(Л
СП
ел
о со
1C
31515032
пe ивaют кинематическую связь калибров 3 и 4 с поперечиной 10 и от- счетиым узлом 11. После окончания
и к н
ичмеремия под действием пружин 8 калибры 3 и А возвращаются в исходное положение. 1 з.п,ф-лы, 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прибор для контроля параметров отверстий | 1988 |
|
SU1596205A1 |
| Прибор для контроля параметров фасок | 1984 |
|
SU1208464A1 |
| Прибор для контроля параметров фаски отверстий деталей | 1980 |
|
SU937980A1 |
| ПНЕВМАТИЧЕСКИЙ ПРИБОР ДЛЯ КОНТРОЛЯ ВНУТРЕННИХ КОНУСОВ | 1992 |
|
RU2057289C1 |
| ПРИБОР ДЛЯ ИЗМЕРЕНИЯ ОТКЛОНЕНИЯ ОТ ПРЯМОЛИНЕЙНОСТИ ОБРАЗУЮЩЕЙ ВНУТРЕННЕГО КОНУСА | 1991 |
|
RU2023977C1 |
| СПОСОБ КОНТРОЛЯ КОНИЧЕСКИХ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2720326C1 |
| Устройство для контроля расположения поверхностей | 1990 |
|
SU1784835A1 |
| ПРИБОР ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ШПОНОЧНОГО ПАЗА ВАЛА | 1999 |
|
RU2164660C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ МЕЖОСЕВОГО РАССТОЯНИЯ, НЕПАРАЛЛЕЛЬНОСТИ И СКРЕЩИВАНИЯ ОСЕЙ ОТВЕРСТИЙ ШАТУНА ДВИГАТЕЛЯ | 1995 |
|
RU2148786C1 |
| Устройство для контроля расположения поверхностей | 1991 |
|
SU1783282A1 |
Изобретение относится к измерительной технике. Целью изобретения является повышение производительности контроля путем упрощения получения результата измерения и расширение функциональных возможностей. Прибор конусными калибрами 3 и 4 устанавливают попеременно в контролируемое отверстие, прижимая базовую плоскость 2 к торцу детали. Размер фаски определяется как разность двух показаний отсчетного узла 11. При контроле параметров фасок в отверстиях на плоскости, размеры которой превышают размеры базовой плоскости 2 корпуса 1, соответствующие положения ползуна 14 на поперечине 10 обеспечивают кинематическую связь калибров 3 и 4 с поперечиной 10 и отсчетным узлом 11. После окончания измерения под действием пружин 8 калибры 3 и 4 возвращаются в исходное положение. 1 з.п. ф-лы, 2 ил.
Изобретение относится к измери- тельтюй технике и предназначено для контроля параметров фасок отверстий.
Цель изобретения - повышение производительности контроля за счет упрощения получения результата измерения, а также расширение функциональных возможностей путем обеспечения возможности контроля параметров фасок п отверстиях на плоскости, размеры которой превышают размеры
базово плоскости корпуса.
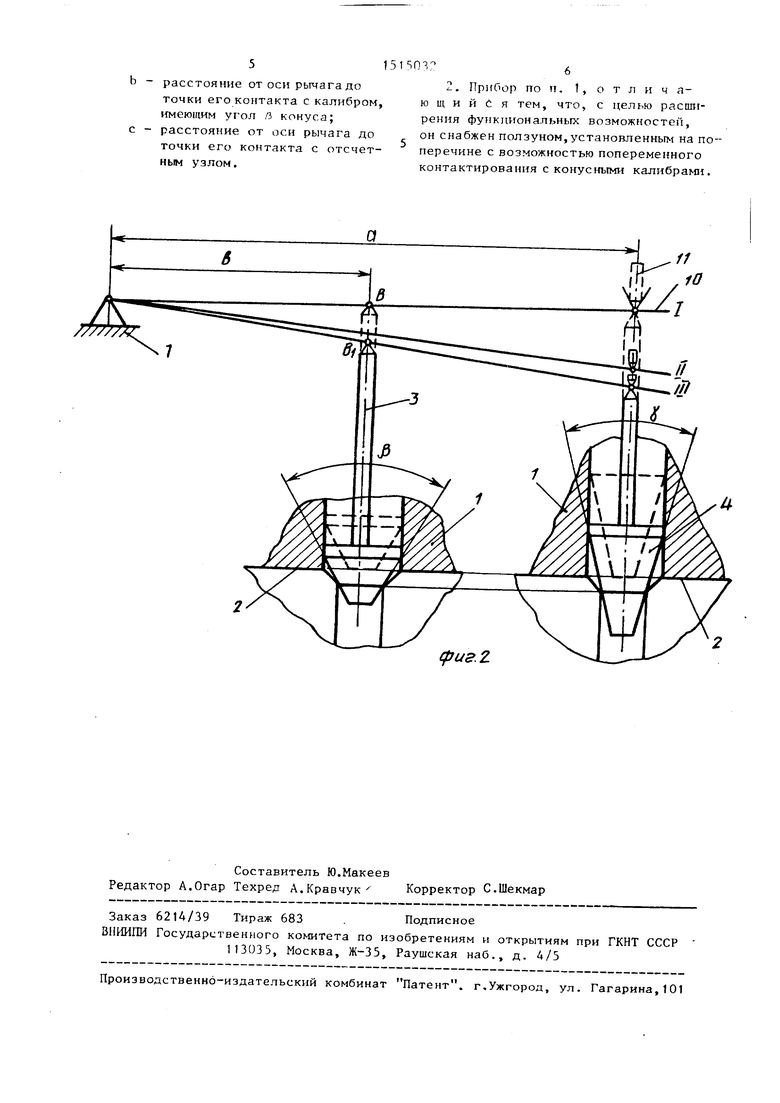
На фиг. 1 предста1злен прибор для контроля параметров фасок ц отверстиях, общий вид; на фиг. 2 - общая схема контроля параметров фасок от- верстия.
Прибор содерлагт корпус 1 с базовой плоскостью 2, в котором расположены конусные калибры 3 и 4, 1гмеющи равные диаметры 5 и 6 на концах конусов и вь пол11е}1ные равноГ длины, а углы конусов связаны между co6oii соотношением
Л т
tg 2 К 2,
где 1 и л - углы конусов.
Винты 7 ограничивают величину перемещения калибров 3 и 4, подпружиненных пру ясинами 8 относительно корпуса 1 . I корпусе на оси 9 уставов- лена иоиеречина Ю в виде одноплечего рычага, контактирующая с калибрами 3 II 4 и отсчетныь узлом 1 1, закрепленным через разрезную втулку 12 винтом 13 на корпусе 1,
При этом
а
b FgTyr
де а - расстояние от оси рычага до точки его контакта с калибром 4, имеющим угол -у конуса;
b - расстояние от оси рычага до его контакта с калибром 3, имеющим угол/i конуса; с - расстояние от оси рычага до точки ег о контакта с отсчет- ным узлом 11,
0
5
0
5
30
35
40
50
55
На поперечине 10 установлен ползун 14 для обеспечения попеременного контакта калибров 3 и 4 с поперечиной 10.
Прибор работает следующим образом.
При измерении, прижимая базовой плоскостью 2 прибор к торцу детали, конусные калибры 3 и 4 попеременно устанавливают в контролируемое отверстие. При этом калибр 3 или 4 совершает поступательное движение, сжимая пружину 8, и через поиеречи- ну 10 передает это движение штоку отсчетного узла 11. Размер фаски определяется как разность двух показаний отсчетного устройства, а именно показаний при установке попеременно калибров 3 и 4 в контролируемое отверстие. При контроле парг1метров фасок в отверстиях на плоскости, размеры которой превышают размеры базовой плоскости 2 корпуса 1, соответ- гтвуюип- е положения ползуна 14 обеспечивают кинематическую связь калибров 3 и 4 с поперечиной 10 и отсчет- иым узлом 11. После окончания измерения под действием пружины 8 калибры 3 и 4 возвращаются в исходное положение. Фор(ула изобретения
а/Ь tg/3 /2 : tg з /2; с а, где а - расстояние от оси рычага до точки его контакта с калибром, имеющим угол j конуса;
- расстояние от оси рычага до
точки его контакта с калибром, имеющим угол /з конуса;
- расстояние от оси рычага до точки его контакта с отсчет- ным узлом.
//////.
isism.
ffJU8.Z
| Прибор для контроля параметров фасок | 1984 |
|
SU1208464A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
