Известен прибор для контроля диаметра отверстия у торща детали, содержащий отсчетное устройство, например индикатор, корпус с зажимными элементами для крепления отсчетното устройства и с опорной базовой плоскостью и измерительную конусную пробку.
Предлагаемый прибор отличается от -известного тем, что измерительная конусная пробка снабжена плоскостью для настройки прибора, расположенной перпендикулярно к оси конуса пробки на заданном расстоянии от вершины в зависимости от диаметра проверяемого отверстия. Это позволяет повысить точность контроля диаметра конусных отверстий.
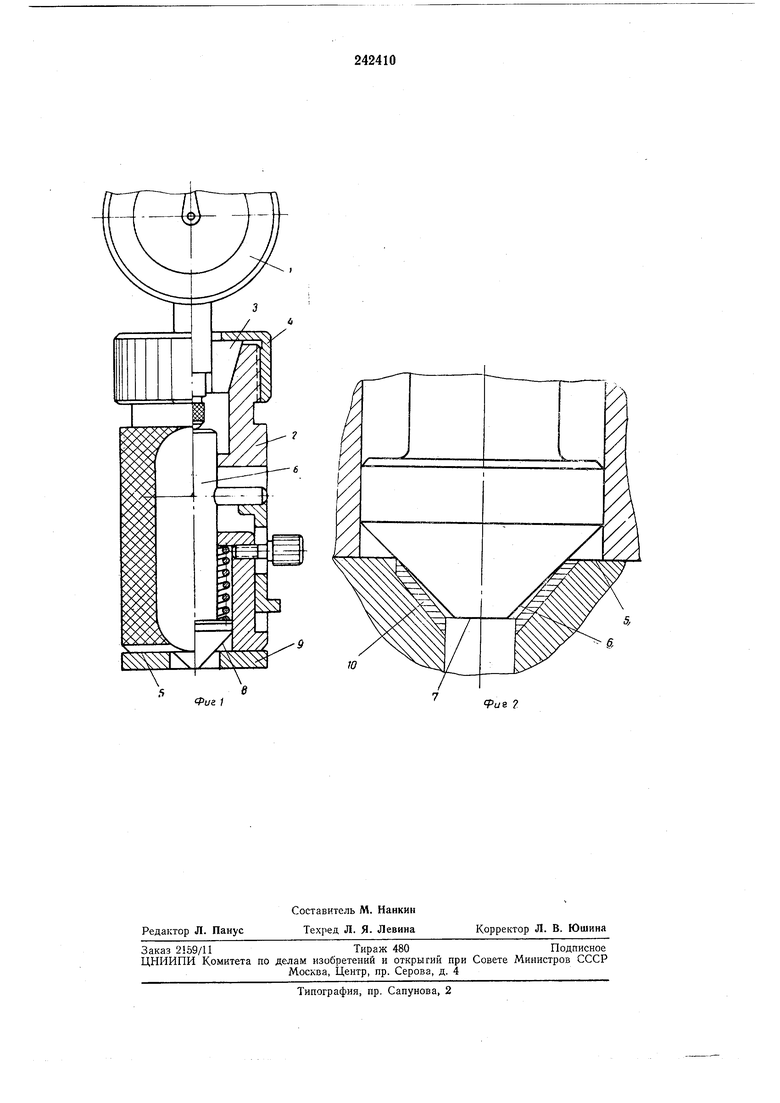
На фиг. 1 изображен описываемый прибор; на фиг. 2 - схема измерения с помощью прибора.
Он содержит отсчетное устройство (индикатор) 1, Корпус 2 с зажимными элементами 3 и 4 для крепления отсчетното устройства и с опорной базовой плоскостью 5 и измерительную .конусную пробку 6. Последняя имеет плоскость 7 для настроили прибора, расположенную перпендикулярно к оси конуса 8 пробки на заданном расстоянии от вершины в зависимости от диаметра проверяемого отверстия.:
Подготовленный к работе прибор настраивают на проверку наибольшего диаметра конусного отверстия по эталону Я ставят при этом индикатор на нуль. Затем прибор пробкой устанавливают в проверяемое конусное отверстие 10 до упора базовой тордовой плосскости в плоскость проверяемой детали. Величину отклонения от диаметра D проверяемого отверстия считывают с индикатора-.
Предмет изобретения
Прибор для контроля диа метра отверстия у торца детали, содержащий отсчетное устройство, например индикатор, .корпус с зажимныМИ элементами для крепления отсчетного устройства и с опорной базовой плоскостью и измерительную конусную пробку, отличающийся тем, что, с .целью повышения точности контроля диаметра конусных отверстий, измерительная конусная пробка снабжена плоскостью для настройки прибора, расположенной перпендикулярно к оси конуса пробки на заданном расстоянии от вершины в зависимости от диаметра проверяемого отверстия.
Ж .
Фиг 1
Фие 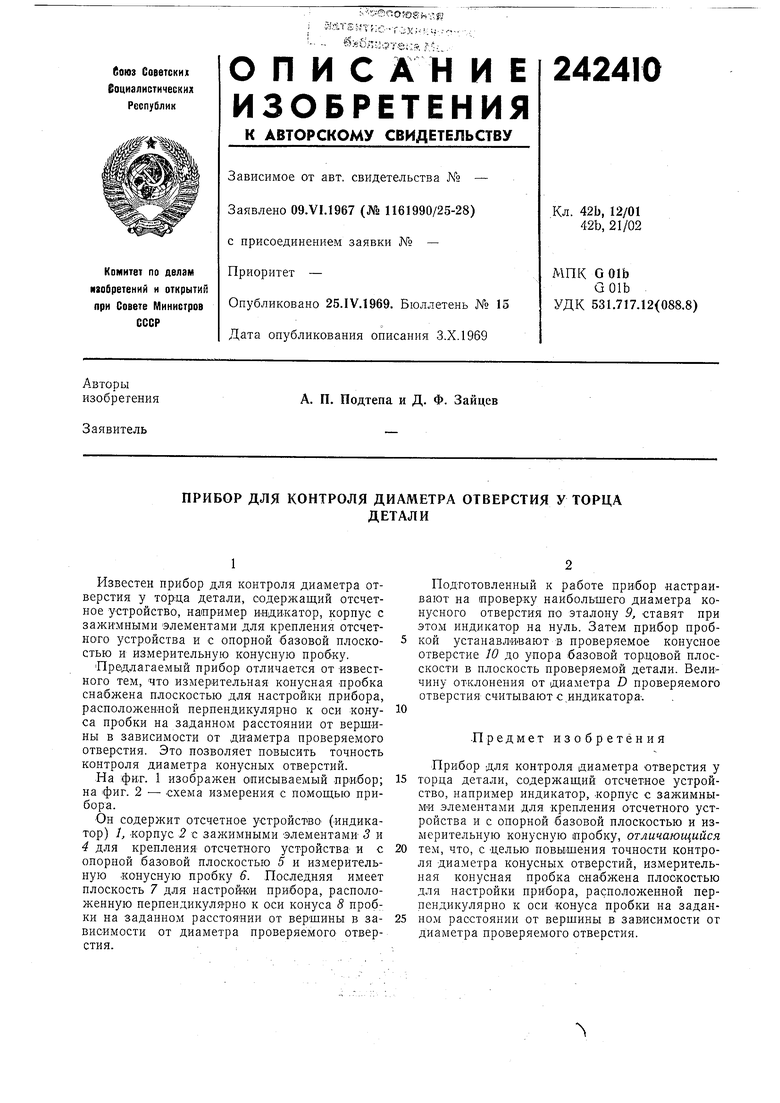
| название | год | авторы | номер документа |
|---|---|---|---|
| Прибор для контроля параметров фаски отверстий деталей | 1980 |
|
SU937980A1 |
| ПНЕВМАТИЧЕСКИЙ ПРИБОР ДЛЯ КОНТРОЛЯ ВНУТРЕННИХ КОНУСОВ | 1992 |
|
RU2057289C1 |
| Прибор для контроля параметров отверстий | 1988 |
|
SU1596205A1 |
| ПРИБОР ДЛЯ ИЗМЕРЕНИЯ ОТКЛОНЕНИЯ ОТ ПРЯМОЛИНЕЙНОСТИ ОБРАЗУЮЩЕЙ ВНУТРЕННЕГО КОНУСА | 1991 |
|
RU2023977C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ МЕЖОСЕВОГО РАССТОЯНИЯ, НЕПАРАЛЛЕЛЬНОСТИ И СКРЕЩИВАНИЯ ОСЕЙ ОТВЕРСТИЙ ШАТУНА ДВИГАТЕЛЯ | 1995 |
|
RU2148786C1 |
| Устройство для измерения параметров конических отверстий | 1990 |
|
SU1796860A1 |
| Прибор для контроля параметров фасок | 1984 |
|
SU1208464A1 |
| СПОСОБ КОНТРОЛЯ КОНИЧЕСКИХ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2720326C1 |
| НУТРОМЕР | 2008 |
|
RU2397438C2 |
| Прибор для контроля параметров фасок в отверстиях | 1987 |
|
SU1515032A1 |