в нем с возможностью перемещения перпендикулярно базовой плоскости 2 толкатель 3 и отсчетньй узел 18. Перед измерением прибор настраивают на ноль. После этого поворачивают рукояткой 26 толкатель 3, на котором жестко закреплены измерительные выступы 4 и 5, имеющие рабочие поверхности по торцу сектора и переходящие в винтовые поверхности. При этом
конусный калибр 10 по винтовой поверхности вводят в проверяемое, отверстие, прижимая плоскость 2 к торцу измеряемой детали, и считывают с узла 18, кинематически связанного с толкателем 3, величину а. Затем вводят калибр 11 со сменным наконечником 12 ц измеряемое отверстие и считывают величину а. Фактическую величину фаски С определяют из соотношения . , 6 ил.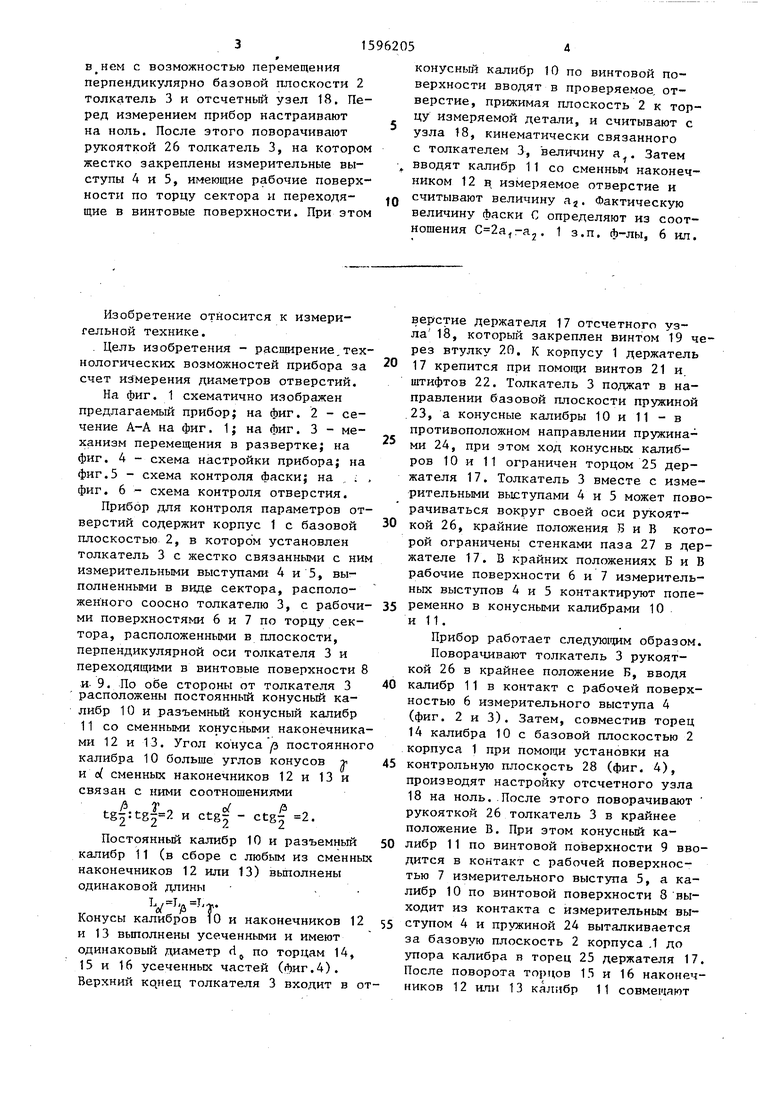
Изобретение относится к измерительной технике. Цель изобретения - расширение технологических возможностей. Прибор содержит корпус 1 с базовой плоскостью 2, установленный в нем с возможностью перемещения перпендикулярно базовой плоскости 2 толкатель 3 и отсчетный узел 18. Перед измерением прибор настраивают на ноль. После этого поворачивают рукояткой 26 толкатель 3, на котором жестко закреплены измерительные выступы 4 и 5, имеющие рабочие поверхности по торцу сектора и переходящие в винтовые поверхности. При этом конусный калибр 10 по винтовой поверхности вводят в проверяемое отверстие, прижимая плоскость 2 к торцу измеряемой детали, и считывают с узла 18, кинематически связанного с толкателем 3, величину A 1. Затем вводят калибр 11 со сменным наконечником 12 в измеряемое отверстие и считывают величину A 2. Фактическую величину фаски C определяют из соотношения C=2A 1-A 2. 1 з.п.ф-лы, 6 ил.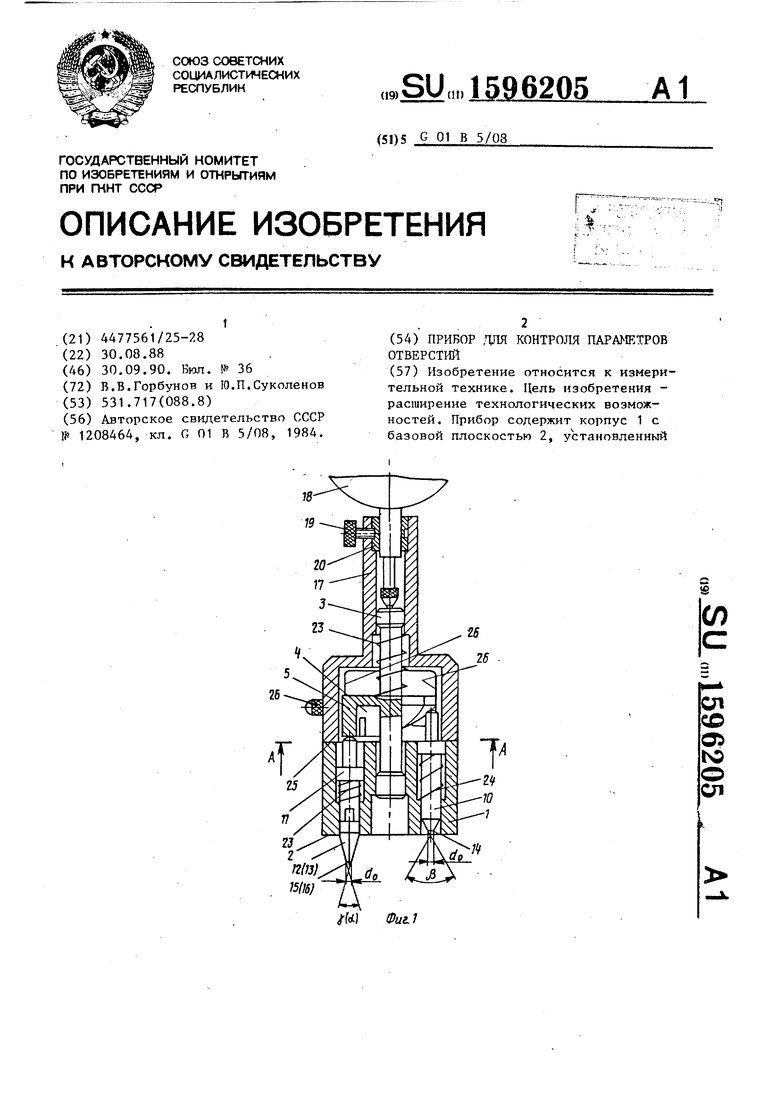
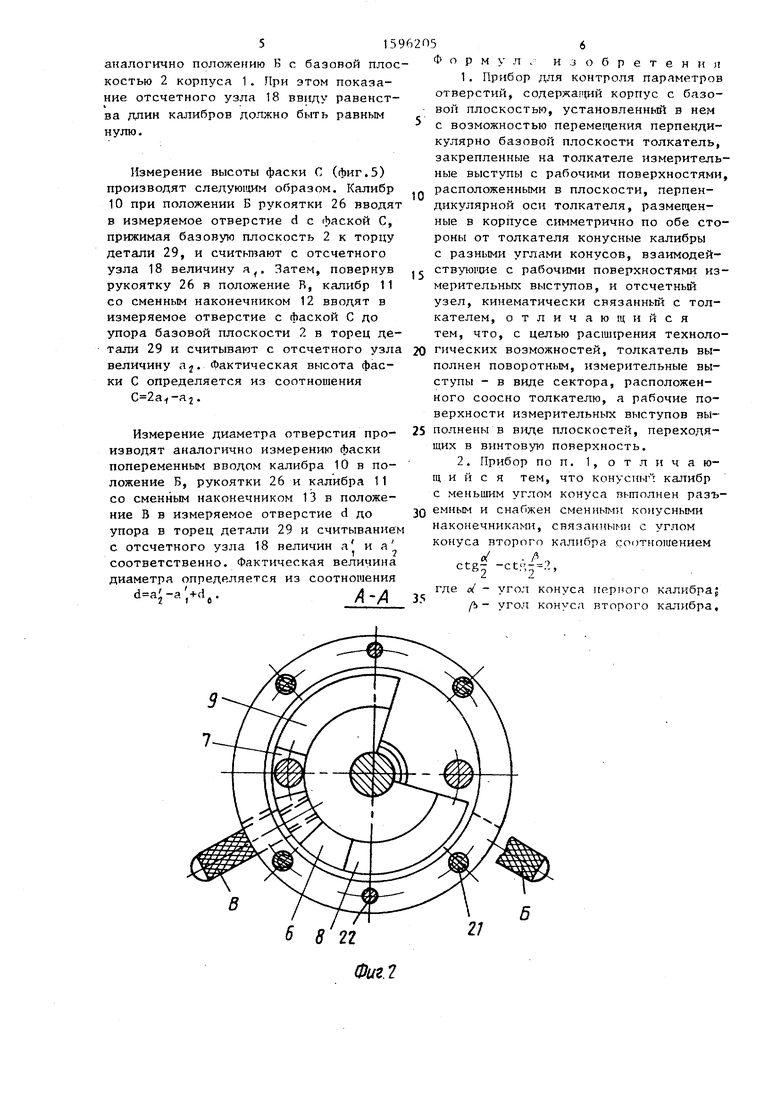
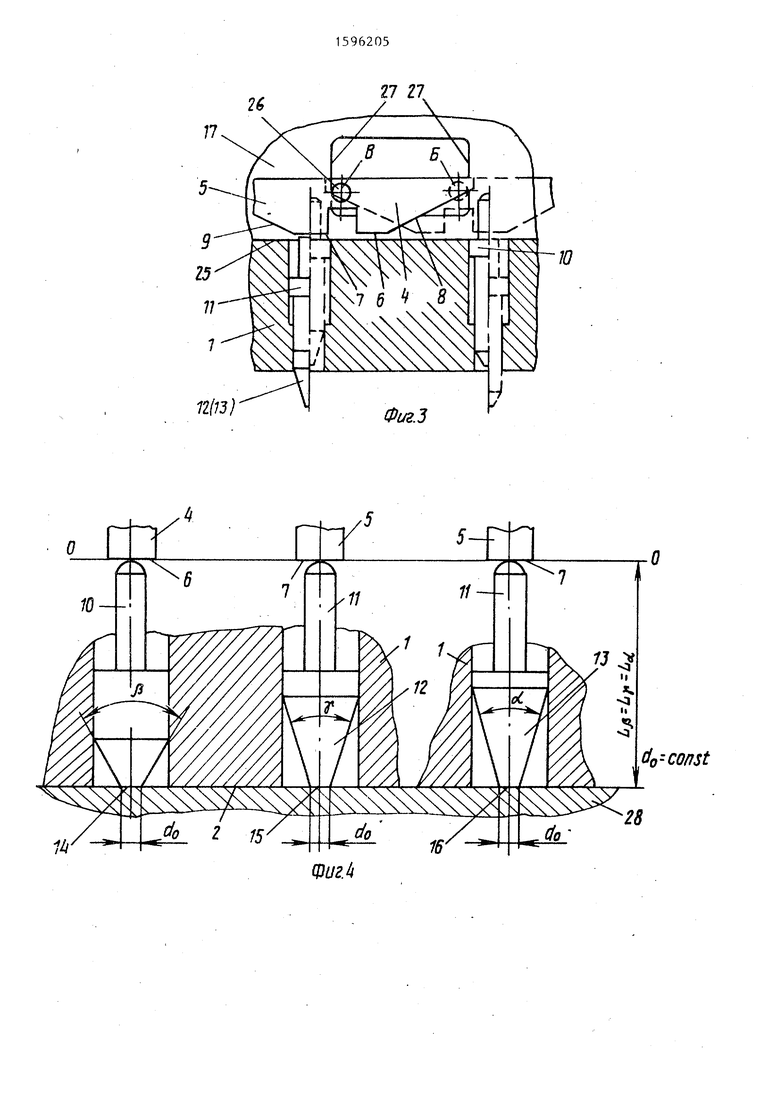
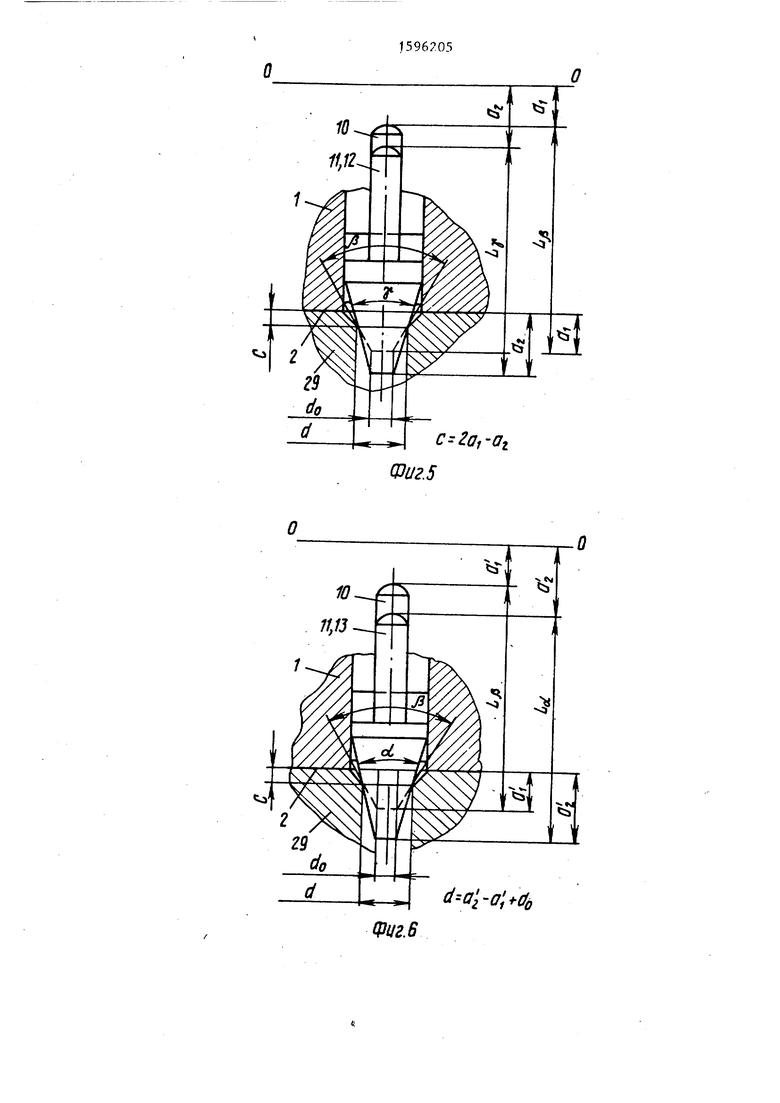
Изобретение отйосится к измерительной технике. . Цель изобретения - расщирение.тех нологических возможностей прибора за счет и; мерения диаметров отверстий. На фиг. 1 схематично изображен предлагаемый прибор; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - механизм перемещения в развертке; на фиг. 4 - схема настройки прибора; на фиг.5 - схема контроля фаски; на ; фиг. 6 - схема контроля отверстия. Прибор для контроля параметров от верстий содержит корпус 1 с базовой плоскостью 2, в котором установлен толкатель 3 с жестко связанными с ни измерительными выступами 4 и 5, выполненными в виде сектора, расположенного соосно толкателю 3, с рабочи ми поверхностями 6 и 7 по торцу сектора, расположенньпчи в плоскости, перпендикулярной оси толкателя 3 и переходящими в винтовые поверхности и 9. По обе стороны от толкателя 3 расположены постоянный конусный калибр 10 и разъемный конусный калибр 11 со сменными конусными наконечника ми 12 и 13. Угол конуса /э постоянно калибра 10 больше углов конусов у и о( сменньгх наконечников 12 и 13 и связан с ними соотношениями tg|:tg| 2 и ctg|- . Постоянный калибр 10 и разъемный калибр 11 (в сборе с любым из сменн наконечников 12 или 13) вьптолнены одинаковой длины , Конусы калибров 10 и наконечников 1 и 13 выполнены усеченными и имеют одинаковый диаметр fi по торцам 14, 15 и 16 усеченных частей (фиг.4). Верхний кqнeц толкателя 3 входит в верстие держателя 17 отсчетного узла 18, который закреплен винтом 19 через втулку 20. К корпусу 1 держатель 17крепится при помо1Г1и винтов 21 и. штифтов 22. Толкатель 3 поджат в направлении базовой плоскости пружиной 23, а конусные калибры 10 и 11 - в противоположном направлении пружинами 24, при этом ход конусных калибров 10 и 11 ограничен торцом 25 держателя 17. Толкатель 3 вместе с измерительными вьютупами 4 и 5 может поворачиваться вокруг своей оси рукояткой 26, крайние положения Б и В которой ограничены стенками паза 27 в держателе 17. В крайних положениях Б и В рабочие поверхности 6 и 7 измерительных выступов 4 и 5 контактируют попеременно в конусными калибрами 10 и 11. Прибор работает следуюгцим образом. Поворачивают толкатель 3 рукояткой 26 в крайнее положение Б, вводя калибр 11 в контакт с рабочей поверхностью 6 измерительного выступа 4 (фиг, 2 и 3). Затем, совместив торец 14 калибра 10 с базовой плоскостью 2 корпуса 1 при помощи установки на контрольную плоскость 28 (фиг. 4), производят настройку отсчетного узла 18на ноль..После этого поворачивают рукояткой 26 толкатель 3 в крайнее положение В. При этом конусный калибр 11 по винтовой поверхности 9 вводится в контакт с рабочей поверхностью 7 измерительного выступа 5, а калибр 10 по винтовой поверхности 8 выходит из контакта с измерительным выступом 4 и пружиной 24 выталкивается за базовую плоскость 2 корпуса ,1 до упора калибра я торец 25 держателя 17, После поворота торцов 15 и 16 наконечников 12 Hmi 13 калибр 11 совмещают аналогично положению В с базовой плос костью 2 корпуса 1. При этом показание отсчетного узла 18 ввгщу равенства длин калибров должно быть равным нулю. Измерение высоты фаски С (фиг.5) производят следую11дим образом. Калибр 10 при положении Б рукоятки 26 вводят в измеряемое отверстие d с фаской С, прижимая базовую плоскость 2 к торцу детали 29, и считьпзают с отсчетного узла 18 величину а. Затем, повернув рукоятку 26 в положение R, калибр 11 со сменным наконечником 12 вводят в измеряемое отверстие с фаской С до упора базовой плоскости 2 в торец детали 29 и считывают с отсчетного узла величину аj. Фактическая высота фаски С определяется из соотношения . Измерение диаметра отверстия производят аналогично измерению фаски попеременным вводом калибра 10 в положение Б, рукоятки 26 и калибра 11 со сменным наконечником 13 в положение В в измеряемое отверстие d до упора в торец детали 29 и считывание с отсчетного узла 18 величин а на соответственно. Фактическая величина диаметра определяется из соотношения d a -a;+d.
8 22
Фиг. Форму л . и 3 о б р е т е н н я 1.Прибор для контроля параметров отверстий, содержа ций корпус с базовой плоскостью, установленный в нем с возможностью перемещения перпендикулярно базовой плоскости толкатель, закрепленные на толкателе измерительные выступы с рабочими поверхностями, расположенными в плоскости, перпендикулярной оси толкателя, размещенные в корпусе симметрично по обе стороны от толкателя конусные калибры с разными углами конусов, взаимодействуюгие с рабочими поверхностями измерительных выступов, и отсчетньй узел, кинематически связанный с толкателем, отличающийся тем, что, с целью расширения технологических возможностей, толкатель выполнен поворотньм, измерительные выступы - в виде сектора, расположенного соосно толкателю, а рабочие поверхности измерительных выступов выполнены в виде плоскостей, переходящих в винтовую поверхность. 2.Прибор по п. 1, отличающ и и с я тем, что конусныч калибр с меньшим углом конуса выполнен разъемным и снабжен сменными конусными наконечниками, связанными с углом конуса второго калибра .соотношением ctg- -ct,,, где о( - угол конуса первого калибраJ /Ь - угол конуса второго калибра.
26
17
72/7 j;
(риг.
Фе/г.З
fio-const
| Прибор для контроля параметров фасок | 1984 |
|
SU1208464A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
