Известен способ сборки ферромагнитных деталей во вращающемся магнитном поле, при котором одну из собираемых детален помещают в корпус с электромагнитами, обхватывающими эту деталь, а вторую деталь закреиляют в сборочной головке, соосной .с Корпусом. Такой способ не позволяет автоматизировать сборочный процесс -соединения деталей по сопр|Ягаемым поверхностям.
Отличительная особенность предлагаемого способа заключается в том, что собираемую деталь помещают .с зазором, несколько большим суммарного отклонения их осей, во вращающееся магнитное поле и размещают ее асимметрично относительно горизонтальной оси электромагнитов так, чтобы ее увеличенная по массе часть была направлена ко второй сопрягаемой детали, закрепленной в сборочной головке.
При Сборке диамагнитных деталей одну из собираемыХ деталей помещают во вращающееся магнитное поле в специальном ферромагнитном стакане.
Предложенный способ нозволяет автоматнзировать процесс сборки, повысить его надежность И производительность.
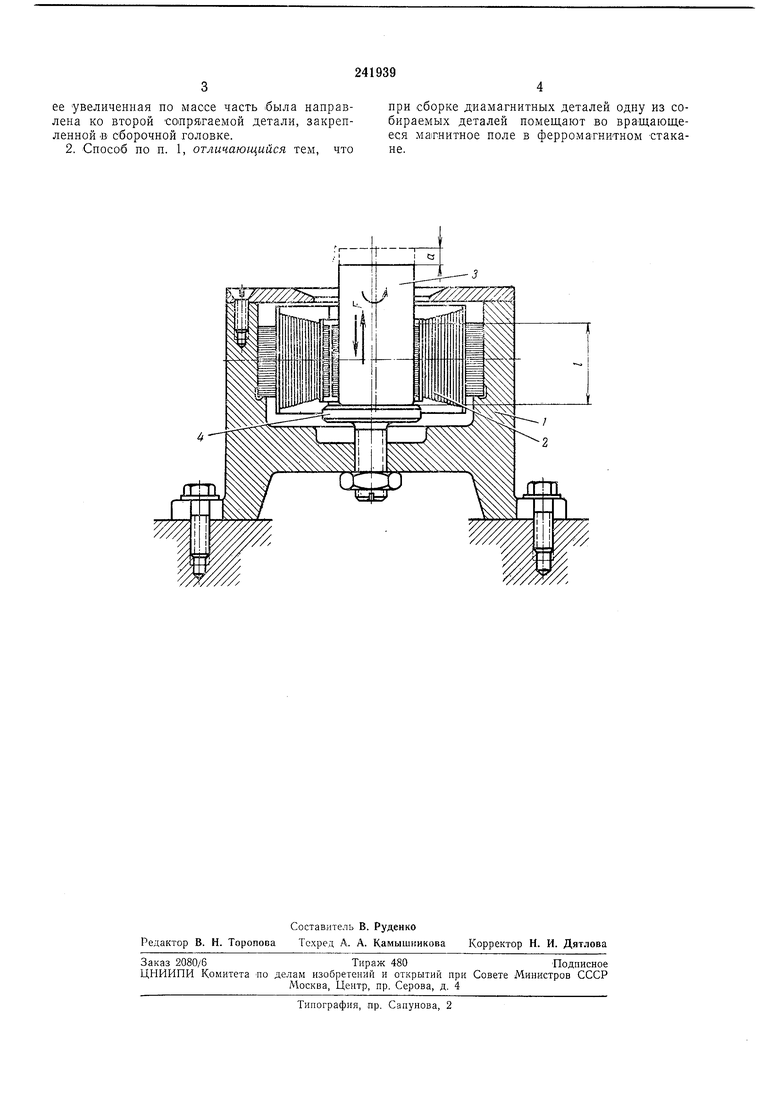
ром. Собираемая деталь - вал-ротор 3 - вставляется в статор с зазором и опирается на регулируемый упор 4, с помощью которого устанавливается высота а вылета детали из статора.
Сила F выталкивания Собираемой детали из зращающегося магнитного поля статора будет пропорциональна интенсивности магнитного поля (В - магнитная индукция), величине тока / и длине / той части детали, которая находится в магнитном поле. Эта сила определяется по формуле: F BIlCp, где CF - коэффИЦиент, учитывающий характер изменения магнитного ноля по длине собираемой детали.
Предмет изобретения
1. Способ сборки ферромагнитных деталей, например, типа вал-втулка в магнитном поле, ири котором одну из собираемых деталей помещают в корпус с электромагнитами, а вторую деталь закреиляют в сборочной головке, соосной с корпусом, отличающийся тем, что, с целью автоматизации процесса сборки, повышения его надежности и производительности, собираемую деталь помещают с зазором, несколько большим суммарного отклонения их осей, во вращающееся магнитное поле и раз.мещают ее асимметрично относительно горизонтальной оси электромагнитов так, чтобы
ее увеличенная по массе часть была направлена ко второй солрагаемой детали, закрепленной в сборочной головке. 2. СпосОб по п. 1, отличающийся тем, что
при сборке диамагнитных деталей одну из собираемых деталей помещают во вращающееся ма1гнитное поле в ферромагнитном стакане.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРОЧНАЯ РУКА | 1969 |
|
SU252843A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ДЕТАЛЕЙ ТИПА ВАЛ—ВТУЛКАВ МАГНИТНОМ ПОЛЕ | 1972 |
|
SU430984A1 |
| ПЛАВАЮЩЕЕ УСТРОЙСТВО ДЛЯ СБОРКИ ДЕТАЛЕЙ ТИПА ВАЛ-ВТУЛКА | 1967 |
|
SU202723A1 |
| ЭЛЕКТРОМЕХАНИЧЕСКИЙ ПРИВОД ТРЕХЦВЕТНОЙ ИНДИКАТОРНОЙ ГОЛОВКИ ЭЛЕМЕНТА РАСТРОВОГО ИЗОБРАЖЕНИЯ | 2010 |
|
RU2446547C2 |
| МАНОМЕТРИЧЕСКИЙ СПОСОБ ИЗМЕРЕНИЯ И ВОСПРОИЗВЕДЕНИЯ МАЛЫХ ДАВЛЕНИЙ ПОРШНЕВОЙ ПАРОЙ, ОБРАЗОВАННОЙ СТРУКТУРНО-СОПРЯЖЕННЫМИ МАГНЕТИКАМИ (ВАРИАНТЫ) | 2011 |
|
RU2489692C1 |
| Автомат для сборки резьбового соединения | 1978 |
|
SU738820A1 |
| РЕЛЬСОВЫЙ ТОРМОЗ С ПОСТОЯННЫМИ МАГНИТАМИ | 2000 |
|
RU2185984C2 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ ДЕТАЛЕЙ | 1995 |
|
RU2094202C1 |
| Устройство для сборки деталей | 1982 |
|
SU1174220A1 |
| ПРЕДОХРАНИТЕЛЬНЫЙ МЕХАНИЗМ МНОГОКРАТНОГО ВЗВЕДЕНИЯ | 2019 |
|
RU2708424C1 |