройства инструментальными головками 1. Эти устройства не Ьбеспечивают снятия равномерного припуска металл по его периметру под галтели Необхо .димого адиуса, что приводит к врезанию инструмента в основной металл С целью повышения качества обработки сварных швов под галтели предлагаемое устройство снабжено механизмом круговой подачи инструментальных головок, выполненным в виде установленной в верхней части корпу обоймы, несущей приводную солнечную шестерню и консоли с суппортами механизмов радиального перемещения и врезания инструментальных головок выполненных подпружиненными относительно вышеупомянутых суппортов, связанных с ними шарнирго посредством валов и установленных с возможностью перемещения.относительно последних. Устройство снабжено закрепленным на корпусе копиром и связанными с суппортами роликами и щупами для взаимодействия соответственно с верхней и нижней поверхностью копира, а инструментальные головки снабжены установленными с возможностью регулирования по высоте роликами для взаимодействия с изделием. На фиг.1 изображено описываемое устройство, общий вид на фиг.2 и 3 - разрез А-А и В-Б на фиг.1; на фиг„4 - вид по стрелке В на фиг.1; на фиг. 5 и 6 - устройство, вид . сверху и сбоку соответственно; на фиг.7 - разрез Г-Г на фиг.6. В нижней части корпуса 1 устройства расположен механизм зажима, состоящий из кулачков 2 радиально расположенных в пазах корпуса 1 и соединенных для прижима.к патрубку со спиральным диском 3, который сидит на шлицах, выполненных в нижней части вертикально расположенного вала 4. Вал 4 приводится во вращение планетарной шестерней 5, посаженной на шлицы в его верхней части и тремя коническими шестернями б , расположенными радиально в средней части корпуса 1 и имеющими
гнёзда 7 для приведения их во вращение.
В верхней части корпуса 1 расположен механизм круговых подач, содержащий установленную на подшипниках 8 обойму 9,. несущую солнечную шестерню 10, привод к которой осущёствляется через коническую пару 1Л, 12, червячную пару 13, 14 и электродвигатель 15 фланцевого исполнения.
Обойма 9 снабжена консолями 16, на которых в продольных пазах типа ласточкиного хвоста расположены суппорты 17 механизмов радиального перемещения инструмента. Механизмы радиальног перемещения (фиг.7) состоят из винтов 18, установленных в консолях 16 и приводимых в движение с помощью маховиков 19 и червячных пар 20,21. Суппорты 17 (фиг.2) имеют поперечные пазы такого же типа, в которых установлены продольные суппорты 22, подпружиненные пружинами 23. На штангах суппортов 22, в пазах типа ласточкиного хвоста под углом коси патрубка, расположены суппорты 24 механизмов врезания.
Механизмы врезания состоят из винтов 25, имеющих на одном конце маховички 2б, а другими концами соединенных с гайками 27, жестко установленными в штанках суппортов 22. Для стопорения и выбора люфтов и зазоров механизм врезания снабжен контргайкой 28. К суппортам 24 механизмов врезания шарнирно с помощью Валов 29 прикреплены и подпружинены пружинами 30 приводные фрезерные головки корпуса 31 которых установлены на ишидевых валах 29 с возможностью скольжения. Головки состоят из валов 32, смонтированных в корпусах 31 на подшипниках, и фрез 33, установленных в валах 32. Валы 32 приводятся в движение от индивидуального привода 34 через шестеренчатую пару 35,36.Для перемещения фрез 33 по профилю периметра шва устройство снабжено копиром 37,прикрепленным к средней части корпуса 1,и роликами 38,установленными на штангах суппортов 22 для перемещения по наружной поверхности копира 37. Дпя перемещения по нижней поверхности копира 37 на шлицы валов 29 жестко посажены кронштейны 39 (,фи|. 4) со щупами 40. Инструментальные головки снабжены роликами 41. Для регулирования роликов 41 по высоте OHii установлены в резьбовых корпусах 42, имеющих гайки 43 и контргайки 44. Для управления приводами устройство снабжено пультом 45.
Обработку сварных швов осуществляют двумя методами слежения.
Слежение по копиру 37 осуществляют в том случае, если радиус бочки сосуда, к которой приварен патрубок, равен или меньше 1000 мм. В остальных
случаях слежение инструмента (фрезы 33 по периметру шва осуществляют с помощью роликов 41, установленных в корпусах 31 приводных.фрезерных головок.
Для работы устройство устанавливют на патрубок и закрепляют на нем механизмом зажима, который приводит в движение вращением конической шестерни 6, передЕ1ющей вращение на планетарную шестерню 5, Всш 4 и спирешный диск 3. Спиральный диск 3, вращясь, перемещает кулачки 2, которые прижимаются к стенкам патрубка. При работе с копиром 37 ролики 41 с помощью гаек 43 выводят из зоны контакта их с поверхностями патрубка и бочки сосуда.
На пульте 45 включают индивидуальные приводы 34 фрез 33. Вращением маховиков 19 механизмов радиальных перемещений отводят суппорты 22 за периферию обрабатываемой поверхности. Отпускают контргайки 28 механизмов врезания и вращением маховичков 26 перемещают фрезы 33 до контакта с обрабатываемой поверхностью, врезаются в металл сварного шва на необходимую глубину и затягивают контргайки 28. На пульте 45 управления включают электродвигатель 15 механизма круговых подач. При снятии припуска перемещают фрезы 33 в горизонтальном и верти- кальном направлениях при помощи маховиков 19 механизмов радиального перемещения и маховичков 26 механизмов врезания.
Механизм круговых подач, механизмы радиального перемещения и врезания, подпружиненные приводные фрезерные головки вдоль оси вала и механизм слежения, состоящий из копира, роликов и кронштейнов с выступами, позволяют качественно обрабатывать швы под галтели необходимого радиуса в местах сопряжения свариваемых цилиндрических деталей.
Формула изобретения
Устройство для обработки швов приварки патрубков с установленными в корпусе устройства инструментальными головками, отличающееся тем, что, с целью повышения качества обработки сварных швов под галтели, устройство снабжено механизмом круговой подачи инструметальных головок, выполненным в виде установленной в верхней части корпуса обоймы с приводной солнечной шестерней и консолями,несущими суппорты механизмов радиального перемещения и врезания инструментальных головок, выполненных подпружиненными относительно вышеупомянутых суппортов, связанных с ними шарнирно посредством валов и установленных
с возможностью перемещения относительно последних, причем устройство снабжено закрепленньам на корпусе копиром и связанными с суппортами роликами и щупами для взаимодействия соответственно с верхней и Нижней поверхностью копира, а инструментальные головки снабжены установленны2 ми с возможностью регулирования по высоте роликами для взаимодействия с изделием.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство- СССР № 467816, КЛ.В24В 23/02, 1974 (прототип) . -

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зачистки сварных швов | 1989 |
|
SU1691040A1 |
| Переносный станок для обработки сварных швов | 1977 |
|
SU636060A1 |
| Автоматический конвейерный станок для производства лыж | 1949 |
|
SU84051A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| Переносный фрезерный станок | 1979 |
|
SU806291A1 |
| Установка для снятия усилений сварных швов | 1986 |
|
SU1414525A1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ СВАРНЫХ ШВОВ | 1994 |
|
RU2115518C1 |
| Устройство для снятия наружного грата | 1987 |
|
SU1579650A1 |
| Станок для обработки концов труб | 1983 |
|
SU1117147A1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
.
Вид В
V4
39
Фиг Л
