Известен способ регулирования процесса при контактной стыковой сварке непрерывным оплавлением, заключаюш;ийся в том, что командный импульс на включение механизма осадки вырабатывается в зависимости от теплового состояния свариваемых торцов, т. е. при их нагреве до заданной температуры.
По предложенному способу в качестве заданной температуры разогрева принимаюг точку Кюри, а командный импульс подают с помощью электромагнитного устройства, измеряющего величину зоны разогрева свариваемых торцов.
--Это позволяет повысить стабильность разогрева свариваемых торцов и качество сварки.
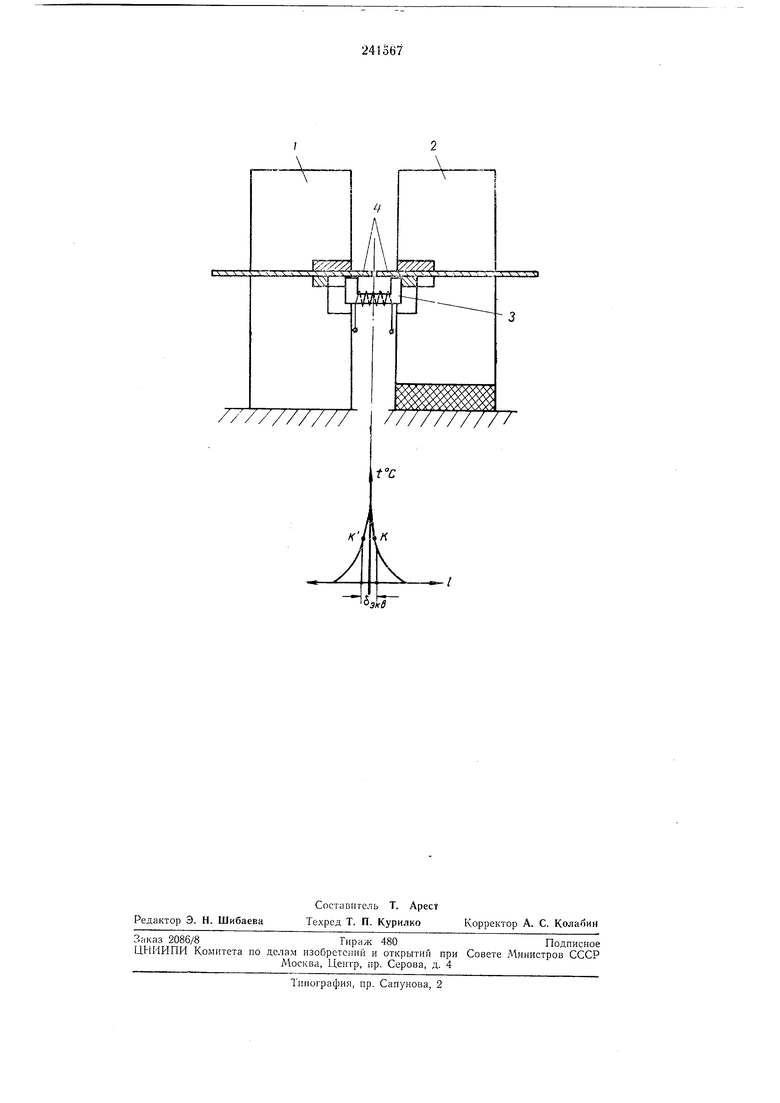
Для измерения увеличивающейся в процессе оплавления зоны разогрева определяют эквивалентный воздушный зазор в специальной магнитной системе, элементами магнитной цепи которой являются свариваемые концы деталей.
На чертеже приведена схема устройства для осуществления способа. (Цифрами 1 и 2 обозначены подвижная и неподвижная станины, 3 - измерительное устройство, 4 - свариваемые полосы).
стояние между 1 очкам и К. и К, температура в которых достигает 760-800°С) увеличивается эквивалентный воздушный зазор йэкв и, следовательно, уменьшается индуктивное сопротивление катушки, включенной в измерительный мост. В результате на выходе моста возникает напряжение, определяемое зоной нагрева. Для избежания влияния помех в процессе оплавления частота питания измерительного моста должна быть меньше частоты тока сварки.
Предмет изобретения
Способ регулирования процесса контактной стыковой сварки непрерывным оплавлением, при котором командный импульс на включение механизма осадки подают в зависимости от нагрева свариваемых деталей до заданной температуры, отличающийся тем, что, с целью повышения качества сварки и увеличения стабильиости разогрева свариваемых торцов, в качестве заданной температуры разогрева принимают точку Кюри, а командный импульс подают с помощью электромагнитного устройства, измеряющего величину зоны разогрева свариваемых торцов.
«-/
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ СТАЛЬНЫХ РЕЛЬСОВ | 2005 |
|
RU2296655C2 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| Способ контактной стыковой сварки оплавлением | 1983 |
|
SU1125111A1 |
| Способ контактной стыковой сварки | 1969 |
|
SU308620A1 |
| Устройство для автоматической стыковой сварки | 1939 |
|
SU59436A1 |
| Способ контактной стыковой сварки оплавлением | 1987 |
|
SU1518098A1 |
| Способ контактной стыковой сварки | 1989 |
|
SU1703329A1 |
| Способ контактной стыковой сварки оплавлением деталей различной толщины | 1981 |
|
SU990455A1 |
| Способ контактной стыковой сварки импульсным оплавлением | 1980 |
|
SU946850A1 |
| Способ стыковой сварки оплавлением полых элементов с изделием | 1988 |
|
SU1637973A1 |