1
Изобретение относится к станкостроению, а именно к технологической оснастке для сборки винта из ферромагнитного материала с гайкой из диамагнитного материала с применением для ориентирования винта магнитных сил, в частности для сборки узла, входящего в комплект универсальных и конструкторских готовален в качестве запасных частей.
Известен автомат для сборки резьбового соединения , в котором винт выполнен из ферромагнитного, а гайка - из диамагнитного материалов, снабженный сборочной головкой со шпинделем, приводом и магнитным приспособлением для ориентации винтов 1 .
Этот автомат имеет сложную конструкцию и низкую производительность в связи с про- g должительностью процесса ориентирования деталей.
Цель изобретения - упрощение конструкции и повыщение производительности.
Цель достигается тем, что автомат снабжен жестко установленным на шпинделе фрикционным диском и фиксирующим ролико, в штшн,деле выполнено осевое отверстие, -а на диске -
выемки под фиксирующий ролик, причем последний кинематически связан с приводом.
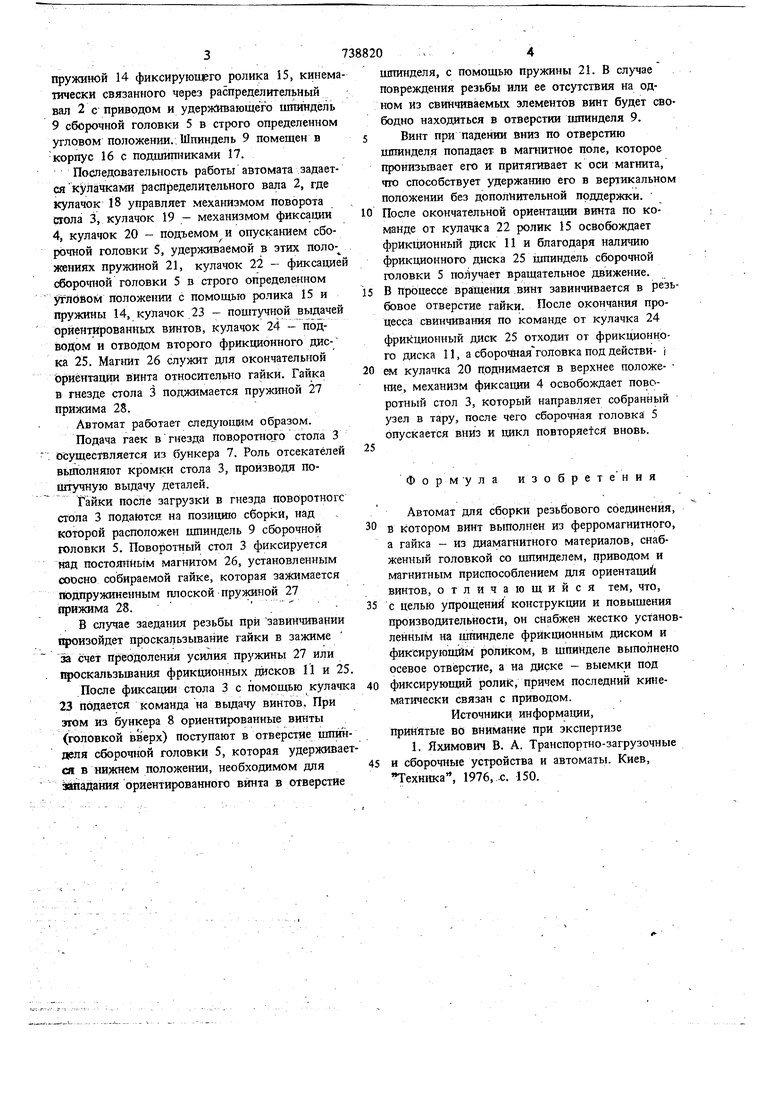
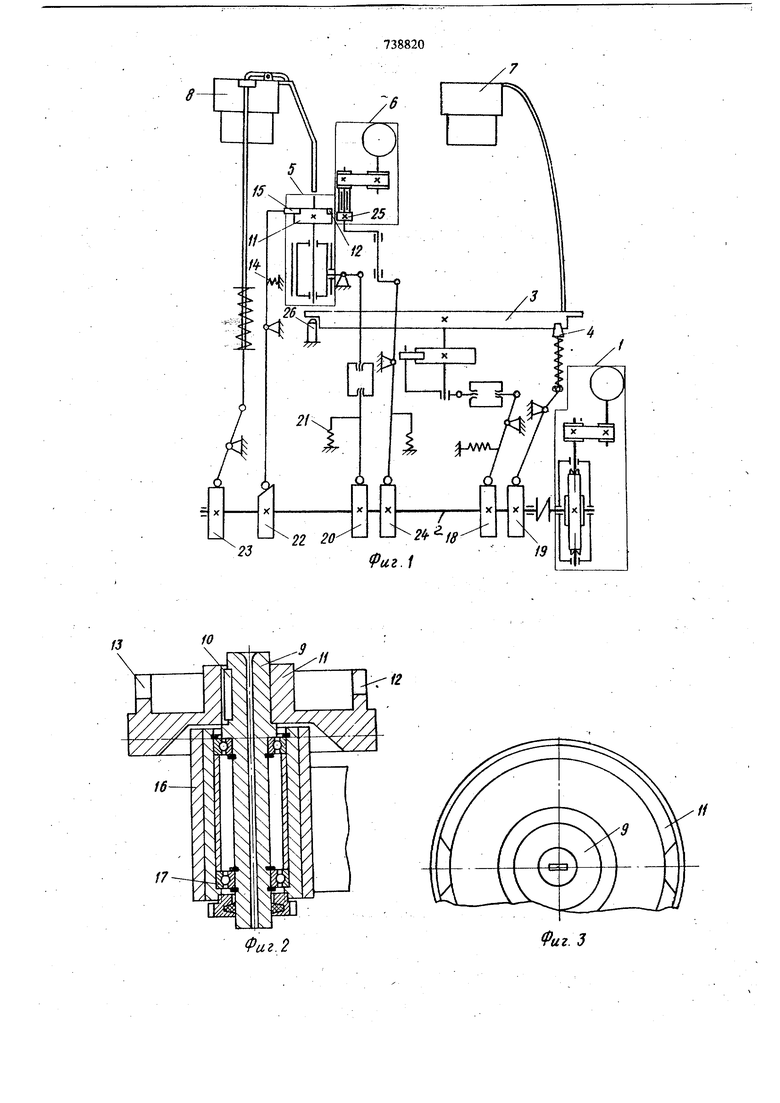
На фиг. 1 представлена кинема1 ическая схема предлагаемого автомата; на фиг. 2 - щпиндель сборочной головки с фрикционным диском (продольный разрез); на фиг. 3 - то же, вид сверху; на фиг. 4 - магнитное приспособление для ориентации винтов; на фиг. 5 - разрез А-А фиг. 4.
Автомат для сборки резьбового соединения
10 (фиг. 1) состоит из привода 1, распределительного вала 2 с кулачкам1И, поворотного стола 3 с механизмом фиксации 4, смонтированных на станине автомата, сборочной головки 5 с приводом 6, кинематически связанных
15 с распределительным валом 2, бункером 7 и В для собираемых деталей, также кинематически связанных с распределительным валом 2 автомата, причем сборочная головка 5 (фиг. 2 и 3) содержит шпиндель 9 с отверстием для загрузки
20 винтов, который жестко соединен посредством шпонки 10 с фрикционным диском И, имеющим диаметрально расположенные выемки 12 и 13 для размещения в них подпружиненного
пружиной 14 фиксируювдго ролика 15, кинематически связанного через распределительный вал 2 с приводом и удерживающего шпиндель 9 сборочной головки 5 в строго определенном угловом положении.. Шпиндель 9 помещен в
корпус 16 с подшипниками 17.
Последовательность работы автомата задаетсякулачками распределительного вала 2, где кулачок 18 управляет механизмом поворота стола 3, кулачок 19 - механизмом фиксации 4, кулачок 20 - подъемом и опусканием сборочной головки 5, удерживаемой в этих положениях пружиной 21, кулачок 22 - фиксацией сборочной головки 5 в строго определенном угловом положении с помощью ролика 15 и пружины 14, кулачок 23 - поштучной выдачей Ориентированных винтов, кулачок 24 - подводом и отводом второго фрикционного диска 25. Мапшт 26 служит для окончательной ориентации винта отностгельно гайки. Гайка
в гнезде стола 3 поджимается пружиной 27 прижима 28.
Автомат работает следующим образом.
Подача гаек в гнезда поворотного стола 3 осуществляется из бункера 7. Роль отсекатёлей вьшолняют кромки стола 3, производя поштучную выдачу деталей.
Гайки после загрузки в гнезда поворотного стола 3 подайтся на позицию сборки, над которой расположен шпиндель 9 сборочной
головки 5. Поворотный стол 3 фиксируется над постоя 1Ным магнитом 26, установленным соосно собираемой гайке, которая зажимается подпружиненным шюской пружиной 27 прижима 28. .
В случае заедания резьбы при завинчивании 1фоизойдет проскальзывание гайки в зажиме за счет преодоления усилия пружины 27 или проскапьзьшания фрикционных дисков 11 и 25
После фиксации стола 3 с помощью кулачк 23 подается команда на вьщачу винтов, При этом из бункера 8 ориентированные винты (головкой вверх) поступают в отверстие цтинделя сборочной головки 5, которая удерживается в нижнем положении, необходимом для йападания ориентированного винта в отверстие
шпинделя, с помощью пружины 21. В случае повреждения резьбы или ее отсутствия на одном Из свинчиваемых элементов винт будет свободно находиться в отверстии шпинделя 9.
Винт при падении вниз по отверстию шпинделя попадает в мапгатное поле, которое пронизьшает его и притягивает к оси магнита, что способствует удержанию его в вертикальном положении без дополнительной поддержки. После окончательной ориентации винта по команде от кулачка 22 ролик 15 освобождает фрикционный риск 11 и благодаря наличию фрикционного диска 25 шпиндель сборочной головки 5 получает вращательное движение. В процессе вращения винт завинчивается в резьбовое отверстие гайки. После окончания процесса свинчивания по команде от кулачка 24 фрикционный диск 25 отходит от фрикционного диска 11, а сборочиаяголовка под действи- j ем кулачка 20 Поднимается в верхнее положе- ние, механизм фиксации 4 освобох дает поворотный стол 3, который направляет собранный узел в тару, после чего сборочная головка 5 опускается вниз и цикл повторяется вновь.
Формула изобретения
Автомат для сборки резьбового соединения, в котором винт выполнен из ферромагнитного, а гайка - из диамапштного материалов, снабженный головкой со шпинделем, приводом и магнитным приспособлением для ориентации винтов, отличающийся тем, что, с целью упрощений конструкции и повышения производительности, он снабжен жестко установленным на шпинделе фрикционным диском и фиксируюгйм роликом, в шпинделе выполнено осевое отверстие, а на диске - выемки под фиксирующий ролик, причем последний кинематически связан с приводом.
Источники информации, принятые во внимание при экспертизе
1. Яхимович В. А. Транспортно-загрузочные и сборочные устройства и автоматы. Киев, TexHitKa, 1976, .с. 150.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки резьбового соединения | 1978 |
|
SU768592A1 |
| Автомат для сборки резьбового соединения | 1981 |
|
SU984792A2 |
| АВТОМАТ ДЛЯ СБОРКИ ВЕНТИЛЕЙ ТРУБОПРОВОДОВ | 1972 |
|
SU338346A1 |
| Автомат для изготовления электрических катушек | 1977 |
|
SU728175A1 |
| Станок для сборки узлов | 1979 |
|
SU941158A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Многопозиционный автомат для сборки узла | 1981 |
|
SU921763A1 |
| Автоматический отрезной станок для разрезки металлических, в частности, ферроникелевых, трубок | 1951 |
|
SU96009A1 |
| Автомат для изготовления электрическихКАТушЕК | 1979 |
|
SU807396A1 |
| Устройство для ориентации, наживления и навинчивания гаек | 1977 |
|
SU743857A1 |
Фиг. 2 (Риг 3
. i
t . - : - ----,.738820
