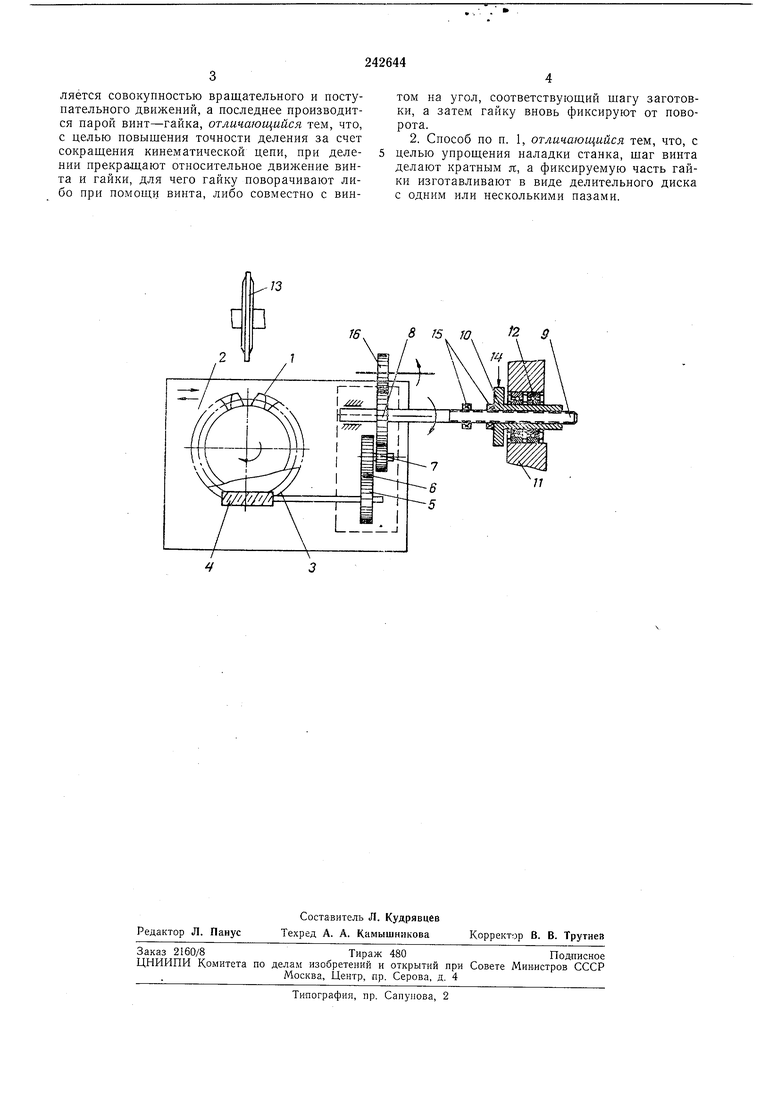
Известные способы деления на шаг в зубообрабатывающих и резьбообрабатывающих станках, у которых формообразование заготовки образуется совокупностью вращательного и поступательного движений и последнее производится парой винт-гайка, осуществляются либо путем размыкания цепи формообразования, либо с помощью суммирующих механизмов. Предлагаемый способ деления на щаг отличается от известных тем, что при делении прекращают отиосительное движение винта и гайки, для чего гайку иоворачивают либо при помощи винта, либо совместно с винтом на угол, соответствующий щагу заготовки, а затем гайку вновь фиксируют от поворота. Это повышает точность деления на шаг за счет сокращения кинематической цепи. Отличие состоит также и в том, что шаг винта делают кратным л, а фиксируемую часть гайки изготавливают в виде делительного диска с одним или несколькими пазами. Это упрощает наладку станка. На чертеже изображен зубощлифовальный станок для осуществления описываемого способа. ное - от ходового винта 9, установленного на каретке. Гайка 10 закрепляется на станине //и может вращаться в подшипниках 12. В осевом направлении гайка не перемещается. Заготовку обрабатывают инструментом /3 (шлифовальный круг или фреза). Во время обкатки гайка неиодвижна. При команде на деление фиксатор 14 освобождает гайку, которая вследствие трения в резьбе вращается вместе с винтом. Если момент трения в резьбе недостаточен для нроворота гайки, то ее сцепление с винтом может осуществиться муфтой 15. Возможен также вариант привода с .одновременным вращением винта и гайки. После того как гайка совместно с винтом повернется на угол, необходимый для делительного поворота заготовки, фиксатор останавливает гайку. Привод обкатки осуществляется от зубчатого колеса 16. Для упрощения наладки станка щаг винта делают кратным я, а фиксируемую часть гайки изготавливают в виде делительного диска с одним или несколькими пазами.
ляется совокупностью вращательного и поступательного движений, а последнее производится парой винт-гайка, отличающийся тем, что, с целью повышения точности деления за счет сокрапдения кинематической цепи, при делении прекращают относительное движение винта и гайки, для чего гайку поворачивают либо при помощи винта, либо совместно с винтом на угол, соответствующий щагу заготовки, а затем гайку вновь фиксируют от поворота.
2. Способ по п. 1, отличающийся тем, что, с целью упрощения наладки станка, шаг винта делают кратным я, а фиксируемую часть гайки изготавливают в виде делительного диска с одним или несколькими пазами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗУБОФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ЗУБЧАТЫХСЕКТОРОВ | 1971 |
|
SU301231A1 |
| ЗУБОШЛИФОВАЛЬНЫЙ СТАНОК | 1965 |
|
SU174052A1 |
| ЗУБОШЛИФОВАЛЬНЫЙ СТАНОК С ЧЕРВЯЧНОЙ ДЕЛИТЕЛЬНОЙ НАРОЙ | 1967 |
|
SU193891A1 |
| Делительное устройство | 1981 |
|
SU1009718A1 |
| Корригирующее устройство к зубофрезерным станкам | 1939 |
|
SU61398A1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| Приспособление для заточки многолезвийного инструмента | 1983 |
|
SU1110612A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1969 |
|
SU255747A1 |
| Приспособление к токарному станку для нарезания конических шестерен с криволинейным зубом | 1948 |
|
SU75365A1 |
8 75 Ю. Ц 3,
