Изобретение относится к измерительной технике.
Цель изобретения - расширение диапазона измеренир.
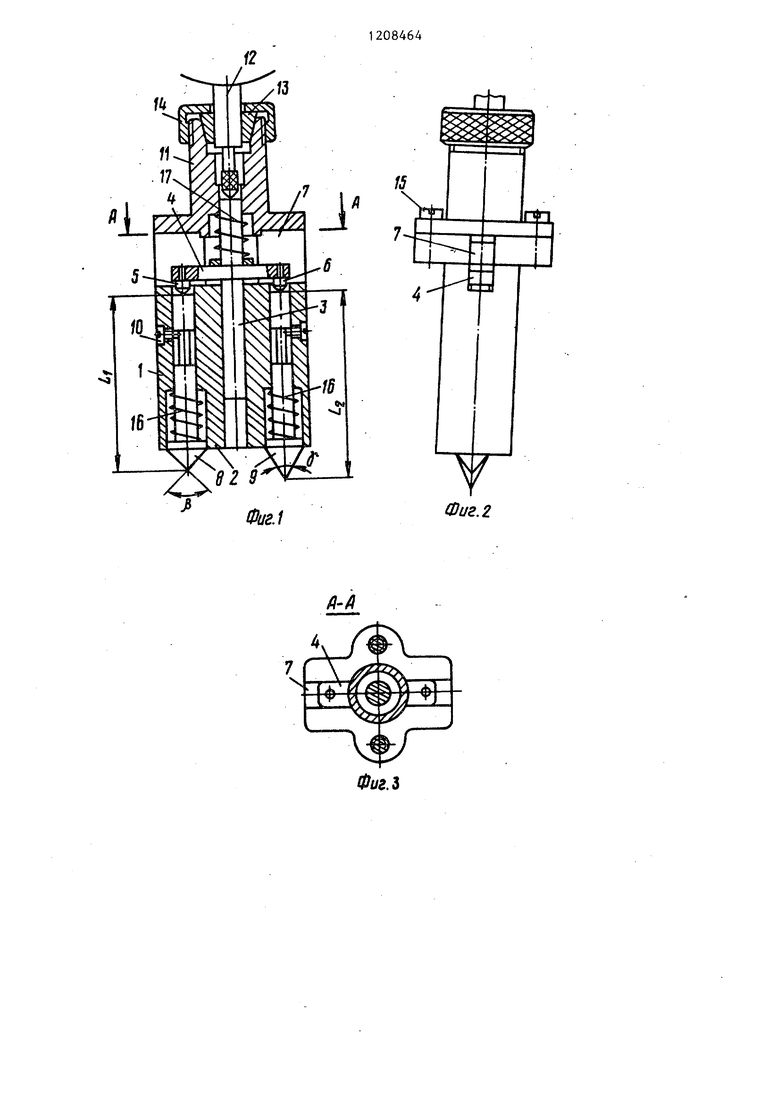
На фиг. 1 изображен прибор для контроля параметров фасок, общий вид; на фиг. 2 - то же, вид слева; на фиг. 3 - сечение А-А на фиг.1; на фиг. 4 - схема настройки прибора на нулевое значение по эталонному кольцу; на фиг. 5 - схема контроля фаски.
Прибор для контроля параметров фасок содержит корпус 1 с базовой плоскостью 2, в сквозном осевом канале которого установлен толкател 3 с жестко закрепленной на нем поперечиной 4 со сферическими пятками 5 и 6, размещенной в пазу 7. В отверстиях корпуса 1 симметрично по обе стороны от толкателя 3 расположены конусные калибры 8 и 9, величина перемещения которых ограничивается винтами 10. Верхний ко- нец толкателя 3 входит в отверстие держателя 11 отсчетного узла 12, которьй закреплен при помощи муфты 13 и гайки 14. К корпусу 1 держател 11 крепится при помощи винтов 15. В корпусе 1 толкатель 3 и конусные калибры 8 и 9 подпружинены пружинам 16 и 17.
На конусных калибрах 8 и 9 углы и jf (фиг. 1 и 4) имеют раз ное значение и связаны между собой соотношениемд
jfijf
2084642
где р и у - углы конусов калибров соответственно больший и меньший.
Калибры 8 и 9 имеют разную длину L, и Lg (фиг.1), причем длина
5 Ьг
калибра 9 больше длины L, калибра 8, а их разность
10
Ц-ь,)-Прибор работает следукщим образом.
Прибор настраивают по эталонному кольцу 18, имеющему номинальный диаметр отверстия d (фиг. 4), Для этого конус одного из калибров вводят в отверстие кольца 18, прижимают базовую плоскость 2 к торцу кольца 18 и настраивают отсчетный узел 12 на ноль. Далее конус калибра ОТВОДЯТ от кольца 18 вводят в
отверстие конус второго калибра и проверяют показание отсчетного узла 12, который должен установиться в то же самое нулевое положение. Затем прибор калибром 8 устанавг
ливают в отверстие контролируемой детали 19, прижимают базовую плос кость 2 к торцу детали 19 и считывают с отсчетного узла 12 величину . а . После этого калибр 8 удаляют
из отверстия, вводят 1 алибр 9 до упора плоскости 2 в торец детали 19 и считывают с отсчетного узла 12 величину а.
Фактическая высота фаски Ь определяется по формуле
в 2
а, - а2
./
/4e-4
J5
Фиг.1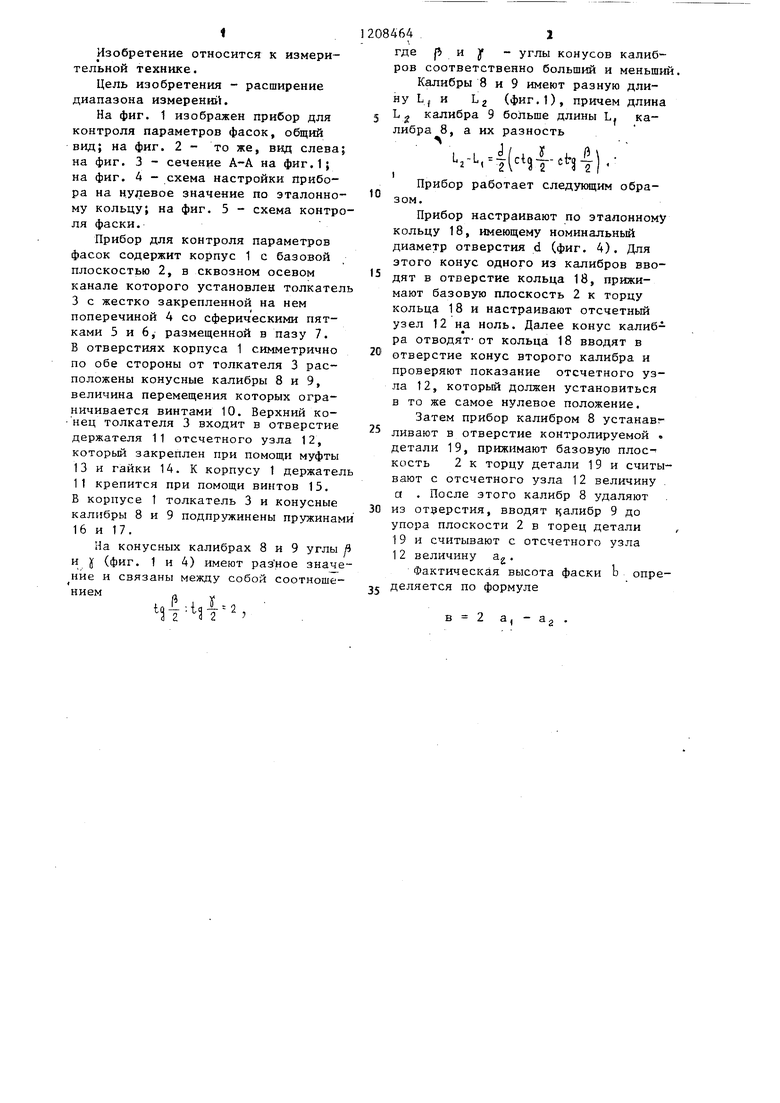
| название | год | авторы | номер документа |
|---|---|---|---|
| Прибор для контроля параметров отверстий | 1988 |
|
SU1596205A1 |
| Прибор для контроля параметров фаски отверстий деталей | 1980 |
|
SU937980A1 |
| Прибор для контроля параметров фасок в отверстиях | 1987 |
|
SU1515032A1 |
| ПРИБОР ДЛЯ КОНТРОЛЯ ДИАМЕТРА ОТВЕРСТИЯ У ТОРЦАДЕТАЛИ | 1969 |
|
SU242410A1 |
| ПНЕВМАТИЧЕСКИЙ ПРИБОР ДЛЯ КОНТРОЛЯ ВНУТРЕННИХ КОНУСОВ | 1992 |
|
RU2057289C1 |
| ПРИБОР ДЛЯ ИЗМЕРЕНИЯ ОТКЛОНЕНИЯ ОТ ПРЯМОЛИНЕЙНОСТИ ОБРАЗУЮЩЕЙ ВНУТРЕННЕГО КОНУСА | 1991 |
|
RU2023977C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ МЕЖОСЕВОГО РАССТОЯНИЯ, НЕПАРАЛЛЕЛЬНОСТИ И СКРЕЩИВАНИЯ ОСЕЙ ОТВЕРСТИЙ ШАТУНА ДВИГАТЕЛЯ | 1995 |
|
RU2148786C1 |
| СПОСОБ КОНТРОЛЯ КОНИЧЕСКИХ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2720326C1 |
| Устройство для измерения разностенности деталей в двух диаметрально противоположных точках | 1982 |
|
SU1113657A1 |
| НУТРОМЕР ТРЕХТОЧЕЧНЫЙ | 2010 |
|
RU2442105C1 |

Фиг.з
| Прибор для контроля параметров фаски отверстий деталей | 1980 |
|
SU937980A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
